1.本技术要求在韩国于2020年12月28日提交的韩国专利申请no.10-2020-0184482和2021年11月2日提交的韩国专利申请no.10-2021-0148398的优先权。
2.本公开涉及具有气体释放部分的二次电池的电极引线和包括电极引线的二次电池。
背景技术:
3.由于化石燃料的使用迅速增加,对使用替代能源或清洁能源的需求正在增加,并且作为其一部分的最积极研究的领域是使用电化学的电力产生和电力储存领域。
4.目前,使用电化学能量的电化学装置的典型示例包括二次电池,并且二次电池的使用范围正在逐渐扩大。
5.近来,随着对诸如便携式计算机、蜂窝电话和相机这样的移动仪器的技术发展和需求的增加,对作为能源的二次电池的需求日益增加。特别地,表现出高充电/放电特性和寿命特性并且生态友好的锂二次电池已经被深入研究,并已经被商业化并广泛使用。
6.然而,随着如以上提到的锂二次电池的应用范围扩大,需要增加能量密度。因此,这种锂二次电池由于这种能量密度增加而引起二次电池内部产生的气体增加。
7.此外,当水渗入二次电池中时,发生副反应,因此不期望地加速了二次电池的性能劣化和气体产生的问题。
8.在这些情况下,通过在二次电池中形成气体释放部分使得二次电池内部产生的气体可以释放到外部,已经解决了以上提到的安全问题。然而,当二次电池排气时,二次电池的寿命显著缩短。因此,迫切地需要解决以上提到的问题。
技术实现要素:
9.技术问题
10.本公开被设计用于解决相关技术的问题以及过去需要解决的技术问题。
11.特别地,本公开涉及提供二次电池的电极引线以及包括电极引线的二次电池,该电极引线具有高效构造的气体释放路径以提高二次电池的安全性。
12.技术方案
13.在本公开的一方面,提供了根据以下任一实施方式的电极引线。
14.根据第一实施方式,
15.提供了一种二次电池的电极引线,
16.该电极引线包括金属基板以及形成在金属基板的表面上的涂层,其中,电极引线的顶表面和底表面中的至少一个表面具有气体释放部分,该气体释放部分具有通过用非粘合材料进行表面处理或者通过去除涂层而形成的结构。
17.根据第二实施方式,提供了如第一实施方式中限定的二次电池的电极引线,
18.其中,所述涂层具有0.1μm至5μm的厚度。
19.根据第三实施方式,提供了如第一或第二实施方式中限定的二次电池的电极引线,
20.其中,所述气体释放部分具有通过经由物理刻蚀工艺或化学刻蚀工艺在厚度方向上部分或全部地去除所述涂层而形成的结构。
21.根据第四实施方式,提供了如第三实施方式中限定的二次电池的电极引线,
22.其中,所述气体释放部分具有通过在所述厚度方向上去除所述涂层达基于所述涂层的总厚度的50%至100%而形成的结构。
23.根据第五实施方式,提供了如第一实施方式至第四实施方式中任一项限定的二次电池的电极引线,
24.其中,所述气体释放部分具有通过用从由聚酰亚胺类材料、氟类材料和聚甲基戊烯组成的组中选择的至少一种非粘合材料进行涂覆而形成的结构。
25.根据第六实施方式,提供了如第五实施方式中限定的二次电池的电极引线,
26.其中,所述氟类材料包括从由聚四氟乙烯和聚偏二氟乙烯组成的组中选择的至少一种。
27.根据第七实施方式,提供了如第一实施方式至第六实施方式中任一项限定的二次电池的电极引线,
28.其中,所述非粘合材料被涂覆为30nm至10μm的厚度。
29.根据第八实施方式,提供了如第一实施方式至第七实施方式中任一项限定的二次电池的电极引线,
30.其中,所述气体释放部分具有从圆形形状、椭圆形形状和多边形形状中选择的平面形状。
31.根据第九实施方式,提供了如第一实施方式至第八实施方式中任一项限定的二次电池的电极引线,
32.其中,以与基于所述电极引线的总面积的10%至70%对应的面积形成所述气体释放部分。
33.根据第十实施方式,提供了如第一实施方式至第九实施方式中任一项限定的二次电池的电极引线,
34.其中,所述金属基板包括从由镍(ni)、铝(al)、铜(cu)和不锈钢组成的组中选择的至少一种。
35.根据第十一实施方式,提供了如第一实施方式至第十实施方式中任一项限定的二次电池的电极引线,
36.其中,所述涂层包括从由铬(cr)、镍(ni)、铁(fe)、钼(mo)、硅(si)、钛(ti)、铌(cb)、硅氧化物、锡氧化物和钛氧化物组成的组中选择的至少一种。
37.在本公开的另一方面,提供了根据以下实施方式中任一项所述的一种二次电池。
38.根据第十二实施方式,
39.提供了一种包括电极组件的二次电池,所述电极组件包括正极、负极和插置在所述正极和所述负极之间的隔膜,并且所述电极组件与电解液一起被容纳在电池壳体中,
40.其中,所述正极包括正极接头,并且所述负极包括负极接头,
41.所述正极接头与正极引线电连接,所述负极接头与负极引线电连接,并且所述正极引线和所述负极引线通过所述电池壳体的密封部分暴露于外部,
42.绝缘膜附接到所述正极引线和所述负极引线与所述电池壳体的所述密封部分接触的部分,并且
43.所述正极引线和所述负极引线中的至少一条电极引线包括金属基板和形成在所述金属基板的表面上的涂层,
44.其中,在所述绝缘膜附接的部分处在所述电极引线的顶表面和底表面中的至少一个表面上,形成气体释放部分,所述气体释放部分具有通过用非粘合材料进行表面处理或者通过去除所述涂层而形成的结构。
45.根据第十三实施方式,提供了如第十二实施方式中限定的二次电池,
46.其中,所述涂层具有0.1μm至5μm的厚度。
47.根据第十四实施方式,提供了如第十二或第十三实施方式中限定的二次电池,
48.其中,所述气体释放部分具有通过经由物理刻蚀工艺或化学刻蚀工艺在厚度方向上部分地或全部地去除所述涂层而形成的结构。
49.根据第十五实施方式,提供了如第十四实施方式中限定的二次电池,
50.其中,所述气体释放部分具有通过在所述厚度方向上去除所述涂层达基于所述涂层的总厚度的50%至100%而形成的结构。
51.根据第十六实施方式,提供了如第十二实施方式至第十五实施方式中任一项限定的二次电池,
52.其中,所述气体释放部分具有通过用从由聚酰亚胺类材料、氟类材料和聚甲基戊烯组成的组中选择的至少一种非粘合材料进行涂覆而形成的结构。
53.根据第十七实施方式,提供了如第十六实施方式中限定的二次电池,
54.其中,所述氟类材料包括从由聚四氟乙烯和聚偏二氟乙烯组成的组中选择的至少一种。
55.根据第十八实施方式,提供了如第十二实施方式至第十七实施方式中任一项限定的二次电池,
56.其中,所述非粘合材料被涂覆为30nm至10μm的厚度。
57.根据第十九实施方式,提供了如第十二实施方式至第十八实施方式中任一项限定的二次电池,
58.其中,所述气体释放部分具有从圆形形状、椭圆形形状和多边形形状中选择的平面形状。
59.根据第二十实施方式,提供了如第十二实施方式至第十九实施方式中任一项限定的二次电池,
60.其中,以与基于所述电极引线与所述绝缘膜接触的总面积的20%至90%对应的面积形成所述气体释放部分。
61.根据第二十一实施方式,提供了如第十二实施方式至第二十实施方式中任一项限定的二次电池,
62.其中,所述气体释放部分与所述绝缘膜之间的粘合强度为基于除了所述气体释放部分以外的所述电极引线与所述绝缘膜之间的粘合强度的20%至80%。
63.有益效果
64.根据本公开的实施方式的二次电池的电极引线具有气体释放部分以提供增加的实用价值。
65.另外,气体释放部分可以通过将非粘合表面设置于后续要与电极引线粘合的绝缘膜的简化工艺形成,因此可以快速且高效地形成。
附图说明
66.图1是例示了根据本公开的实施方式的二次电池的电极引线的示意图。
67.图2是例示了根据本公开的另一实施方式的包括电极引线的二次电池的示意图。
68.图3例示了根据本公开的另一实施方式的电极引线。
69.图4至图7是例示了根据本公开的另一实施方式的用于制造电极引线的方法的示意图。
70.图8例示了根据示例3的电极引线。
71.图9是例示了示例1的正极引线与根据试验例1的绝缘膜之间的粘合强度的曲线图。
72.图10是例示了示例2的负极引线与根据试验例1的绝缘膜之间的粘合强度的曲线图。
73.图11是例示了示例1的正极引线与根据试验例2的绝缘膜之间的粘合强度的曲线图。
74.图12是例示了示例2的负极引线与根据试验例2的绝缘膜之间的粘合强度的曲线图。
75.图13是例示了示例3的气体释放部分的气体释放量随时间推移的曲线图。
具体实施方式
76.下文中,将参考附图来详细地描述本公开的优选实施方式。
77.在进行描述之前,应该理解,在说明书和所附权利要求中使用的术语不应该被理解为限于通用含义和字典含义,而是以使得发明人能够定义适于最佳说明的术语的原理为基础基于与本公开的技术方面对应的含义和概念来解释。
78.本文中使用的术语只是出于描述特定实施方式的目的,不旨在限制本公开。如本文中使用的,单数形式“一”、“一个”和“该”也旨在包括复数形式,除非上下文另外清楚指示。
79.还应该理解,术语“包括”和/或其变型、“包含”和/或其变型或“具有”和/或其变型在本说明书中使用时,指明存在所述特征、数量、步骤、元件或其组合,但并不排除存在或附加一个或更多个其它特征、数量、步骤、元件或其组合。
80.在本公开的一方面,
81.提供了一种二次电池的电极引线,
82.该电极引线包括金属基板以及形成在金属基板的表面上的涂层,
83.其中,电极引线的顶表面和底表面中的至少一个表面具有气体释放部分,该气体释放部分具有通过用非粘合材料进行表面处理或者通过去除涂层而形成的结构。
84.本文中,涂层可以包括用于改善与绝缘膜的粘合性的涂层,同时防止电极引线因强酸等引起腐蚀。
85.涂层可以具有0.1μm至5μm的厚度。
86.当涂层的厚度满足以上定义的范围时,可以防止电极引线的厚度过度增加,同时防止电极引线因二次电池内部产生的强酸引起腐蚀。
87.此外,根据相关技术,已经开发了用于形成用于将二次电池内部产生的气体释放到外部的气体释放部分的各种方法。例如,已经尝试通过在袋中形成凹口、在引线部分之间形成单独的气体释放构件等释放二次电池内部的气体来确保二次电池的安全性。
88.然而,以上提到的方法在处理效率和成本竞争力方面可能没有优势,因为二次电池在排气时不能再被使用,从而导致电池的寿命显著劣化并且需要单独的构件。
89.相反,根据本公开,可以通过简化工艺在二次电池的电极引线上形成气体释放部分。因此,可以在确保二次电池的安全性的同时改善二次电池的寿命。
90.特别地,可以通过非常简单和经济的工艺形成在电极引线的至少一个表面上形成的气体释放部分。
91.例如,可以通过利用物理或化学刻蚀工艺在厚度方向上部分或全部地去除涂层来形成气体释放部分,其中,气体释放部分可以具有通过在厚度方向上去除涂层达基于涂层的总厚度的50%至100%而形成的结构。
92.当涂层的去除满足以上定义的范围时,可以确保排气的效果并防止电极引线本身受损。
93.本文中,物理或化学刻蚀工艺不受特别限制,只要它可以去除涂层即可。例如,可以通过利用紫外线臭氧(uvo)处理以及暴露于酸性溶液的湿刻蚀工艺、溅射刻蚀工艺、等离子体刻蚀工艺等来实践物理刻蚀或化学刻蚀。换句话说,气体释放部分可以通过在电极引线上设置掩模并且通过各种刻蚀工艺去除电极引线的涂层来形成,其中,掩模具有与要形成在电极引线上的气体释放部分的形状对应的开口。
94.下文中,将更详细地说明该方法。
95.在变形形式中,可以通过涂覆具有220℃或更高的熔点的聚合物来形成气体释放部分。另外,可以通过涂覆具有100℃或更高的玻璃化转变温度的聚合物来形成气体释放部分。当气体释放部分使用具有以上定义的玻璃化转变温度范围的聚合物时,可以在如下文中描述地将电极引线附接到绝缘膜时更容易地形成气体释放部分。
96.可以通过使用示差扫描热量计(dsc)来确定熔点。例如,在样品的温度以10℃/分钟的速率从30℃升高至280℃之后,让样品在280℃下放置10分钟,以10℃/分钟的速率冷却至30℃,并让样本在30℃下放置10分钟。然后,样品的温度以10℃/分钟的速率从30℃升高至280℃,让样品在280℃下放置10分钟以测量每个熔融峰的温度,并且将dsc曲线的顶部当做熔点。
97.可以通过使用示差扫描热量计(dsc)来确定玻璃化转变温度。例如,在样品的温度以10℃/分钟的速率从30℃升高至280℃之后,让样品在280℃下放置10分钟,以10℃/分钟的速率冷却至30℃,并让样本在30℃下放置10分钟。然后,可以通过测量保持温度时的吸热量的交点以及通过以10℃/分钟的速率将样品的温度从30℃升高至280℃并让样品在280℃下放置10分钟而获得的焓曲线(enthalpy curve)的拐点处的切线来确定玻璃化转变温度。
98.根据本公开的实施方式,可以通过用从由聚酰亚胺类材料、聚四氟乙烯、聚偏二氟乙烯类材料和聚甲基戊烯组成的组中选择的至少一种非粘合材料进行涂覆来形成气体释放部分。
99.非粘合材料是未粘附到后续附接到电极引线的绝缘膜的材料。
100.可以通过常规的已知涂覆工艺来涂覆非粘合材料,而没有特别的限制。例如,可以通过旋涂工艺、刮涂工艺、喷涂工艺或喷墨印刷工艺来涂覆非粘合材料,其中,类似于以上提到的方法,为了形成具有特定形状的气体释放部分,可以使用具有与气体释放部分的形状对应的开口的掩模。在变形形式中,可以通过辊压工艺来转印非粘合材料。
101.下文中,将更详细地说明该方法。
102.本文中,非粘合材料可以被涂覆为30nm至10μm的厚度。
103.当非粘合材料的厚度满足以上定义的范围时,加工没有困难,并且可以容易地防止诸如由其它部分的不充分密封引起的诸如电解液泄漏这样的问题。
104.换句话说,当在制造二次电池期间后续将绝缘膜附接到电极引线时,可以通过形成绝缘膜未附接到电极引线的一部分的非常简单的工艺来形成气体释放部分。
105.因此,二次电池内部的气体可以通过未附接到绝缘膜的部分释放到外部。
106.以这种方式,根据本公开,可以通过去除表现出与绝缘膜的高粘合性的电极引线的涂层或者将没有粘合性的材料涂覆到绝缘膜的非常简单且经济的工艺来形成气体释放部分。因此,可以以高处理效率和成本效率实现本公开的期望效果。
107.本文中,考虑到后续附接绝缘膜的区域,可以按与基于电极引线的总平面面积的10%至70%(特别地,20%至50%)对应的面积形成气体释放部分。
108.当气体释放部分的面积满足以上定义的范围时,可以在绝缘膜附接部分处形成气体释放部分并防止诸如涂层的过度剥离和电解液泄漏这样的密封性相关问题,
109.此外,气体释放部分具有任何平面形状而没有特别限制,并可以具有诸如圆形、椭圆形或多边形形状这样的各种形状。然而,气体释放部分可以形成有能够高效释放气体的图案,同时防止诸如电解液泄漏这样的问题。
110.图1是例示了根据本公开的实施方式的电极引线上的气体释放部分101的示意图。
111.参照图1,图1的(a)示出了矩形形状的气体释放部分101,图1的(b)示出了椭圆形形状的气体释放部分101,图1的(c)示出了如同不规则形状的多边形形状的气体释放部分101,并且图1的(d)示出了三角形形状的气体释放部分101。
112.然而,图1中示出的形状仅仅是出于例示性目的,并且本公开的范围不限于此。
113.此外,根据本公开的电极引线包括金属基板和涂覆在所述金属基板上的涂层。
114.本文中,金属基板可以包括从由镍(ni)、铝(al)、铜(cu)和不锈钢组成的组中选择的至少一种。更具体地,用于金属基板的优选材料可以根据电极引线是正极引线还是负极引线而变化。例如,在正极引线的情况下,可以使用铝、镍或包含它们中的至少一种的合金。在负极引线的情况下,可以使用铜、镍或包含它们中的至少一种的合金。
115.另外,根据本公开的电极引线可以具有形成在金属基板上的涂层,并且涂层防止水渗入二次电池并防止其与电解液反应而生成引起二次电池腐蚀的强酸,并改善与绝缘膜的粘合性。本文中,涂层可以包括金属或金属氧化物,具体地,从由铬(cr)、镍(ni)、铁(fe)、钼(mo)、硅(si)、钛(ti)、铌(cb)、硅氧化物、锡氧化物和钛氧化物组成的组中选择的至少一
种。
116.本文中,涂层的厚度可以为5μm或更小,具体地,0.1μm至5μm,更特别地,0.1μm至0.5μm,并且最具体地0.2μm至0.3μm。
117.当涂层厚度满足以上定义的范围时,可以防止由二次电池中生成的强酸引起的电极引线的腐蚀,并且可以抑制电极引线的厚度过度增加。
118.另外,涂层可以通过使用本领域的技术人员熟知的常规方法形成,不受特别限制。例如,涂层可以通过电镀等形成。
119.根据本公开的气体释放部分通过在厚度方向上部分或全部地去除涂层或者通过使用非粘合材料对涂层进行表面处理来形成。
120.在本公开的另一方面,提供了一种包括电极组件的二次电池,
121.所述电极组件包括正极、负极和插置在正极和负极之间的隔膜,并且所述电极组件与电解液一起被容纳在电池壳体中。
122.其中,正极包括正极接头,并且负极包括负极接头。
123.正极接头与正极引线电连接,负极接头与负极引线电连接,并且正极引线和负极引线通过电池壳体的密封部分暴露于外部。
124.绝缘膜附接到正极引线和负极引线与电池壳体的密封部分接触的部分,并且
125.正极引线和负极引线中的至少一条电极引线包括金属基板和形成在金属基板的表面上的涂层,
126.其中,在绝缘膜附接的部分处在电极引线的顶表面和底表面中的至少一个表面上形成气体释放部分,该气体释放部分具有由用非粘合材料进行表面处理或者通过去除涂层而形成的结构。
127.将参考图2更详细地说明二次电池。图2是例示了根据本公开的实施方式的二次电池200的示意图。
128.参照图2,包括正极、负极和插置在正极和负极之间的隔膜的电极组件201与电解液一起被容纳在电池壳体202中,其中,正极包括正极接头203并且负极包括负极接头204,正极接头203与正极引线110电连接,负极接头204与负极引线100电连接,并且正极引线110和负极引线100通过电池壳体202的密封部分暴露于外部,并且绝缘膜205、206附接到正极引线110和负极引线100与电池壳体202的密封部分接触的部分。
129.本文中,当放大负极引线100来查看其结构时(部分a)时,可以看出,气体释放部分101部分地形成在绝缘膜206附接到负极引线100的部分中。
130.本文中,气体释放部分101不与绝缘膜205粘合从而提供气体释放路径。
131.虽然在图中未示出,但气体释放部分可以形成在正极引线110中,或者形成在正极引线110和负极引线120二者中。
132.此外,可以按与基于电极引线与绝缘膜接触的面积的20%至90%(特别地,30%至80%)对应的面积形成气体释放部分101。
133.当气体释放部分101的面积满足以上定义的范围时,可以确保排气效果,同时确保可以保持电极引线与绝缘膜之间的密封性的区域。
134.另外,气体释放部分101的结构、形状、材料等与上述的相同。此外,电极引线的其它构成元件与上述相同。
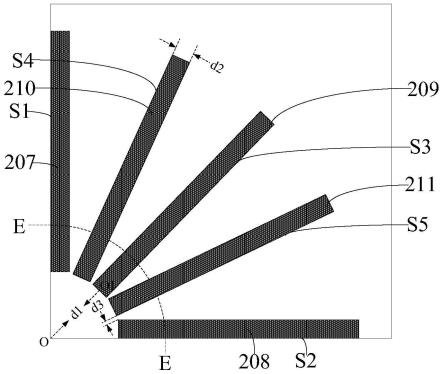
135.图3例示了根据本公开的另一实施方式的电极引线100。
136.参照图3,电极引线100通过电池壳体202的密封部分暴露于外部,并且绝缘膜205附接到电极引线100与电池壳体202的密封部分接触的部分。本文中,可以看出,气体释放部分101形成在电极引线100的部分中。
137.参照图3,气体释放部分101包括彼此连接的第一气体释放部分101a和第二气体释放部分101b,其中,第一气体释放部分101a可以沿着电极引线的宽度方向延伸,并且第二气体释放部分101b可以沿着电极引线的突出方向延伸。
138.参照图3,第一气体释放部分101a的长度可以小于电极引线的宽度。
139.另外,参照图3,基于电极引线的突出方向,与电极引线面对绝缘膜的部分的靠电池外侧的端部相比,第二气体释放部分101b的靠电池外侧的端部可以在电池中更靠内地设置。另外,与电极引线面对绝缘膜的部分的靠电池内侧的端部相比,第二气体释放部分101b的靠电池内侧的另一端可以在电池中更靠内地设置。此外,绝缘膜205、206可以包括从由电绝缘热塑性、热固性和光固化树脂中选择的任一种材料。例如,该材料可以包括丁苯树脂、苯乙烯树脂、环氧树脂、聚氨酯树脂、丙烯酸树脂、酚醛树脂、酰胺类树脂、丙烯酸酯类树脂及其改性树脂。然而,该材料不受特别限制,只要它可以执行以上提到的功能即可。
140.将参考有关绝缘膜的其它规格的已知内容。
141.根据本公开形成的电极引线100的气体释放部分101与绝缘膜206之间的粘合强度可以是除了气体释放部分101外的电极引线100与绝缘膜206之间的粘合强度的20%至30%,特别地30%至70%。
142.本文中,可以通过以下步骤来获得粘合强度:执行用由聚丙烯制成的绝缘膜206形成气体释放部分101的电极引线的熔融融合,在60℃和90% rh下将所得结构在包括30g的电解液和1.3g的干冰的腔室中储存2周,从绝缘膜部分地剥离电极引线,并在以180
°
拉电极引线和绝缘膜的同时,通过使用utm测量取决于应变加载的强度。
143.此外,电池壳体不受特别限制,而是可以是允许适当地利用上述构成的袋型电池壳体。
144.由于诸如正极、负极、隔膜、正极接头、负极接头、电池壳体和电解液这样的其它构成元素是本领域的技术人员已知的,因此本文中将省略其详细描述。
145.此外,如上所述,气体释放部分101具有通过去除涂层或者通过用非粘合材料进行表面处理而形成的结构。本文中,将参考图4至图7更详细地说明这种结构。
146.根据本公开的实施方式,可以通过去除涂层来形成气体释放部分。
147.特别地,可以通过包括以下步骤的方法来形成气体释放部分:(a)制备初步电极引线,该初步电极引线包括金属基板和形成在金属基板的表面上的涂层;
148.(b)制备包括与要形成在电极引线中的气体释放部分的形状对应的开口的掩模;以及
149.(c)将掩模设置在初步电极引线的顶表面和底表面中的至少一个表面上,
150.并以与掩模的开口对应的形状部分地去除涂层。
151.在图4和图5中示出了用于部分去除涂层的方法的特定实施方式。
152.首先,参照图4,示出了通过物理刻蚀工艺形成气体释放部分的方法。
153.特别地,包括与要形成的气体释放部分301的形状对应的开口311的掩模310设置
在初步电极引线300上,并且通过使用被溅射器320电离的气体通过掩模310的开口311对其施加冲击,以从初步电极引线300去除具有对应于开口311的形状的涂层,由此形成气体释放部分301。
154.另外,参照图5,示出了通过化学刻蚀工艺形成气体释放部分的方法。
155.特别地,包括开口411的掩模410设置在初步电极引线400上,酸性溶液420通过开口411引入以执行化学刻蚀处理,使得初步电极引线400的涂层可以被去除,由此形成气体释放部分401。
156.本文中,酸性溶液420不受特别限制,只要它是酸性的并能够去除涂层即可。例如,酸性溶液可以是高氯酸与硝酸铵的混合溶液。
157.根据另一实施方式,可以通过用未与绝缘膜粘合的非粘合材料对电极引线进行表面处理来形成电极引线上的气体释放部分。
158.具体地,可以通过包括以下步骤的方法来形成气体释放部分:(a)制备初步电极引线,该初步电极引线包括金属基板和形成在金属基板的表面上的涂层;以及
159.(b)用非粘合材料对初步电极引线的顶表面和底表面中的至少一个表面的部分进行表面处理,
160.以形成气体释放部分。
161.在图5和图6中示出了该方法的特定实施方式。
162.参照图6,示出了诸如喷涂、喷墨涂覆或刮刀涂覆这样的涂覆工艺。
163.特别地,包括与要形成的气体释放部分501的形状对应的开口511的掩模510设置在初步电极引线500的顶表面和底表面中的至少一个表面上,并且通过使用诸如喷涂机520这样的各种方法通过掩模510的开口511施用非粘合材料521,以形成气体释放部分501。
164.在变形形式中,图7例示了通过辊压工艺涂覆非粘合材料的方法。
165.特别地,气体释放部分601是通过使用其上形成有非粘合材料611(该非粘合材料611具有与气体释放部分601的形状对应的形状)的辊610通过按压工艺将非粘合材料611转印并涂覆到初步电极引线600的表面上来形成的。
166.本文中,非粘合材料521、611的具体示例与上述相同。
167.本公开的模式
168.下文中,将参考优选示例、比较例和试验例来说明本公开。然而,应该理解,具体示例仅以例示的方式给出,因为本领域的技术人员从该详细说明将清楚在本公开的范围内的各种改变和修改。
169.《示例1》
170.用激光(输出:70w,波长:300nm)照射包括厚度为200μm并涂覆铬(cr)达0.2μm的厚度的铝(al)箔的初步电极引线,以执行如图1的(a)中所示的矩形形状的cr的刻蚀(在对应部分处没有留下cr层)。
171.然后,将作为绝缘膜的聚丙烯薄膜(厚度:100微米)堆叠在对应部分上,并以其可能覆盖对应部分这样的方式与其融合,以制备电极引线/绝缘膜层压件。
172.《示例2》
173.除了使用包括厚度为200μm的铜(cu)箔并涂覆镍(ni)达1μm的厚度且铬(cr)涂覆到镍表面达0.2μm的厚度的初步电极引线以外,以与示例1相同的方式获得电极引线/绝缘
膜层压件。
174.《示例3》
175.在包括厚度为200μm的铝(al)箔并涂覆铬(cr)达0.2μm厚度的初步电极引线100的表面上,通过如图8中所示使用t状形状的分配器施用亚乙烯基单体、六氟丙烯单体和四氟乙烯单体的共聚物。在完成施用之后,以3w照射uv射线以执行固化30秒,并且在140℃下执行热风干燥5分钟,以形成气体释放部分101。
176.然后,堆叠作为绝缘膜的聚丙烯膜(厚度:100μm),并以其可能覆盖对应部分的方式融合,以制备电极引线/绝缘膜层压件,如图8中所示。
177.《试验例1》
178.在60℃和90% rh下,将根据示例1的层压件和根据示例2的层压件中的每一个在包含体积比为3:7的氟代碳酸乙烯酯(fec)和碳酸甲乙酯(emc)和溶解在其中的1m lifsi的30g溶液以及1.3g的干冰的腔室中储存2周。
179.2周后,将每个层压件安装到utm系统(lloyd instrument lf plus)上并以300mm/分钟的速率以180
°
对其施加力,以确定将绝缘膜与电极引线彼此分离所需的分离强度(即,粘合强度)。结果在图9和图10中示出。
180.参照图9和图10,可以看出,在通过激光处理去除cr的部分处,粘合强度显著降低。
181.《试验例2》
182.在烘箱中在25℃(rt)、60℃、80℃或100℃下,将根据示例1的层压件和根据示例2的层压件中的每一个浸渍在包含体积比为3:7的氟代碳酸乙烯酯(fec)和碳酸甲乙酯(emc)和溶解在其中的1m lifsi的溶液中1天。然后,将层压件取出并安装到utm系统(lloyd instrument lf plus)上,并以300mm/分钟的速率以180
°
对其施加力,以确定将绝缘膜与电极引线彼此分离所需的分离强度(即,粘合强度)。结果在图11和图12中示出。
183.参照图11和图12,可以看出,随着温度升高,气体释放部分更有效。
184.《试验例3》
185.图13是例示了示例3的电极引线/绝缘膜层压件的气体释放量随时间推移的曲线图。
186.通过以下步骤来确定随时间推移的气体释放量:制备三个均包括根据示例3的电极引线/绝缘膜层压件和能够从外部注入气体的气体管线的二次电池,以50sc/cm的速率通过气体管线从外部注入气体至1、1.5或2atm的压力,观察压力如何随时间推移而变化,并根据压力与气体注入量之间的相关方程来计算气体释放量。
187.从图3中可以看出,根据本公开的气体释放部分可以在各种条件下起作用。
188.应该理解,本领域的技术人员从本详细说明将清楚在本公开的范围内的各种改变和修改。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。