1.本发明涉及适用于菜刀、剪刀、手术刀等刀具、餐桌用的刀叉、勺子等餐具和镊子等精密工具的具有高硬度和良好表面品质的不锈钢板。
背景技术:
2.在菜刀、剪刀、手术刀等刀具和镊子等精密工具的坯材中,有时使用不锈钢板。
3.例如在菜刀的情况下,通过冲压加工等将不锈钢板冲裁或锻造加工成规定形状。接着,对加工成规定形状的不锈钢板实施淬火处理或淬火处理及回火处理使其硬质化。然后,对硬质化的不锈钢板实施刀片研磨(通过研磨使成为刀刃的部分薄壁化的处理)等,制成最终产品(菜刀)。
4.作为用于上述刀具和精密工具等用途的不锈钢,例如可以举出13mass%cr-0.3mass%c钢(jis g 4304和jis g 4305中规定的sus420j2)等。
5.然而,在刀具和精密工具中,还需要尽量抑制由刀刃的磨损导致的锋利度的降低、生锈,减少磨快等维护频率。
6.近年来,这种需求特别增加,市场对在确保充分的耐腐蚀性的基础上锋利度高、进而能够长期抑制由刀刃的磨损导致的锋利度降低的高硬度的高级刀具的需求增加。
7.作为这样的高硬度的高级刀具中使用的不锈钢,例如可以举出符合欧洲统一标准:en1.4116的14mass%cr-0.5mass%c钢。该符合欧洲统一标准:en1.4116的14mass%cr-0.5mass%c钢是与13mass%cr-0.3mass%c钢相比增加c量而提高硬度的钢。
8.另外,在专利文献1中公开了,
[0009]“一种不锈钢带钢,其特征在于,包含c:0.88mass%~1.2mass%、cr:12.5mass%~16.50mass%、si:0.05mass%~0.20mass%、n:0.001mass%~0.02mass%、mn:1.0mass%以下、cu:1.0mass%以下、p:0.03mass%以下、s:0.010mass%以下和ni:1.0mass%以下且剩余部分由fe和不可避免的杂质构成。”。
[0010]
现有技术文献
[0011]
专利文献
[0012]
专利文献1:日本专利第5010819号
技术实现要素:
[0013]
但是,如果对由符合欧洲统一标准:en1.4116的14mass%cr-0.5mass%c钢或专利文献1中公开的不锈钢带钢得到的钢板实施研磨、开刃加工等,则有时沿着轧制方向产生条纹图案而大大损害外观的美观。
[0014]
在产生这样的条纹图案的情况下,需要通过追加研磨工序等来去除条纹图案。但是,研磨工序的追加导致制造成本的增加。另外,在条纹图案显著的情况下,有时不能完全去除条纹图案,或者为了去除条纹图案所需的研磨量变多而不能得到规定的形状。其结果导致成品率和生产率的大幅降低。
[0015]
因此,现状是需要开发在作为产品使用时具有高硬度且具有抑制在加工成产品时产生条纹图案的良好的表面品质的不锈钢板。
[0016]
本发明是鉴于上述现状而进行的,其目的在于提供在作为产品使用时具有高硬度(以下也简称为高硬度)且抑制了在加工成产品时产生条纹图案而具有良好的表面品质(以下也简称为良好的表面品质)的不锈钢板。
[0017]
另外,本发明的目的在于提供上述不锈钢板的制造方法。
[0018]
进而,本发明的目的在于提供使用上述不锈钢板而成的刀具和餐具。
[0019]
应予说明,如上所述,本发明的不锈钢板以在作为刀具和餐具等产品使用时能够得到高硬度的不锈钢板为对象。即,本发明的不锈钢板不仅包括硬质化后(淬火处理后)的钢板,还包括成为硬质化前(淬火处理前)的产品坯材的钢板。
[0020]
发明人等为了实现上述目的,重复地深入研究。
[0021]
首先,发明人等对于在对符合欧洲统一标准:en1.4116的14mass%cr-0.5mass%c钢实施研磨、开刃加工(以下也简称为研磨)等的情况下产生条纹图案的原因进行了研究。
[0022]
具体而言,通过以往公知的方法在相同的条件下分别制造
[0023]
·
具有符合欧洲统一标准:en1.4116的14mass%cr-0.5mass%c钢的成分组成的钢板(以下也简称为钢板a)、以及
[0024]
·
具有与jis g 4304和jis g 4305中规定的sus420j2相当的13mass%cr-0.3mass%c钢的成分组成的钢板(以下也简称为钢板b),
[0025]
对制造的钢板在相同的条件下实施研磨。
[0026]
其结果,在钢板b中,即使实施研磨也不产生条纹图案。另一方面,在钢板a中,如果实施研磨,则产生条纹图案。
[0027]
根据上述结果,发明人等认为如下。
[0028]
即,在钢板a和钢板b中,由于成分组成的不同,即使在相同的制造条件下制造,析出物的析出状态也大不相同。而且,由于该析出物的析出状态的不同,在钢板a中产生条纹图案。
[0029]
基于这个想法,发明人等观察钢板a和钢板b的金属组织,详细比较了两者。
[0030]
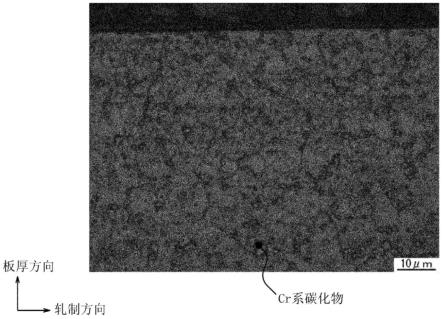
结果发现,在产生条纹图案的钢板a中,如图2所示,在金属组织中粗大的cr系碳化物在轧制方向上连续存在,由此产生条纹图案。
[0031]
即,cr系碳化物比不锈钢板的母材(淬火前后)硬质。因此,如果在金属组织中存在粗大的cr系碳化物,则在存在该cr系碳化物的部位,研磨量比其他部位少。其结果,在研磨后局部产生凸部,它们表现为条纹图案。
[0032]
特别是在钢板a(符合欧洲统一标准:en1.4116的14mass%cr-0.5mass%c钢)的成分组成中,为了得到更高的硬度,与钢板b(13mass%cr-0.3mass%c钢)相比包含大量的c、cr。因此,在钢板b中,即使通过以往公知的方法进行制造,也不大量生成粗大的cr系碳化物,但是在相同的条件下制造的钢板a中,大量生成粗大的cr系碳化物而产生条纹图案。
[0033]
而且,发明人等基于上述见解,进一步重复研究,得到了以下见解。
[0034]
即,粒径:2.0μm以上的cr系碳化物深刻地影响研磨时的条纹图案的产生。而且,通过尽量抑制这样的粗大的cr系碳化物的生成,特别是将粒径:2.0μm以上的cr系碳化物的体积率抑制为10%以下,大幅抑制研磨时的条纹图案的产生。
[0035]
另外,发明人等进一步重复研究,得到以下见解。
[0036]
即,上述粗大的cr系碳化物在铸造时在坯材截面的柱状晶与等轴晶的边界附近沿铸造方向生成。另外,铸造时生成的粗大的cr系碳氮化物在以往公知的一般的制造条件下,在经过铸造工序以后的热轧、热轧板退火、冷轧和冷轧板退火工序后,依然在轧制方向(与铸造方向为相同方向)上残留。
[0037]
因此,发明人等基于上述见解,对在得到高硬度的同时防止粗大的cr系碳化物的生成的方法进行了反复的研究。
[0038]
结果得到了以下见解。即,重要的是:
[0039]
(1)适当调整成分组成,特别是将c含量和cr含量分别调整为0.45~0.60质量%和13.0%以上且小于16.0%的范围,
[0040]
(2)在此基础上,适当控制钢坯的加热、热轧和热轧板退火条件,
[0041]
具体而言,
[0042]
(a)将钢坯在1200~1350℃下保持30分钟以上,并且,
[0043]
(b)在热轧中的轧制道次中,将结束温度:1050℃以上且压下率:20%以上的轧制道次数设为3道次以上,
[0044]
(c)另外,将热轧钢板的卷绕温度设为600℃以上。
[0045]
由此,即使在含有一定量以上的c含量和cr含量的情况下,也能够抑制粗大的cr系碳化物的生成,有效地防止研磨时的条纹图案的产生。
[0046]
应予说明,对于通过如上所述地控制制造条件来抑制粗大的cr系碳化物的生成的理由,发明人等考虑如下。
[0047]
即,如上述(2)(a),通过将钢坯在1200~1350℃下保持30分钟以上,促进铸造工序中生成的粗大的cr系碳化物在奥氏体相中的固溶(cr系碳化物分解为cr原子、c原子等并以原子状态摄入奥氏体相中)。
[0048]
另外,在该状态下,如上述(2)(b),通过在高温度且高压下率下进行热轧中的轧制道次,进一步促进cr系碳化物在奥氏体相中的固溶。另外,将轧制应变有效地施加到钢坯的板厚中央部。由此,在钢坯的柱状晶与等轴晶的边界部附近沿铸造方向生成的粗大的cr系碳化物被去除。另外,促进元素的位错上扩散(作为晶格缺陷的通过位错的原子转移)。由此,进一步促进cr系碳化物在奥氏体相中的固溶。进而,通过促进奥氏体相的动态再结晶和/或静态再结晶,使奥氏体相的晶粒细化。由此,在上述(2)(c)中的热轧钢板的卷绕时,从奥氏体相的晶界析出的cr系碳化物的析出位点增加,再析出的cr系碳化物也被细化。应予说明,再结晶是指从具有应变的晶粒内或晶界生成几乎不包含应变的晶粒的现象。
[0049]
通过上述协同效果,即使在含有一定量的c含量和cr含量的情况下,也能够抑制粗大的cr系碳化物的生成,防止研磨时的条纹图案的产生。
[0050]
本发明是基于上述见解并进一步进行研究而完成的。
[0051]
即,本发明的主旨构成如下。
[0052]
1.一种不锈钢板,具有以下成分组成:以质量%计含有
[0053]
c:0.45~0.60%、
[0054]
si:0.05~1.00%、
[0055]
mn:0.05~1.00%、
[0056]
p:0.05%以下、
[0057]
s:0.020%以下、
[0058]
cr:13.0%以上且小于16.0%、
[0059]
ni:0.10~1.00%和
[0060]
n:0.010~0.200%,
[0061]
剩余部分由fe和不可避免的杂质构成;
[0062]
并且,粒径:2.0μm以上的cr系碳化物的合计体积率为10%以下。
[0063]
2.根据上述1所述的不锈钢板,其中,上述成分组成进一步以质量%计含有选自
[0064]
mo:0.05~1.00%、
[0065]
cu:0.05~1.00%和
[0066]
co:0.05~0.50%
[0067]
中的1种或2种以上。
[0068]
3.根据上述1或2所述的不锈钢板,其中,上述成分组成进一步以质量%计含有选自
[0069]
al:0.001~0.100%、
[0070]
ti:0.01~0.10%、
[0071]
nb:0.01~0.10%、
[0072]
v:0.05~0.50%、
[0073]
zr:0.01~0.10%、
[0074]
mg:0.0002~0.0050%、
[0075]
b:0.0002~0.0050%、
[0076]
ca:0.0003~0.0030%和
[0077]
rem:0.01~0.10%
[0078]
中的1种或2种以上。
[0079]
4.一种不锈钢板的制造方法,是用于制造上述1~3中任一项所述的不锈钢板的方法,具备:
[0080]
第1工序,将具有上述1~3中任一项所述的成分组成的钢坯在1200~1350℃下保持30分钟以上;
[0081]
第2工序,对上述钢坯实施热轧而制成热轧钢板,卷绕该热轧钢板;
[0082]
第3工序,对上述热轧钢板实施热轧板退火,制成热轧退火钢板;
[0083]
在上述第2工序的热轧中的轧制道次中,结束温度:1050℃以上且压下率:20%以上的轧制道次数为3道次以上,另外,上述热轧钢板的卷绕温度为600℃以上,
[0084]
上述第3工序的热轧板退火中的保持温度为750~900℃,保持时间为10分钟以上。
[0085]
5.根据上述4所述的不锈钢板的制造方法,其具备第4工序,对上述热轧退火钢板实施冷轧而制成冷轧钢板。
[0086]
6.根据上述5所述的不锈钢板的制造方法,其具备第5工序,对上述冷轧钢板实施冷轧板退火而制成冷轧退火钢板,
[0087]
上述冷轧板退火中的保持温度为700~850℃,保持时间为5秒以上。
[0088]
7.根据上述4~6中任一项所述的不锈钢板的制造方法,其具备第6工序,对上述热
轧退火钢板、上述冷轧钢板或上述冷轧退火钢板实施淬火处理,
[0089]
上述淬火处理中的保持温度为950~1200℃,保持时间为5秒~30分钟,保持后的平均冷却速度为1℃/秒以上。
[0090]
8.根据上述7所述的不锈钢板的制造方法,其具备第7工序,对实施了上述淬火处理的钢板实施回火处理,
[0091]
上述回火处理中的保持温度为100~800℃,保持时间为5分钟以上。
[0092]
9.一种刀具,是使用上述1~3中任一项所述的不锈钢板而成的。
[0093]
10.一种餐具,是使用上述1~3中任一项所述的不锈钢板而成的。
[0094]
根据本发明,可以得到具有高硬度且具有良好表面品质的不锈钢板。
附图说明
[0095]
图1是作为发明例的no.1的光学显微镜组织照片。
[0096]
图2是作为比较例的no.30的光学显微镜组织照片。
[0097]
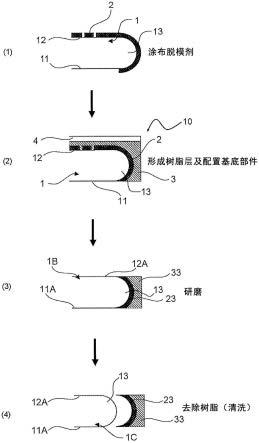
图3是表示在表面品质的评价中对试验片实施切削加工时的状态的示意图。
具体实施方式
[0098]
基于以下实施方式说明本发明。
[0099]
首先,对本发明的一个实施方式的不锈钢板的成分组成进行说明。应予说明,成分组成中的单位均为“质量%”,但是以下,除非特别说明,否则仅以“%”表示。
[0100]
c:0.45~0.60%
[0101]
c具有使通过淬火处理得到的马氏体相硬质化的效果。这里,如果c含量小于0.45%,则淬火处理后的硬度不足,不能充分得到高级刀具所需要的锋利度。另一方面,如果c含量超过0.60%,则即使适当控制制造条件,也不能充分抑制粗大的碳化物的产生,不能得到良好的表面品质。另外,在淬火处理时容易产生淬火裂纹,难以稳定地制造刀具。
[0102]
因此,c含量设为0.45~0.60%的范围。c含量优选为0.55%以下,更优选为0.50%以下。
[0103]
si:0.05~1.00%
[0104]
si在钢的熔炼时作为脱氧剂发挥作用。为了得到这样的效果,si含量设为0.05%以上。但是,如果si含量超过1.00%,则在淬火处理前钢板过度硬质化,不能充分得到成型成刀具等规定形状时的加工性。
[0105]
因此,si含量设为0.05~1.00%的范围。si含量优选为0.20%以上。另外,si含量优选为0.60%以下。
[0106]
mn:0.05~1.00%
[0107]
mn具有促进奥氏体相的生成并提高淬火性的效果。为了得到这样的效果,mn含量设为0.05%以上。但是,如果mn含量超过1.00%,则导致耐腐蚀性的降低。
[0108]
因此,mn含量设为0.05~1.00%的范围。mn含量优选为0.40%以上。另外,mn含量优选为0.80%以下。
[0109]
p:0.05%以下
[0110]
p是促进由晶界偏析引起的晶界破坏的元素。因此,希望p尽可能地减少。
[0111]
因此,p含量设为0.05%以下。p含量优选为0.04%以下,更优选为0.03%以下。
[0112]
应予说明,p含量的下限没有特别限定。但是,由于过度的脱p导致成本的增加,所以p含量优选为0.005%以上。
[0113]
s:0.020%以下
[0114]
s是作为mns等硫化物系夹杂物而存在于钢中并降低延展性、耐腐蚀性等的元素。因此,希望s尽可能地减少。
[0115]
因此,s含量设为0.020%以下。s含量优选为0.015%以下。
[0116]
应予说明,s含量的下限没有特别限定。但是,由于过度的脱s导致成本的增加,所以s含量优选为0.0005%以上。
[0117]
cr:13.0%以上且小于16.0%
[0118]
cr具有提高耐腐蚀性的效果。为了得到这样的效果,cr含量设为13.0%以上。但是,如果cr含量达到16.0%以上,则在淬火处理的加热
·
保持时生成的奥氏体量减少。因此,淬火处理后得到的马氏体相减少,不能得到充分的硬度。因此,cr含量设为13.0%以上且小于16.0%的范围。cr含量优选为14.0%以上。另外,cr含量优选为15.5%以下,更优选为15.0%以下。
[0119]
ni:0.10~1.00%
[0120]
ni具有提高耐腐蚀性并提高淬火后的韧性的效果。为了得到这样的效果,ni含量设为0.10%以上。但是,如果ni含量超过1.00%,则其效果饱和。另外,由于固溶ni量的增加,在淬火处理前钢板过度硬质化,不能充分得到成型成刀具等规定形状时的加工性。
[0121]
因此,ni含量设为0.10~1.00%的范围。ni含量优选为0.15%以上,更优选为0.20%以上。另外,ni含量优选为0.80%以下,更优选为0.60%以下。
[0122]
n:0.010~0.200%
[0123]
n与c同样具有使通过淬火处理得到的马氏体相硬质化的效果。另外,n也具有提高淬火处理后的耐腐蚀性的效果。为了得到这样的效果,n含量设为0.010%以上。但是,如果n含量超过0.200%,则在铸造时产生气泡,引起表面缺陷的产生。
[0124]
因此,n含量设为0.010~0.200%的范围。n含量优选为0.015%以上,更优选为0.020%以上。另外,n含量优选为0.150%以下,更优选为0.100%以下。
[0125]
以上,对本发明的一个实施方式的不锈钢板的基本成分组成进行了说明,但是进一步可以含有:
[0126]
选自mo:0.05~1.00%、cu:0.05~1.00%和co:0.05~0.50%中的1种或2种以上,
[0127]
和/或,
[0128]
选自al:0.001~0.100%、ti:0.01~0.10%、nb:0.01~0.10%、v:0.05~0.50%、zr:0.01~0.10%、mg:0.0002~0.0050%、b:0.0002~0.0050%、ca:0.0003~0.0030%和rem:0.01~0.10%中的1种或2种以上。
[0129]
mo:0.05~1.00%
[0130]
mo具有提高耐腐蚀性的效果。为了得到这样的效果,mo含量优选为0.05%以上。但是,如果mo含量超过1.00%,则淬火处理的加热
·
保持时生成的奥氏体量减少,在淬火处理后不能得到充分的硬度。
[0131]
因此,在含有mo的情况下,mo含量优选为0.05~1.00%的范围。mo含量更优选为
0.10%以上,进一步优选为0.50%以上。另外,mo含量更优选为0.80%以下,进一步优选为0.65%以下。
[0132]
cu:0.05~1.00%
[0133]
cu具有在淬火处理后的钢板中提高回火软化阻力的效果。为了得到这样的效果,cu含量优选为0.05%以上。但是,如果cu含量超过1.00%,则导致耐腐蚀性的降低。
[0134]
因此,在含有cu的情况下,cu含量优选为0.05~1.00%的范围。cu含量更优选为0.10%以上。另外,cu含量更优选为0.50%以下,进一步优选为0.20%以下。
[0135]
co:0.05~0.50%
[0136]
co具有提高韧性的效果。为了得到这样的效果,co含量优选为0.05%以上。但是,如果co含量超过0.50%,则在淬火处理前不能充分得到将钢板成型成刀具等规定形状时的加工性。
[0137]
因此,在含有co的情况下,co含量优选为0.05~0.50%的范围。co含量更优选为0.10%以上。另外,co含量更优选为0.20%以下。
[0138]
al:0.001~0.100%
[0139]
al与si同样作为脱氧剂发挥作用。为了得到这样的效果,al含量优选为0.001%以上。但是,如果al含量超过0.100%,则淬火性降低。
[0140]
因此,在含有al的情况下,al含量优选为0.001~0.100%的范围。al含量更优选为0.050%以下,进一步优选为0.010%以下。
[0141]
ti:0.01~0.10%
[0142]
ti与cr同样是与c和n的亲和力高且在钢中形成碳化物的元素。另外,ti具有提高回火软化阻力的效果。因此,可以抑制进行回火时的软质化并提高韧性。为了得到这样的效果,ti含量优选为0.01%以上。但是,如果ti含量超过0.10%,则其效果饱和。另外,反而韧性降低。
[0143]
因此,在含有ti的情况下,ti含量优选为0.01~0.10%的范围。ti含量更优选为0.02%以上。另外,ti含量更优选为0.05%以下。
[0144]
nb:0.01~0.10%
[0145]
nb与ti同样是与c和n的亲和力高且在钢中形成碳化物的元素。另外,nb具有提高回火软化阻力的效果。因此,可以抑制进行回火时的软质化并提高韧性。为了得到这样的效果,nb含量优选为0.01%以上。但是,如果nb含量超过0.10%,则其效果饱和。另外,有时产生由金属间化合物的析出引起的韧性的降低。
[0146]
因此,在含有nb的情况下,nb含量优选为0.01~0.10%的范围。nb含量更优选为0.02%以上。另外,nb含量更优选为0.05%以下。
[0147]
v:0.05~0.50%
[0148]
v与ti、nb同样是与c和n的亲和力高且在钢中形成碳化物的元素。另外,v具有提高回火软化阻力的效果。因此,可以抑制进行回火时的软质化并提高韧性。为了得到这样的效果,v含量优选为0.05%以上。但是,如果v含量超过0.50%,则其效果饱和。另外,有时产生由金属间化合物的析出引起的韧性的降低。
[0149]
因此,在含有v的情况下,v含量优选为0.05~0.50%的范围。v含量更优选为0.10%以上。另外,v含量更优选为0.30%以下,进一步优选为0.20%以下。
[0150]
zr:0.01~0.10%
[0151]
zr与ti、nb同样是与c和n的亲和力高且在钢中形成碳化物的元素。另外,zr具有提高回火软化阻力的效果。因此,可以抑制进行回火时的软质化并提高韧性。为了得到这样的效果,zr含量优选为0.01%以上。但是,如果zr含量超过0.10%,则其效果饱和。另外,有时产生由金属间化合物的析出引起的韧性的降低。
[0152]
因此,在含有zr的情况下,zr含量优选为0.01~0.10%的范围。zr含量更优选为0.02%以上。另外,zr含量更优选为0.05%以下。
[0153]
mg:0.0002~0.0050%
[0154]
mg具有提高坯材的等轴晶率并提高加工性、韧性的效果。为了得到这样的效果,mg含量优选为0.0002%以上。但是,如果mg含量超过0.0050%,则有时钢板的表面性状恶化。
[0155]
因此,在含有mg的情况下,mg含量优选为0.0002~0.0050%的范围。mg含量更优选为0.0010%以上。另外,mg含量更优选为0.0020%以下。
[0156]
b:0.0002~0.0050%
[0157]
b具有提高铸造和热轧时的热加工性的效果。另外,b在铁素体相和奥氏体相的晶界偏析而提高晶界强度。由此,抑制铸造和热轧时的裂纹的产生。为了得到这样的效果,b含量优选为0.0002%以上。但是,如果b含量超过0.0050%,则在淬火处理前不能充分得到将钢板成型成刀具等规定形状时的加工性。另外,导致韧性的降低。
[0158]
因此,在含有b的情况下,b含量优选为0.0002~0.0050%的范围。b含量更优选为0.0005%以上。另外,b含量更优选为0.0030%以下,进一步优选为0.0020%以下。
[0159]
ca:0.0003~0.0030%
[0160]
ca具有将冶炼和连续铸造时生成的夹杂物细化的效果,特别是对于防止连续铸造中的喷嘴的堵塞是有效的。为了得到这样的效果,ca含量优选为0.0003%以上。但是,如果ca含量超过0.0030%,则有时由于cas的生成而耐腐蚀性降低。
[0161]
因此,在含有ca的情况下,ca含量优选为0.0003~0.0030%的范围。ca含量更优选为0.0005%以上,进一步优选为0.0007%以上。另外,ca含量更优选为0.0020%以下,进一步优选为0.0015%以下。
[0162]
rem:0.01~0.10%
[0163]
rem(rare earth metals:稀土金属)具有提高热延展性的效果。另外,rem也具有抑制热轧时的钢板端面部的裂纹、表皮粗糙的效果。为了得到这样的效果,rem含量优选为0.01%以上。但是,如果rem含量超过0.10%,则其效果饱和。另外,rem也是高价的元素。
[0164]
因此,在含有rem的情况下,rem含量优选为0.01~0.10%的范围。rem含量更优选为0.05%以下。
[0165]
除上述以外的成分的剩余部分为fe和不可避免的杂质。
[0166]
接下来,对本发明的一个实施方式的不锈钢板的金属组织进行说明。
[0167]
本发明的一个实施方式的不锈钢板的金属组织在淬火处理前后,成为主体的组织发生变化。
[0168]
例如,在将本发明的一个实施方式的不锈钢板加工成产品的情况下,首先,在钢板未硬质化的阶段,通过冲压加工等对钢板进行冲裁或锻造加工成规定形状。接着,对加工成规定形状的钢板实施淬火处理或淬火及回火处理使其硬质化。即,在淬火处理前后,使成为
主体的组织变化,具体而言,使其从铁素体相变化成马氏体相。
[0169]
但是,粒径:2.0μm以上的cr系碳化物在淬火处理前后也没有太大变化,几乎保持不变。
[0170]
因此,在本发明的一个实施方式的不锈钢板的金属组织中,不论淬火处理前后,将粒径:2.0μm以上的cr系碳化物的体积率设为10%以下是非常重要的。
[0171]
粒径:2.0μm以上的cr系碳化物的体积率:10%以下
[0172]
cr系碳化物比不锈钢板的母材(淬火前后)硬质。因此,如果在金属组织中大量存在粗大的cr系碳化物、特别是粒径:2.0μm以上的cr系碳化物的状态下实施研磨、开刃加工等,则在存在该cr系碳化物的部位,研磨量比其他部位少。其结果,在研磨后局部产生凸部,它们表现为条纹图案。
[0173]
因此,粒径:2.0μm以上的cr系碳化物的体积率设为10%以下。粒径:2.0μm以上的cr系碳化物的体积率优选为5%以下,更优选为2%以下。应予说明,粒径:2.0μm以上的cr系碳化物的体积率可以为0%。
[0174]
应予说明,对于粒径小于2.0μm的cr系碳化物,研磨时不产生肉眼能够识别的凹凸,与条纹图案的产生无关。因此,粒径小于2.0μm的cr系碳化物的体积率没有特别限定。
[0175]
另外,这里所说的cr系碳化物主要是cr
23
c6。另外,cr碳化物中的一部分cr被fe、mn、ti、nb、v、zr等元素取代而得的cr系碳化物、一部分c被n取代而得的cr系碳化物也包含在这里所说的cr系碳化物中。
[0176]
另外,本发明的一个实施方式的不锈钢板中的除cr系碳化物以外的组织成为铁素体相与马氏体相的合计体积率为95%以上、更优选为98%以上的金属组织。铁素体相与马氏体相的合计体积率可以为100%。作为除铁素体相、马氏体相和上述cr系碳化物以外的剩余组织,可以举出残留奥氏体相、其他析出物(也包括粒径小于2.0μm的cr系碳化物)、夹杂物(例如al、si等氧化物和mn等硫化物等)。剩余组织的体积率优选为5%以下,更优选为2%以下。剩余组织的体积率可以为0%。
[0177]
应予说明,本发明的一个实施方式的不锈钢板包括淬火处理前后两者的钢板,例如包括热轧钢板、热轧退火钢板、冷轧钢板和冷轧退火钢板、以及对这些钢板实施淬火处理和/或回火处理而得的钢板(后述淬火处理钢板和回火处理钢板)等。
[0178]
应予说明,在热轧钢板、热轧退火钢板、冷轧钢板和冷轧退火钢板的阶段,除cr系碳化物以外的组织成为以铁素体相为主体的组织。
[0179]
具体而言,成为铁素体相以体积率计为80%以上、优选为90%以上、更优选为95%以上、进一步优选为98%以上的金属组织。铁素体相的体积率可以为100%。作为除铁素体相和上述cr系碳化物以外的剩余组织,可以举出马氏体相、残留奥氏体相、其他析出物(也包括粒径小于2.0μm的cr系碳化物)、夹杂物(例如al、si等氧化物和mn等硫化物等)。剩余组织的体积率优选为20%以下,更优选为10%以下,进一步优选为5%以下,更进一步优选为2%以下。剩余组织的体积率可以为0%。
[0180]
应予说明,热轧钢板除热轧状态下的钢板以外,还包括对热轧状态下的钢板实施酸洗等氧化皮的去除处理而得到的钢板。另外,热轧退火钢板除对热轧钢板实施热轧板退火而得到的钢板以外,还包括对实施该热轧板退火而得到的钢板进一步实施酸洗等氧化皮的去除处理而得到的钢板。冷轧钢板除冷轧状态下的钢板以外,还包括对冷轧状态下的钢
板实施酸洗等氧化皮的去除处理而得到的钢板。
[0181]
进而,在对热轧钢板、热轧退火钢板、冷轧钢板和冷轧退火钢板实施淬火处理而得到钢板(以下也称为淬火处理钢板)中,除cr系碳化物以外的组织成为以马氏体相为主体的组织。
[0182]
具体而言,成为马氏体相以体积率计为80%以上、优选为90%以上、更优选为95%以上、进一步优选为98%以上的金属组织。马氏体相的体积率可以为100%。作为除马氏体相和上述cr系碳化物以外的剩余组织,可以举出铁素体相、残留奥氏体相、其他析出物(也包括粒径小于2.0μm的cr系碳化物)、夹杂物(例如al、si等氧化物和mn等硫化物等)。剩余组织的体积率优选为20%以下,更优选为10%以下,进一步优选为5%以下,更进一步优选为2%以下。剩余组织的体积率可以为0%。
[0183]
应予说明,由于通过淬火处理被硬质化,所以在淬火处理钢板中,洛氏硬度为hrc55以上。
[0184]
另外,在对淬火处理钢板实施回火处理而得到钢板(以下也称为回火处理钢板)中,除cr系碳化物以外的组织成为以位错密度和固溶c、n比淬火处理后减少的马氏体相(有时称为回火马氏体相)为主体的组织,回火处理前的马氏体分率几乎保持不变。
[0185]
具体而言,成为马氏体相以体积率计为80%以上、优选为90%以上、更优选为95%以上、进一步优选为98%以上的金属组织。另外,成为铁素体相以体积率计为20%以下、优选为10%以下、更优选为5%以下、进一步优选为2%以下的金属组织。作为铁素体相、马氏体相和上述cr系碳化物以外的剩余组织,可以举出残留奥氏体相、其他析出物(也包括粒径小于2.0μm的cr系碳化物)、夹杂物(例如al、si等氧化物和mn等硫化物等)。剩余组织的体积率优选为5%以下,更优选为2%以下。
[0186]
这里,回火处理是为了调整通过淬火处理而硬质化的钢板的硬度和耐久性而进行的,如果与回火处理前的淬火处理钢板相比,回火处理钢板的硬度降低。具体而言,在回火处理钢板中,洛氏硬度为hrc40~50。
[0187]
另外,粒径:2.0μm以上的cr系碳化物的体积率如下测定。
[0188]
即,从成为供试坯材的钢板的板宽度中央部采集组织观察用的试验片。接着,对试验片的轧制方向截面进行镜面研磨后,使用盐酸苦味酸水溶液进行蚀刻,在10个视野中拍摄倍率:500倍的光学显微镜照片。通过图像分析来测定所得到的组织照片中的cr系碳化物的面积,确定了圆等效直径为2.0μm以上的cr系碳化物。然后,算出所确定的圆等效直径为2.0μm以上的cr系碳化物的合计面积率,将该计算值作为粒径:2.0μm以上的cr系碳化物的体积率。
[0189]
这里,在上述图像分析中,对于组织照片的数字数据,使用图像分析装置,通过对比度差来自动检测母相(铁素体相或马氏体相)的晶界与析出物的边界(晶界和边界呈线状的黑色对比度,晶粒呈比较明亮的对比度)。接下来,将母相与析出物的分界线包围的区域设为析出物,自动测定各析出物的区域的面积。然后,对于通过后述方法鉴定为cr系碳化物的析出物,仅确定了面积为3.14μm2以上(即圆等效直径为2.0μm以上)的cr系碳化物。然后,算出确定的析出物的合计面积。
[0190]
然后,求出(圆等效直径:2.0μm以上的析出物(cr系碳化物)的合计面积)
÷
(组织照片的总面积)
×
100[%],将求出的值作为粒径:2.0μm以上的cr系碳化物的体积率。
[0191]
另外,上述组织照片中的析出物为cr系碳化物的鉴定如下进行。
[0192]
即,在拍摄上述组织照片的相同视野下,进行使用sem-eds(扫描电子显微镜-能量分散型x射线光谱法,scanning electron microscope-energy dispersive x-ray spectroscopy)的点分析,测定所观察到的析出物的主要成分。
[0193]
具体而言,在析出物中的cr和fe的合计含量为60质量%以上且析出物中的cr含量相对于析出物中的fe和cr的合计含量之比([cr含量(质量%)]/([fe含量(质量%)] [cr含量(质量%)])为0.4以上的情况下,将该析出物鉴定为cr系碳化物。
[0194]
另外,铁素体相和马氏体相的体积率如下求出。
[0195]
即,在上述组织照片中,根据组织形状和蚀刻强度来区分马氏体相和铁素体相(应予说明,马氏体相比铁素体相被蚀刻得更深。因此,马氏体相的对比度比铁素体相暗)。接着,通过图像处理在每个视野中分别算出铁素体相和马氏体相的体积率。接着,算出每个视野中得到的铁素体相和马氏体相的体积率的算术平均值,将该值作为铁素体相和马氏体相的体积率。
[0196]
应予说明,本发明的一个实施方式的不锈钢板的厚度没有特别限定,但是从应用于菜刀、剃须刀、医疗用刀具等的观点出发,优选为0.1~5.0mm。本发明的一个实施方式的不锈钢板的厚度更优选为0.5mm以上,进一步优选为1.0mm以上。另外,本发明的一个实施方式的不锈钢板的厚度更优选为4.0mm以下,进一步优选为2.5mm以下。
[0197]
接下来,对本发明的一个实施方式的不锈钢板的制造方法进行说明。
[0198]
即,在转炉或电炉等熔解炉中熔炼钢液。接着,对该钢液实施基于钢包精炼或真空精炼的二次精炼,调整为上述成分组成。接着,将该钢液通过连续铸造法或造块-分块轧制法等制成钢坯材(钢坯)。
[0199]
·
第1工序(钢坯加热工序)
[0200]
然后,作为第1工序,将上述钢坯在1200~1350℃下保持30分钟以上。
[0201]
将钢坯在1200~1350℃下保持30分钟以上
[0202]
在热轧前进行的钢坯的加热中,在铸造时需要使钢坯截面的柱状晶与等轴晶的边界部附近的沿铸造方向生成的粗大的cr系碳化物尽量固溶于奥氏体相。
[0203]
这里,如果钢坯的保持温度(以下也称为坯材加热温度)小于1200℃,则不能充分促进cr系碳化物在奥氏体相中的固溶。因此,不能充分抑制粗大的cr系碳化物的生成,不能得到良好的表面品质。另一方面,如果坯材加热温度超过1350℃,则钢坯的金属组织变为奥氏体相和δ铁素体相的两相组织或δ铁素体的单相组织,不能充分促进cr系碳化物在奥氏体相中的固溶。因此,不能充分抑制粗大的cr系碳化物的生成,不能得到良好的表面品质。
[0204]
因此,坯材加热温度设为1200~1350℃的范围。坯材加热温度优选为1300℃以下,更优选为1250℃以下。
[0205]
另外,在1200~1350℃下的保持时间小于30分钟的情况下,果然cr系碳化物在奥氏体相中的固溶不充分。因此,不能充分抑制粗大的cr系碳化物的生成,不能得到良好的表面品质。
[0206]
因此,1200~1350℃下的保持时间设为30分钟以上。
[0207]
应予说明,如果该保持时间超过24小时,则在钢坯的加热中生成的氧化皮变厚,容易产生表面缺陷。另外,生产率也降低。因此,该保持时间优选为24小时以下。该保持时间更
优选为12小时以下,进一步优选为3小时以下。
[0208]
·
第2工序:热轧工序
[0209]
接着,作为第2工序,对该钢坯实施热轧而制成热轧钢板,卷绕该热轧钢板。
[0210]
此时,重要的是:将热轧中的轧制道次中成为结束温度:1050℃以上且压下率:20%以上的轧制道次数设为3道次以上,另外,将热轧钢板的卷绕温度设为600℃以上。
[0211]
热轧中的轧制道次中成为结束温度:1050℃以上且压下率:20%以上的轧制道次数:3道次以上
[0212]
在热轧中,进一步促进cr系碳化物在奥氏体相中的固溶,去除钢坯加热后残留的粗大的cr系碳化物。另外,通过促进奥氏体相的动态再结晶和/或静态再结晶,奥氏体相的晶粒被细化。由此,在之后的热轧钢板的卷绕时,从奥氏体相的晶界析出的cr系碳化物的析出位点增加,再析出的cr系碳化物也被细化。
[0213]
特别是通过在1050℃以上的温度下实施轧制,有效地促进奥氏体相的动态再结晶和/或静态再结晶。另外,通过将各轧制道次的压下率设为20%以上,将轧制应变有效地施加到钢坯的板厚中央部。由此,在钢坯的柱状晶与等轴晶的边界部附近沿铸造方向生成的粗大的cr系碳化物被更有效地去除。
[0214]
因此,需要将热轧中的轧制道次中成为结束温度:1050℃以上且压下率:20%以上的轧制道次数(以下也称为满足规定条件的轧制道次)设为3道次以上。
[0215]
应予说明,满足规定条件的轧制道次数的上限没有特别限定,但是如果过度增加,则需要大量的热量来维持轧制温度,导致制造成本的增加,因此,满足规定条件的轧制道次数优选为10道次以下。
[0216]
另外,热轧中的各轧制道次的压下率的上限没有特别限定,但是如果各轧制道次的压下率过大,则轧制负荷增加而轧制变得困难。因此,各轧制道次的压下率优选为60%以下。
[0217]
这里,各轧制道次的压下率作为([该轧制道次开始时的被轧制坯材的板厚(mm)]-[该轧制道次结束时的被轧制坯材的板厚(mm)])/[该轧制道次开始时的被轧制坯材的板厚(mm)]
×
100来求出。
[0218]
应予说明,热轧的轧制道次数(总数)优选为8~20道次。另外,热轧一般由粗轧和精轧构成。在这种情况下,优选粗轧的轧制道次数为3~10道次,精轧的轧制道次数为5~10道次。另外,轧制结束温度优选为900~1100℃。进而,热轧中的总压下率优选为85.0~99.8%。
[0219]
卷绕温度:600℃以上
[0220]
在热轧的精轧后卷绕热轧钢板。此时,使奥氏体相转变为铁素体相,将热轧钢板的金属组织制成以铁素体相为主体的组织。在卷绕温度小于600℃的情况下,奥氏体相转变为马氏体相,导致钢板的硬质化。另外,有时钢板的平坦度恶化,难以实施以后的工序。进而,有时钢板产生淬火裂纹。
[0221]
因此,卷绕温度设为600℃以上。卷绕温度优选为650℃以上,更优选为700℃以上,进一步优选为750℃以上。卷绕温度的上限没有特别限定,但是优选为850℃以下。如果卷绕温度超过850℃,则卷绕温度成为奥氏体相与铁素体相的两相温度区域。因此,奥氏体相的稳定性变高,从奥氏体相向铁素体相的转变延迟。由此,有时奥氏体相在(卷绕的钢板的)大
气放冷后且热轧板退火前转变为硬质的马氏体相。其结果,有时发生热轧钢板的显著的硬质化、形状不良,因此不优选。
[0222]
·
第3工序:热轧板退火工序
[0223]
接着,作为第3工序,对如上所述得到的热轧钢板实施热轧板退火,制成热轧退火钢板。
[0224]
在该热轧板退火中,将保持温度设为750~900℃,将保持时间设为10分钟以上。
[0225]
热轧板退火的保持温度:750~900℃
[0226]
热轧板退火是为了抑制加工成刀具等规定形状时的裂纹(以下也称为加工裂纹)而进行的。然后,在该热轧板退火中,通过再结晶,将由热轧而形成的轧制加工组织(由受到应变的晶粒构成的金属组织)置换为几乎不包含应变的铁素体相的晶粒。
[0227]
但是,如果热轧板退火的保持温度(以下也称为热轧板退火温度)小于750℃,则热轧时形成的轧制加工组织残留。由此,热轧退火钢板的延展性降低,容易产生加工裂纹。另外,如果热轧板退火温度超过900℃,则晶粒粗大化,韧性降低。由此,容易产生加工裂纹。
[0228]
因此,热轧板退火温度设为750~900℃的范围。热轧板退火温度优选为800℃以上。另外,热轧板退火温度优选为875℃以下,更优选为850℃以下。
[0229]
应予说明,热轧板退火温度在保持中可以是恒定的,另外,只要在上述温度范围内,在保持中也可以不总是恒定的。以下说明的冷轧板退火温度、淬火温度、回火温度也同样。
[0230]
热轧板退火的保持时间:10分钟以上
[0231]
在热轧板退火的保持时间小于10分钟的情况下,不能使钢板内的材质充分均匀化。因此,热轧板退火的保持时间设为10分钟以上。热轧板退火的保持时间优选为3小时以上,更优选为6小时以上。应予说明,在热轧板退火的保持时间超过96小时的情况下,有时氧化皮变厚,之后的脱皮处理变得困难。因此,热轧板退火的保持时间优选为96小时以下。另外,热轧板退火的保持时间优选为24小时以下,更优选为12小时以下。
[0232]
另外,热轧板退火后可以任意地进行冷轧作为第4工序,进一步进行冷轧板退火作为第5工序。
[0233]
第4工序:冷轧工序
[0234]
在第4工序中,对热轧板退火后得到的热轧退火钢板实施冷轧而制成冷轧钢板。
[0235]
冷轧的方法没有特别限定,例如可以使用串列式轧机、多辊式轧机。另外,冷轧中的压下率也没有特别限定,但是从冷轧板退火后的成型性、钢板的形状校正的观点出发,冷轧中的压下率优选为50%以上。另外,从避免过度的轧制负荷的观点出发,冷轧中的压下率优选为95%以下。
[0236]
第5工序:冷轧板退火工序
[0237]
在第5工序(冷轧板退火工序)中,对冷轧后得到的冷轧钢板实施保持温度:700~850℃、保持时间:5秒以上的冷轧板退火而制成冷轧退火钢板。
[0238]
冷轧板退火的主要目的是通过再结晶去除由冷轧而形成的轧制加工组织。
[0239]
这里,在冷轧板退火的保持温度(以下也称为冷轧板退火温度)小于700℃的情况下,通过冷轧而形成的轧制加工组织残留,冷轧板退火后得到的冷轧退火钢板的加工性降低。另一方面,如果冷轧板退火的保持中的保持温度超过850℃,则生成奥氏体相,在保持后
的冷却时奥氏体相转变为马氏体相。因此,导致冷轧板退火后得到的冷轧退火钢板的硬质化和延展性的降低,结果导致加工裂纹。
[0240]
因此,在进行冷轧板退火的情况下,冷轧板退火温度设为700~850℃的范围。冷轧板退火温度优选为720℃以上。另外,冷轧板退火温度优选为830℃以下。
[0241]
另外,在冷轧板退火的保持时间小于5秒的情况下,通过冷轧而形成的轧制加工组织残留,冷轧板退火后得到的冷轧退火钢板的加工性降低。因此,在进行冷轧板退火的情况下,冷轧板退火的保持时间设为5秒以上。冷轧板退火的保持时间优选为15秒以上。
[0242]
另一方面,如果冷轧板退火的保持时间超过24小时,则有时晶粒粗大化,导致加工裂纹。因此,冷轧板退火的保持时间优选为24小时以下。冷轧板退火的保持时间更优选为15分钟以下。
[0243]
第6工序:淬火处理工序
[0244]
将如上所述得到的热轧退火钢板、冷轧钢板或冷轧退火钢板例如加工成规定的形状后,也可以进一步实施保持温度:950~1200℃、保持时间:5秒~30分钟、保持后的平均冷却速度:1℃/秒以上的淬火处理而制成淬火处理钢板作为第6工序。
[0245]
如果淬火处理的保持温度(以下也称为淬火温度)小于950℃,则在淬火处理中的加热和保持时不能充分生成奥氏体相,不能充分进行淬火。如果淬火温度超过1200℃,则有时在淬火处理中的加热和保持时在金属组织中生成δ铁素体相而不能充分进行淬火。另外,有时晶粒明显粗大化,产生冷却时的淬火裂纹、加工裂纹。
[0246]
因此,淬火温度设为950~1200℃的范围。淬火温度优选为1000℃以上。另外,淬火温度优选为1150℃以下。
[0247]
另外,如果淬火处理的保持时间小于5秒,则在加热和保持时不能充分生成奥氏体相,不能充分进行淬火。另一方面,如果淬火处理中的保持时间超过30分钟,则有时产生晶粒的粗大化,产生加工裂纹。
[0248]
因此,淬火处理的保持时间设为5秒~30分钟的范围。淬火处理中的保持时间优选为15秒以上。另外,淬火处理中的保持时间优选为300秒以下,更优选为120秒以下。
[0249]
进而,在淬火处理中的保持后进行冷却。在该冷却时的平均冷却速度、具体而言从淬火温度到400℃的平均冷却速度小于1℃/秒的情况下,加热时生成的奥氏体相不是马氏体相,而是转变为铁素体相,因此不能充分进行淬火。
[0250]
因此,淬火处理中的保持后的平均冷却速度设为1℃/秒以上。淬火处理中的保持后的平均冷却速度优选为5℃/秒以上,更优选为10℃/秒以上。淬火处理中的保持后的平均冷却速度的上限没有特别限定,但是如果进行过度的快速冷却,则有时产生钢板形状的恶化、淬火裂纹。因此,淬火处理中的保持后的平均冷却速度优选为1000℃/秒以下。
[0251]
应予说明,冷却的方法没有特别限定,可以使用空冷、气体喷射冷却、雾水冷却、辊冷却、水浸渍、模具冷却等各种方法。
[0252]
第7工序:回火处理工序
[0253]
接着,为了调整硬度和耐久性,可以对上述淬火处理钢板进一步实施保持温度:100~800℃、保持时间:5分钟以上的回火处理而制成回火处理钢板作为第7工序。
[0254]
在回火处理的保持温度(以下也称为回火温度)小于100℃的情况下,马氏体相中的位错的恢复显著变慢。因此,难以充分得到回火处理所希望的软质化效果。另一方面,如
果回火温度超过800℃,则马氏体相再次转变为度奥氏体相,在保持后的冷却时再次转变为马氏体相而硬质化。因此,难以充分得到回火处理所希望的软质化效果。
[0255]
因此,回火温度设为100~800℃的范围。回火温度优选为200℃以上,更优选为400℃以上。另外,回火温度优选为750℃以下,更优选为700℃以下。
[0256]
另外,如果回火处理的保持时间(以下也称为回火时间)小于5分钟,则马氏体相中的位错的恢复不充分。因此,难以充分得到回火处理所希望的软质化效果。因此,回火时间设为5分钟以上。回火时间优选为10分钟以上,更优选为15分钟以上。
[0257]
应予说明,硬度有回火时间越长越降低的倾向,但是如果回火时间超过60分钟,则硬度几乎恒定。因此,回火时间优选为60分钟以下。回火时间更优选为50分钟以下,进一步优选为40分钟以下。
[0258]
应予说明,对于除上述以外的条件,可以遵循常规方法。
[0259]
另外,可以任意地在例如热轧工序、热轧板退火工序、冷轧工序、冷轧板退火工序、淬火工序和回火工序后等进行酸洗处理、喷丸、表面磨快等。进而,根据用途,可以在热轧工序、热轧板退火工序、冷轧板退火工序、淬火处理工序和回火处理工序后等实施表面光轧。
[0260]
然后,使用如上所述得到的钢板,可以得到菜刀、剪刀、手术刀等刀具、餐桌用的刀叉、勺子等餐具、以及镊子等精密工具。
[0261]
实施例
[0262]
将具有表1所示成分组成的钢(剩余部分为fe和不可避免的杂质)通过利用容量:150ton的转炉的精炼和利用强搅拌
·
真空氧脱碳处理(ss-vod)的精炼进行熔炼,通过连续铸造而制成宽度:1000mm、厚度:200mm的钢坯。
[0263]
将该钢坯在表2所记载的条件下保持后在表2和3所记载的条件下实施热轧和热轧板退火,制成热轧退火钢板。应予说明,热轧的(合计的)道次数均为14道次。另外,由于热轧中的第1~5道次的结束温度是比第6道次目的结束温度高的温度,所以在表2中省略记载。另外,热轧中的第9道次以后的结束温度也在表2中省略记载。
[0264]
接着,对一部分热轧退火钢板进一步在表3所记载的条件下实施冷轧和/或冷轧板退火,得到冷轧钢板和/或冷轧退火钢板。
[0265]
对于这样得到的热轧退火钢板、冷轧钢板和冷轧退火钢板,通过上述方法进行金属组织的观察,鉴定金属组织。将结果示于表4。但是,在no.35中,由于在热轧钢板的卷绕时产生裂纹,所以不进行金属组织的鉴定和以后的评价。
[0266]
另外,将如上所述得到的热轧退火钢板、冷轧钢板和冷轧退火钢板冲裁加工成轧制方向:300mm
×
宽度方向:50mm。然后,对加工后的钢板在淬火温度:1050℃,保持时间:15分钟,从保持后的淬火温度到400℃的平均冷却速度:5℃/s的条件下通过空冷实施淬火处理。
[0267]
应予说明,no.1a和3a-1、3a-2是对淬火处理后的no.1和3的钢板进一步在表3所记载的条件下进行回火处理而得的钢板(回火处理钢板)。
[0268]
对于这样得到的淬火处理钢板和回火处理钢板,通过上述方法进行金属组织的观察,鉴定金属组织。将结果一并记于表4。
[0269]
另外,按照以下要领进行硬度和表面品质的评价。
[0270]
应予说明,硬度的评价使用淬火处理钢板进行。但是,在进行了回火处理的no.1a
和3a-1、3a-2中,对回火处理后的钢板也进行了硬度的评价。
[0271]
另外,表面品质的评价使用结束得到的钢板进行,即在no.1~37中使用淬火处理钢板,在no.1a和3a-1、3a-2中使用回火处理钢板。
[0272]
<硬度的评价>
[0273]
在如上所述得到的钢板的轧制面上,在任意5点进行依据jis z 2245(2016年)的洛氏硬度试验,求出该5点的洛氏硬度的平均值。应予说明,钢板的轧制面在试验前用#400的耐水金刚砂研磨纸进行表面研磨。然后,根据以下基准进行硬度的评价。将评价结果一并记于表4。
[0274]
·
不进行回火处理时
[0275]
〇(合格):洛氏硬度的平均值为hrc55以上
[0276]
×
(不合格):洛氏硬度的平均值小于hrc55
[0277]
·
进行回火处理时
[0278]
〇(合格):回火处理前的洛氏硬度的平均值为hrc55以上且回火处理后的洛氏硬度的平均值为hrc40以上
[0279]
×
(不合格):回火处理前的洛氏硬度的平均值小于hrc55或回火处理后的洛氏硬度的平均值小于hrc40
[0280]
<表面品质的评价>
[0281]
从如上所述得到的钢板中采集10张轧制方向:100mm
×
宽度方向:50mm的试验片。接着,如图3所示,对于各试验片,以相对于宽度方向成3.5
°
的角度对与轧制方向和宽度方向平行的端面之一实施切削加工。接着,通过按照#400
→
#600
→
#800
→
#1200
→
#2000的耐水金刚砂纸的顺序对切削面进行湿式交叉研磨(在与上一支的研磨方向垂直的方向进行下一支的研磨的研磨),设置刀片研磨面。
[0282]
然后,通过目视观察该刀片研磨面,按照以下基准进行表面品质的评价。将评价结果一并记于表4。
[0283]
〇(合格):所有10张试验片均在刀片研磨面未观察到长度:2.0mm以上的条纹图案。
[0284]
×
(不合格):10张试验片的至少一张在刀片研磨面观察到长度:2.0mm以上的条纹图案。
[0285]
[0286]
[0287][0288]
[表3]
[0289]
[0290][0291]
如表4所示,在发明例中均具有高硬度且得到良好的表面品质。
[0292]
另一方面,在作为比较例的no.30、33和34中,由于热轧中的满足规定条件的轧制道次数小于3道次,所以粒径:2.0μm以上的cr系碳化物的合计体积率超过10%。因此,不能得到良好的表面品质。
[0293]
在no.31中,由于坯材加热温度超过适当范围,所以粒径:2.0μm以上的cr系碳化物的合计体积率超过10%。因此,不能得到良好的表面品质。
[0294]
在no.32中,由于坯材加热温度未达到适当范围,所以粒径:2.0μm以上的cr系碳化物的合计体积率超过10%。因此,不能得到良好的表面品质。
[0295]
在no.35中,由于热轧的卷绕温度未达到适当范围,所以在热轧钢板产生裂纹。
[0296]
在no.36和37中,由于c含量未达到适当范围,所以淬火处理后的硬度未达到适当范围。应予说明,在no.36中,由于c含量未达到适当范围,所以虽然热轧中的满足规定条件的轧制道次数小于3道次,但是粒径:2.0μm以上的cr系碳化物的合计体积率为10%以下。
[0297]
应予说明,作为参考,将得到良好的表面品质的发明例的no.1的与轧制方向平行的截面中的光学显微镜组织照片示于图1。另外,将没有得到良好的表面品质的比较例的no.30的与轧制方向平行的截面的光学显微镜组织照片示于图2。
[0298]
工业上的可利用性
[0299]
由于本发明的不锈钢板具有高硬度和良好的表面品质,所以可以很好地用于菜刀、剪刀、手术刀等刀具、餐桌用的刀叉、勺子等餐具以及镊子等精密工具的坯材。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。