1.本发明涉及机加工工装设备领域,尤其涉及一种油箱盖工装固定装置。
背景技术:
2.汽车涂装线生产输送车身过程中,油箱盖作为一种拆卸件随车过线,需要额外制作一种工装进行定位附加在车身特定位置上,以便满足涂装各个工序工艺作业。在现油箱盖过线中,缺少一种专用工装固定装置,导致现场员工用铁线绑着随车过线,而且在涂胶、喷漆、修饰工序中,需要设置专门架子,利用弹簧固定在门上,供各工序作业使用,由于使用拉力弹簧,在生产过线过程中,由于输送链的抖动,弹簧稳定性较差容易松脱,使得油箱盖和白车身之间容易发生相对移动,难以进行后续的工装、喷涂。
技术实现要素:
3.基于此,本发明提供一种稳定性更高的油箱盖工装固定装置。
4.本发明的技术方案为:一种油箱盖工装固定装置,包括第一固定组件和第二固定组件,所述第一固定组件包括第一杆体和设于所述第一杆体的若干个第一卡接件,所述第二固定组件包括第一定位杆、第一定位块和第一插销,所述第一定位杆包括凸起部,所述第一定位杆与所述第一定位块固定连接,所述第一定位块开设有第一通孔,所述第一插销插设于所述第一通孔内。
5.可选的,所述第一卡接件的数量至少为两个且沿所述第一杆体均匀分布。
6.可选的,所述第一固定组件还包括第二杆体,所述第二固定组件还包括第三杆体,所述第二杆体和所述第一杆体固定连接,所述第二杆体沿竖直方向上开设有第二通孔,所述第三杆体插设于所述第二通孔;
7.所述第一定位杆的一端与所述第三杆体固定连接,所述第三杆体的一端开设有第三通孔,所述第一插销远离所述第一定位块的一端插设于所述第三通孔内。
8.可选的,所述第一固定组件还包括第二插销,所述第二杆体在水平方向上开设有第四通孔,所述第三杆体在水平方向上开设有若干个沿竖直方向分布的第五通孔,所述第二插销插设于所述第四通孔和一个所述第五通孔。
9.可选的,所述第一固定组件还包括弹簧,所述弹簧设于所述第一定位块和所述第三杆体之间,且所述弹簧套设于所述第一插销的外周侧。
10.可选的,所述第一插销远离所述第三杆体的一端为锥形体。
11.可选的,还包括静电吸附杆,所述静电吸附杆设于所述第一杆体的两端。
12.可选的,还包括第三固定组件,所述第三固定组件与所述静电吸附杆和/或所述第一杆体固定连接。
13.可选的,所述第三固定组件包括沿水平方向设置的第四杆体和沿竖直方向设置的第五杆体,所述第四杆体和所述第五杆体分别与固定于所述第一杆体的两端的两根所述静电吸附杆固定连接。
14.实施本发明实施例,与现有技术相比,具有如下有益效果:
15.本发明的油箱盖工装固定装置,使用时,将若干个第一卡接件插设于白车身的玻璃窗框钣金上,凸起部与白车身抵接,再通过将第一插销沿第一通孔的内侧壁移动,使得第一插销插设于白车身的预设孔内,在第一卡接件、第一定位杆和第一插销的定位作用下对白车身进行固定,减少油箱盖和白车身之间晃动,从而提高后续的工装、喷涂的准确度。
附图说明
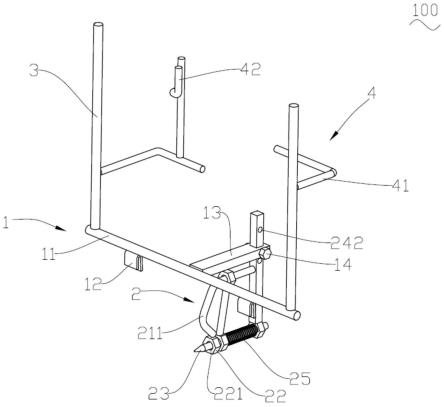
16.图1是本发明实施例所述的油箱盖工装固定装置的结构示意图。
17.图2是本发明实施例所述的油箱盖工装固定装置的右视图。
18.图3是本发明实施例所述的油箱盖工装固定装置的使用状态的结构示意图。
19.附图标记说明:
20.100、油箱盖工装固定装置,
21.1、第一固定组件,11、第一杆体,12、第一卡接件,13、第二杆体,14、第二插销,
22.2、第二固定组件,21、第一定位杆,211、凸起部,22、第一定位块,221、第一通孔,23、第一插销,24、第三杆体,241、第三通孔,242、第五通孔,25、弹簧,
23.3、静电吸附杆,
24.4、第三固定组件,41、第四杆体,42、第五杆体。
具体实施方式
25.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.在本发明的描述中,需要说明的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
27.此外,本发明中采用术语“第一”、“第二”等来描述各种信息,但这些信息不应限于这些术语,这些术语仅用来将同一类型的信息彼此区分开。例如,在不脱离本发明范围的情况下,“第一”信息也可以被称为“第二”信息,类似的,“第二”信息也可以被称为“第一”信息。
28.参照图1、图2和图3,本实施例提供一种油箱盖工装固定装置100,包括第一固定组件1和第二固定组件2,第一固定组件1包括第一杆体11和设于第一杆体11的若干个第一卡接件12,第二固定组件2包括第一定位杆21、第一定位块22和第一插销23,第一定位杆21包括凸起部211,第一定位杆21与第一定位块22固定连接,第一定位块22开设有第一通孔221,第一插销23插设于第一通孔221内。使用时,将若干个第一卡接件12插设于白车身的玻璃窗框钣金上,凸起部211与白车身抵接,再通过将第一插销23沿第一通孔221的内侧壁移动,使得第一插销23插设于白车身的预设孔内,在第一卡接件12、第一定位杆21和第一插销23的
定位作用下对白车身进行固定,减少油箱盖和白车身之间晃动,从而提高后续的工装、喷涂的准确度。具体的,在本实施例中,第一卡接件12的数量至少为两个且沿第一杆体11均匀分布。
29.较佳的,参照图1、图2和图3,在本实施例中,第一固定组件1还包括第二杆体13,第二固定组件2还包括第三杆体24,第二杆体13和第一杆体11固定连接,第二杆体13沿竖直方向上开设有第二通孔,第三杆体24插设于第二通孔。第一定位杆21的一端与第三杆体24固定连接,第三杆体24的一端开设有第三通孔241,第一插销23远离第一定位块22的一端插设于第三通孔241内。通过将第三杆体24沿第二通孔的径向滑动,可以调整第三杆体24、第一插销23、第一定位块22和第一定位杆21与第一卡接件12之间的相对距离,从而可以在不同车型的生产过程中使用。
30.较佳的,参照图1、图2和图3,在本实施例中,第一固定组件1还包括第二插销14,第二杆体13在水平方向上开设有第四通孔,第三杆体24在水平方向上开设有若干个沿竖直方向分布的第五通孔242,第二插销14插设于第四通孔和一个第五通孔242。将第三杆体24沿第二通孔的径向滑动至预设位置后,将第二插销14插设于第四通孔和与该第四通孔对应的第五通孔242中,从而实现对第三杆体24的固定。
31.较佳的,参照图1、图2和图3,在本实施例中,第一固定组件1还包括弹簧25,弹簧25设于第一定位块22和第三杆体24之间,且弹簧25套设于第一插销23的外周侧。使用前,操作人员拉动第一插销23挤压弹簧25,完成将若干个第一卡接件12插设于白车身的玻璃窗框钣金上,以及将第一卡接件12与白车身抵接,操作人员松开第一插销23,第一插销23在弹簧25的作用下向白车身移动从而插入白车身的预设孔内,既减少了操作人员移动第一插销23的步骤,也可以减少在白车身移动过程中,第一插销23发生移动的可能性。
32.较佳的,参照图1、图2和图3,在本实施例中,第一插销23远离第三杆体24的一端为锥形体,可以减少插入面积提高第一插销23插入白车身的预设孔的准确率。
33.较佳的,参照图1、图2和图3,在本实施例中,该油箱盖工装固定装置100还包括静电吸附杆3,静电吸附杆3设于第一杆体11的两端。通过静电吸附杆3可以吸附工作过程中的静电,从而在吸附机器人喷涂时油箱盖边沿油漆的过程中,保证不发生膜厚不均匀、肥边等缺陷。
34.较佳的,参照图1、图2和图3,在本实施例中,该油箱盖工装固定装置100还包括第三固定组件4,第三固定组件4与静电吸附杆3和/或第一杆体11固定连接。具体的,在本实施例中,第三固定组件4包括沿水平方向设置的第四杆体41和沿竖直方向设置的第五杆体42,第四杆体41和第五杆体42分别与固定于第一杆体11的两端的两根静电吸附杆3固定连接。通过第四杆体41在沿水平方向固定油箱盖,通过第五杆体42沿竖直方向固定油箱盖,使得油箱盖可以与白车身相对固定,从而替代了常规使用的弹簧25或绑线,进一步提高了油箱盖和白车身的稳定性。
35.本实施例所提供的一种油箱盖工装固定装置100,操作人员拔出第二插销14后,将第三杆体24在竖直方向上移动至预设位置后,插入第二插销14,并通过第四杆体41在沿水平方向固定油箱盖,通过第五杆体42沿竖直方向固定油箱盖,并拉动第一插销23挤压弹簧25。然后,将若干个第一卡接件12插设于白车身的玻璃窗框钣金上,再松开第一插销23使得第一插销23沿第一通孔221的内侧壁移动并插设于白车身的预设孔内,即可实现将油箱盖
和白车身的固定。
36.本实施例的油箱盖工装固定装置100,具有以下有益效果:
37.一、使用时,将若干个第一卡接件12插设于白车身的玻璃窗框钣金上,凸起部211与白车身抵接,再通过将第一插销23沿第一通孔221的内侧壁移动,使得第一插销23插设于白车身的预设孔内,在第一卡接件12、第一定位杆21和第一插销23的定位作用下对白车身进行固定,减少油箱盖和白车身之间晃动,从而提高后续的工装、喷涂的准确度。
38.二、通过将第三杆体24沿第二通孔的径向滑动,可以调整第三杆体24、第一插销23、第一定位块22和第一定位杆21与第一卡接件12之间的相对距离,从而可以在不同车型的生产过程中使用。
39.三、使用前,操作人员拉动第一插销23挤压弹簧25,完成将若干个第一卡接件12插设于白车身的玻璃窗框钣金上,以及将第一卡接件12与白车身抵接,操作人员松开第一插销23,第一插销23在弹簧25的作用下向白车身移动从而插入白车身的预设孔内,既减少了操作人员移动第一插销23的步骤,也可以减少在白车身移动过程中,第一插销23发生移动的可能性。
40.四、通过第四杆体41在沿水平方向固定油箱盖,通过第五杆体42沿竖直方向固定油箱盖,使得油箱盖可以与白车身相对固定,从而替代了常规使用的弹簧25或绑线,进一步提高了油箱盖和白车身的稳定性。
41.以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和变形,这些改进和变形也视为本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。