1.本发明涉及点胶机领域,具体涉及一种点胶装置。
背景技术:
2.在点胶装置的工作过程中,点胶装置的流程中由于点胶的流程繁琐,所以在每个点胶的步骤上都会设置又对应的工作位置,导致空间的浪费,并且对于点胶装置在工作过程中点胶装置对应的步骤位置相差过多就会导致点胶效率低,运送物料过程中导致位置的改变,并且在点胶装置工作的过程中,在对一些较为精密的物料进行点胶时因为固定位点的公差过大,物料间也存在着不同的宽度和高度的落差,若没有对点胶针头进行调整,就会导致点胶位置发生偏差或溢胶的情况,会增加返工率和点胶成本,所以亟需一种点胶装置用于解决上述问题。
技术实现要素:
3.本发明的目的在于提出一种点胶装置,以解决现有技术中所存在的一个或多个技术问题,至少提供一种有益的选择或创造条件。
4.为解决上述技术问题,本发明所采用的技术方案是:
5.一种点胶装置,所述装置包括:底座、输送轨道模组、搬运手模组、点胶平台模组、aoi模组和点胶臂模组,所述底座设置于其他模组下方;
6.所述输送轨道模组设置于点胶装置的前端,与所述搬运手模组连接设置,所述输送轨道模组作用为运输所述tray盘到所述搬运手模组中;
7.所述搬运手模组设置于点胶平台模组上方,并且与所述aoi模组间隔设置,用于搬运所述输送轨道模组传送的物料;
8.所述点胶平台模组设置于点胶装置中段部位,与输送轨道模组相邻设置,用于点胶平台模组上的物料进行点胶;
9.所述aoi模组设置于所述点胶平台模组上方,用于对所述物料进行定位与点胶完成后的物料的检测;
10.所述模组之间通过电连接。
11.进一步地,所述输送轨道模组、搬运手模组、点胶平台模组、aoi模组和点胶臂模组中均设置有运输导轨,所述搬运手模组、aoi模组和点胶臂模组均设有支撑架,将所述搬运手模组、aoi模组和点胶臂模组设置在点胶装置上方。
12.进一步地,在所述输送轨道模组包括若干个tray盘和tray盘单位升降装置,在所述tray盘中包含ngtray盘,所述ngtray盘用于放置点胶不合格的物料,在所述运输轨道模组前端的弹夹投料口设置有tray盘扫码头。
13.进一步地,所述搬运手模组包括:搬运机械手、机械手吸附头和搬运机械手校正仪,所述机械手吸附头设置于搬运机械手中,所述搬运机械手校正仪用于再搬运完一个周期物料后对搬运机械手进行校正。
14.进一步地,在所述点胶平台模组包括若干个点胶平台,所述点胶平台中包括若干个物料放置台和点胶针测高台,所述点胶平台可以在点胶装置x轴方向旋转,所述物料放置台可以在水平方向上旋转,所述点胶测高台的高度与物料放置在物料放置台的高度一致,点胶针头在开始点胶前会经过点胶测高台对点胶高度进行测试。
15.进一步地,所述aoi模组包括若干个3d线扫激光定位仪和若干个2d定位检测仪,所述3d线扫激光定位仪和所述2d定位检测仪设置于aoi模组前后两端,所述3d线扫激光定位仪用于扫描物料的多个外轮廓面,组成三维点云图来形成物料的3d外形,所述2d定位检测仪用于拍摄物料表面位置,获取物料表面位置清晰的图像,所述aoi模组用于对所述物料先经过所述3d线扫激光定位仪通过激光线扫对整个物料进行定位并物料进行检测,再通过所述2d定位检测仪进行辅助定位和检测,点胶完成后物料先通过所述2d定位检测仪确定点胶是否发生溢胶情况,再通过所述3d线扫激光定位仪确定点胶完成后物料整体的部件参数是否符合,aoi模组运输导轨与所述点胶平台模组运输导轨垂直设置。
16.进一步地,所述点胶臂模组包括:点胶机械臂、若干个点胶针头和点胶针头矫正模块,所述点胶针头设置在所述点胶机械臂上,用于给所述点胶平台上的物料进行点胶,所述点胶针头矫正模块包括:点胶针头校正仪、擦胶装置和称重天平。
17.进一步地,其特征在于,所述输送轨道模组、搬运手模组、点胶平台模组、 aoi模组和点胶臂模组均通过点连接与控制模块连接,并通过控制模块对所述输送轨道模组、搬运手模组、点胶平台模组、aoi模组和点胶臂模组进行控制,所述点胶装置通过所述控制模块设置系数对其及进行控制。
18.本发明的有益效果为:通过点胶装置的结构连接在,使得点胶装置各个模组的设置位置更为合理,让点胶装置工作更有效率并且提高空间利用率,通过所述 aoi模组对点胶平台上的物料进行3d线扫定位和获取物料的高度或宽度参数,并且对物料进行2d获取图像辅助定位,通过参数对点胶针头和点胶量进行调整,大大提高了点胶位置的精确性,并且经过一个点胶周期,对所述tray盘、物料、搬运机械手、点胶物料台、点胶臂、点胶针头均进行一次检测,大大降低了物料点胶的出错的比例,降低了物料成本。
附图说明
19.利用附图对本发明作进一步说明,但附图中的实施例不构成对本发明的任何限制,对于本领域的普通技术人员,在不付出创造性劳动的前提下,还可以根据以下附图获得其它的附图:
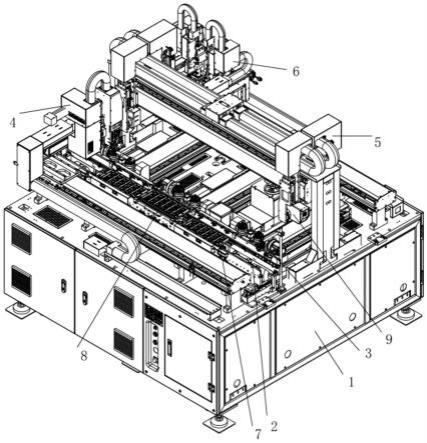
20.图1为一种点胶装置的总体立体结构图;
21.图2为一种点胶装置的总体平面结构图;
22.图3为一种点胶装置的运输轨道模组平面结构图;
23.图4为一种点胶装置的搬运手模组平面结构图;
24.图5为一种点胶装置的点胶平台模组立体结构图;
25.图6为一种点胶装置的点胶臂模组平面结构图;
26.图7为一种点胶装置的aoi模组的平面结构图;
27.图8为一种点胶装置的搬运机械手校正仪、点胶针头校正仪、擦胶装置和称重天平的立体结构图。
28.图中:1、底座;2、输送轨道模组;3、点胶平台模组;4、搬运手模组;5、 aoi模组;6、点胶臂模组;7、tray盘;8、ngtray盘;9、3d线扫激光定位仪; 10、2d定位检测仪;100、进料口;101、出料口;102、tray盘扫码头;104、物料扫码装置;105、擦胶装置;106、称重天平;107、点胶针头校正仪;108、点胶针头;301、机械手吸附头;302、搬运手模组运输导轨;303、点胶针头辅助定位摄像头;304、点胶手模组支撑架;305、aoi模组支撑架;306、aoi模组运输导轨;307、布盘;308、点胶平台模组运输导轨;309、点胶测高台;310、点胶针头校正仪;311、搬运机械手校正仪;312、搬运机械手;313、点胶臂; 314、点胶平台;315、物料放置台。
具体实施方式
29.为了使本领域的技术人员更好地理解本发明的技术方案,下面结合附图和具体实
30.施例对本发明作进一步详细的描述,需要说明的是,在不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
31.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上表面”、“下表面”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“正转”、“反转”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
32.如图1和图2所示的一种点胶装置,其所述装置包括:底座1、输送轨道模组2、搬运手模组4、点胶平台模组3、aoi模组5和点胶臂模组6,所述底座1 设置于其他模组下方;
33.所述输送轨道模组2设置于点胶装置的前端,与所述搬运手模组4连接设置,所述输送轨道模组2作用为运输所述tray盘7到所述搬运手模组4中;
34.所述搬运手模组4设置于点胶平台模组3上方,并且与所述aoi模组5间隔设置,用于搬运所述输送轨道模组5传送的物料;
35.所述点胶平台模组3设置于点胶装置中段部位,输送轨道模组2相邻设置,用于点胶平台模组3上的物料进行点胶;
36.所述aoi模组5设置于所述点胶平台模组3上方,用于对所述物料进行定位与点胶完成后的物料的检测;
37.所述模组之间通过电连接。
38.进一步地,所述输送轨道模组2、搬运手模组4、点胶平台模组3、aoi模组 5和点胶臂模组6中均设置有运输导轨,所述搬运手模组4、aoi模组3和点胶臂模组6均设有支撑架,所述支撑架设置均设置在点胶平台模组3上方的模组上,所述运输导轨可以实现在点胶装置中的x轴、y轴、z轴方向上的移动。
39.如图3所示,在所述输送轨道模组2包括若干个tray盘7,在所述tray盘 7中包含ngtray盘8,所述ngtray盘8用于放置点胶不合格的物料,在所述弹夹输送轨道前端的进料口100设置有tray盘扫码头102,所述tray盘7扫码头用于对进入点胶装置的tray盘7进行登记。
40.如图4和图8所示,所述搬运手模组4包括:搬运机械手、机械手吸附头 301和搬运机械手校正仪311,所述机械手吸附头301设置于搬运机械手中,所述搬运机械手校正仪311用于再搬运完一个周期物料后对搬运机械手进行校正,所述搬运机械手校正仪311内部设
置一个ccd工业相机,通过拍摄搬运机械手的位置对搬运机械手进行校正,并且会记录搬运机械手的位置,将记录传输至控制模块中,便于对校正参数进行调整。
41.如图5所示,在所述点胶平台模组3包括若干个点胶平台314,所述点胶平台314中包括若干个物料放置台315和点胶针测高台309,所述点胶平台314可以在点胶装置x轴方向旋转,所述物料放置台315可以在水平方向上旋转,在点胶过程中所述点胶平台314会沿点胶装置x轴方向旋转45
°
,所述物料放置台 315则在360
°
旋转方便点胶,所述点胶测高台309的高度与物料放置在物料放置台315的高度一致,所述点胶测高台315设置在点胶平台314上和点胶针头定位仪310旁,所述点胶测高台309与所述aoi模组5电连接,可以通过由述aoi 模组5获取的物料参数值对所述点胶测高台309进行高度调整,点胶针头108 在开始点胶前会经过点胶测高台309对点胶高度进行测试。
42.如图7所示,进一步地,所述aoi模组5包括若干个3d线扫激光定位仪9 和若干个2d定位检测仪10,所述3d线扫激光定位仪9和所述2d定位检测仪10 设置于aoi模组5前后两端,所述3d线扫激光定位仪9用于扫描物料的多个外轮廓面,组成三维点云图来形成物料的3d外形,所述2d定位检测仪10用于拍摄物料表面位置,获取物料表面位置清晰的图像,所述aoi模组5用于对所述物料先经过所述3d线扫激光定位仪9通过激光线扫对整个物料进行定位并物料进行检测,再通过所述2d定位检测仪10进行辅助定位和检测,点胶完成后物料先通过所述2d定位检测仪10确定点胶是否发生溢胶情况,再通过所述3d线扫激光定位仪9确定点胶完成后物料整体的部件参数是否符合,aoi模组5运输导轨与所述点胶平台模组3运输导轨垂直设置。
43.优选地,所述3d线扫激光定位仪9和2d定位检测仪10连接直线电机,并且可以在点胶装置的x轴方向移动,可以实现对多组物料进行定位及检测,所述 3d线扫激光定位仪9和2d定位检测仪10与连接控制系统直接连接,通过控制系统参数对物料进行定位与检测,且可以通过控制系统随时查看物料状态,通过物料状态对检测参数进行调整。
44.如图7和图8所示,所述点胶臂模组6包括:点胶机械臂、若干个点胶针头 108和点胶针头校正模块,所述点胶针头108设置在所述点胶机械臂上,用于给所述点胶平台上的物料进行点胶,所述点胶针头矫正模块包括:点胶针头校正仪 107、擦胶装置105和称重天平106。
45.优选地,所述点胶针头校正仪107用于更换点胶针头108后对点胶针头108 的位置进行校正,所述擦胶装置105用于在一个点胶周期后对点胶针头108进行擦拭,所述称重天平106用于对一个点胶周期后点胶针头108的出胶量进行检测。
46.进一步地,其特征在于,所述输送轨道模组2、搬运手模组4、点胶平台模组3、aoi模组5、点胶臂模组6和下料模组均通过电连接与控制模块连接,并通过控制模块对所述输送轨道模组2、搬运手模组4、点胶平台模组3、aoi模组 5、点胶臂模组6和下料模组进行控制,所述点胶装置通过所述控制模块设置系数对其及进行控制。
47.本发明的一种点胶装置的工作流程为:将物料放入tray盘7中,将所属tray 盘7通过进料口进入输送轨道模组2,在进料口100处设置有tray盘扫码头102,对所述tray盘7进行扫描登记,在输送轨道模组2中通过弹夹升降轴313将所述tray盘7升高,方便下一个tray盘7进入输送轨道模组2中,提高点胶效率,所述搬运手模组4中的搬运机械臂在点胶周期前,经过所述搬运机械手校正仪 311对搬运机械手的位置进行校正,以免对物料造成损坏,
通过机械手吸附头301 对物料进行吸附,并运输到点胶平台模组3,在点胶平台模组3的物料扫码装置对物料进行登记,再将物料运输至点胶平台314上的物料放置台315中,通过点胶平台模组3运输导轨308运输至aoi模组306,物料先通过3d线扫激光定位仪9进行激光定位,aoi模组的运输导轨306会通过物料形状对所述3d线扫激光定位仪9的位置进行调整,扫描物料的整个形状,对物料进行定位,并且对物料的形状判断是否合格,合格则进入下一步,若不合格则进入ngtray盘8中,合格的物料进入2d定位检测仪10,对物料进行拍照检测,主要检测物料表面是否存在瑕疵和对物料进行辅助定位,定位完成后通过点胶平台模组运输轨道308 运输至点胶臂模组6,点胶臂在工作前会对点胶针头108进行更换,并且会通过点胶针头校正仪310校正点胶针头108位置,通过称重天平106进行测试点胶,测试点胶量,然后在到点胶平台314上的点胶针测高台309对点胶针头108的高度进行调整,避免点胶针头108对物料造成顺损坏,最后点胶平台314会沿着点胶装置的x轴方向旋转45
°
进行点胶,同时物料放置台则会在谁平方向360
°
旋转,这样点胶会更加均匀,点胶完成后再运输至搬运手模组4中,通过搬运机械手线经过物料扫码装置104,对点胶完成的物料进行登记,将物料运输至下料平台中tray盘7中,当tray盘7装满之后的通过tray盘7推出轴将tray盘7 通过出料口101推出点胶装置,在点胶周期结束后,点胶针头108会经过擦胶装置105对点胶针头108中多余的胶进行擦拭。
48.优选地,所述tray扫码头102、物料扫码装置104,通过对tray盘7和对物料进行登记,并将登记记录通过电连接将记录数据传输控制系统中,可以随时对记录数据进行查看,所述搬运机械手校正仪313、点胶针头校正仪310、称重天平106、点胶针测高台309均通过控制系统对其进行参数设置,对点胶针头108 和搬运机械臂位置进行调整,所述3d线扫激光定位仪9、2d定位检测仪10和点胶针头辅助定位摄像头303均通过控制系统对其设置参数对物料和点胶针头108 的状况进行判断,并且通过所述3d线扫激光定位仪9、2d定位检测仪10和点胶针头108辅助定位摄像头303获取的数据均传输至控制系统中。
49.需要说明的是,由于控制系统的中包括液晶显示屏,可以通过液晶显示屏对所述点胶装置进行参数调整和查看采集的记录数据,通过查看采集的记录数据对所述点胶装置进行参数调整让点胶装置的失误率趋于零。
50.此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
