1.本实用新型涉及金属剪切领域,具体涉及废钢剪切领域,特别涉及废钢龙门式剪切机。
背景技术:
2.废钢剪切机是一种对金属进行剪切的设备,申请号为202010775289.x的专利文献公开了一种龙门式液压废钢剪切机,其通过连接板向下移动时带着横板向下移动,使压板压住废钢,达到避免剪切刀剪切时,废钢的另一端翘起飞溅;申请号为202122747836.6的专利文献公开了一种可提高速度的龙门式废钢剪切机,其通过设置在切割机构一侧的按压机构对废钢进行压持,解决了切割时容易导致废钢飞溅影响切割稳定性和安全性的问题,这两篇专利文献解决了问题都是:废钢剪切时,废钢翘起飞溅倾斜切割稳定性和安全性;所使用的技术手段都是:通过设置在剪切刀(切割机构)一侧的压板(按压机构)压住废钢,但是,废钢虽然被压住了,但是被压住的仅仅只是废钢的后半截,废钢伸出龙门剪切机,也就是待剪切下来的那部分,没有任何结构对其进行压持,该部分也容易发生翘起飞溅的问题。
3.除此之外,现有的废钢龙门式剪切机的压持与剪切一般都是由两个液压动力分别驱使的,一方面,会使压持动作与剪切动作之间存在有动作间隔误差,虽然误差较小,但长久累积起来也较为可观;另一方面,液压动力一般都是固定的,也就是说,不管放置在剪切机上的废钢在竖直方向上的尺寸的大小,驱使压持以及驱使剪切的液压动力都是相同,后者相同不影响剪切过程,前者相同,则当废钢沿竖直方向的尺寸较大时,废钢会被压持的过量,被压的过瘪。
4.基于此,本实用新型提出了废钢龙门式剪切机。
技术实现要素:
5.为解决上述背景中提到的问题,本实用新型提供了废钢龙门式剪切机。
6.为实现上述技术目的,本实用新型所采用的技术方案如下。
7.废钢龙门式剪切机,其包括机架,机架上安装有液压杆、砧台以及剪切机构,砧台位于剪切机构的下方,砧台用来放置废钢,剪切机构包括剪切刀与压台,压台设置有两组并分别位于剪切刀的两侧,剪切刀用于对砧台上的废钢进行剪切处理,且剪切过程中,压台自适应废钢沿竖直方向上的尺寸并从剪切刀的两侧对废钢进行压持,液压杆用于驱使剪切机构沿竖直方向发生位移。
8.进一步的,剪切机构包括沿竖直方向滑动安装在机架上的主板,主板呈水平布置,主板的上端面与液压杆连接,剪切刀设置在主板的下端面。
9.进一步的,初始状态下,压台的底部高度低于剪切刀的底部高度。
10.进一步的,主板上开设有穿孔,压台包括沿竖直方向滑动安装在穿孔内的滑板,滑板的上端面设置有限位板,限位板与主板配合对整个压台进行支撑,滑板的下端面设置有压板,压板呈水平布置,压板与主板之间设置有弹簧。
11.进一步的,主板的下端面竖直朝下延伸有凸销a,压板的上端面竖直朝上延伸有凸销b,弹簧的上下两个支撑圈分别套设在凸销a或凸销b的外部。
12.进一步的,砧台的上端面设置有与剪切刀相匹配的刀槽。
13.本实用新型与现有技术相比,有益效果在于:
14.本方案中,通过同一液压杆驱使剪切机构实现对废钢的剪切与压持,压持与剪切共用同一动力源,两者之间的动作间隔误差较小,剪切效率有所提高。
15.本方案中,剪切机构能够自适应废钢沿竖直方向上的尺寸,故而不需要调整液压杆的液压驱动,且废钢被压持时,也不会受到过大的液压力而被压的过瘪。
16.本方案中,从剪切刀的两侧对废钢进行压持并且剪切完成后,压持才撤销,故而剪切过程中,废钢不会发生翘起飞溅的情况,剪切过程更加安全。
附图说明
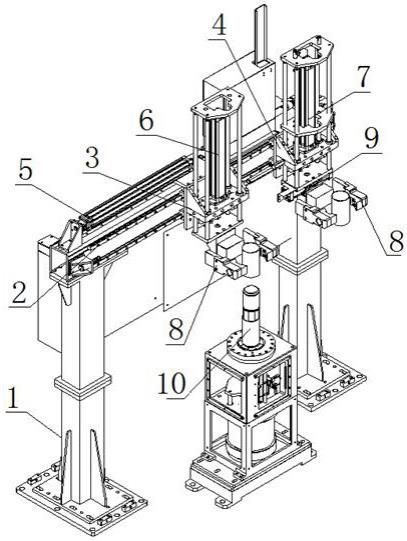
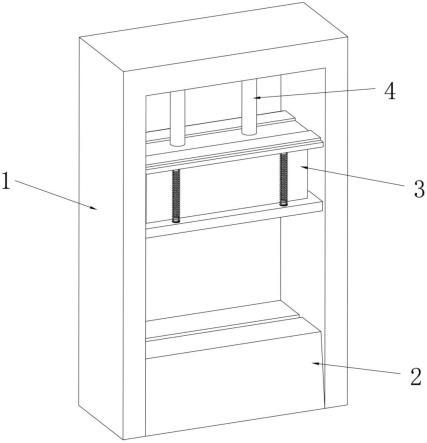
17.图1为本实用新型的结构示意图;
18.图2为砧台的结构示意图;
19.图3为剪切机构的结构示意图;
20.图4为主板与剪切刀的结构示意图;
21.图5为剪切刀以及两组压台的结构示意图。
22.附图中的标号为:
23.1、机架;2、砧台;201、刀槽;3、剪切机构;301、主板;302、剪切刀;303、压台;304、弹簧;305、穿孔;306、凸销a;307、滑板;308、限位板;309、压板;310、凸销b;4、液压杆。
具体实施方式
24.为更进一步阐述本实用新型为实现预定实用新型目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本实用新型的具体实施方式、结构、特征及其功效,详细说明如后。
25.如图1-图5所示,废钢龙门式剪切机,其包括机架1,机架1上安装有剪切机构3、液压杆4以及砧台2,其中,砧台2位于剪切机构3的下方,用来放置废钢,剪切机构3用于对砧台2上的废钢进行剪切处理且剪切过程中,剪切机构3自适应废钢沿竖直方向上的尺寸并从剪切刀302的两侧对废钢进行压持,液压杆4用于驱使剪切机构3沿竖直方向发生位移,实现进刀与退刀,且剪切机构3对废钢的剪切与压持来源于同一液压杆4的驱使。
26.本方案中,通过同一液压杆4驱使剪切机构3实现对废钢的剪切与压持,压持与剪切共用同一动力源,两者之间的动作间隔误差较小,剪切效率有所提高。
27.本方案中,剪切机构3能够自适应废钢沿竖直方向上的尺寸,故而不需要调整液压杆4的液压驱动,且废钢被压持时,也不会受到过大的液压力而被压的过瘪。
28.本方案中,从剪切刀302的两侧对废钢进行压持并且剪切完成后,压持才撤销,故而剪切过程中,废钢不会发生翘起飞溅的情况,剪切过程更加安全。
29.如图3-图5所示,剪切机构3包括沿竖直方向滑动安装在机架1上的主板301,主板301呈水平布置,其上端面与液压杆4连接,液压杆4启动并能够驱使主板301沿竖直方向发生位移,其下端面设置有剪切刀302。
30.主板301上还沿竖直方向滑动安装有压台303,压台303设置有两组并分别位于剪切刀302的两侧,两组压台303关于剪切刀302呈对称布置,初始状态下,压台303的底部高度低于剪切刀302的底部高度。
31.具体的,主板301上开设有穿孔305。
32.压台303包括沿竖直方向滑动安装在穿孔305内的滑板307,滑板307的上端面设置有限位板308,限位板308与主板301配合对整个压台303进行支撑,滑板307的下端面设置有压板309,压板309呈水平布置,用于对废钢进行压持。
33.压板309与主板301之间设置有弹簧304。
34.如图5所示,压板309的下端面高度低于剪切刀302的最低点高度。
35.整个废钢剪切过程,具体表现为:
36.首先,将废钢放在砧台2上;
37.接着,液压杆4启动驱使主板301竖直下移,下移过程中:
38.压板309先与废钢接触,接下来,受到废钢的阻碍,压板309停止下移或者废钢空心被液压力压瘪而使压板309发生微小下移,弹簧304被压缩,通过弹簧304作为中间传递,使压板309对废钢进行压持,而剪切刀302因还未与废钢接触,故而可以继续下移;
39.当剪切刀302下移至与废钢接触时,即开始废钢剪切过程,此过程中,弹簧304持续被压缩;
40.剪切完成后,液压杆4驱使主板301竖直上移,上移过程中,剪切刀302先脱离与废钢的接触,而等到弹簧304释放弹力接触后,压板309才脱离与废钢的接触,故而整个废钢剪切过程中,废钢的两侧均被牢牢压持,不会发生翘起飞溅的问题。
41.另外,由于弹簧304的存在,故而不论放置在砧台2上的废钢有多少,即不论废钢沿竖直方向上的尺寸多大,剪切机构3均能够自适应实现对废钢的压持。
42.优选的实施例,主板301的下端面竖直朝下延伸有凸销a306,压板309的上端面竖直朝上延伸有凸销b310,弹簧304的上下两个支撑圈分别套设在凸销a306或凸销b310的外部,其意义在于,通过凸销a306与凸销b310实现对弹簧304的装配限制,防止弹簧304出现偏移脱落。
43.优选的实施例,如图2所示,砧台2的上端面设置有与剪切刀302相匹配的刀槽201,其意义在于,刀槽201的设置,可以在剪切过程中,容纳剪切刀302,避免剪切刀302与砧台2发生接触,导致剪切刀302的刀刃受到磨损。
44.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型已以较佳实施例揭示如上,然而并非用以限定本实用新型,任何本领域技术人员,在不脱离本实用新型技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简介修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。