1.本技术涉及电池包装技术领域,更具体地说涉及一种电池。
背景技术:
2.传统的电池包括外壳,外壳中安装有化成后的软包电芯,通过硬质的外壳支撑软包电芯,软包电芯的正负极耳通过与外壳上设置的两个金属片连接,以实现与外界电路的连通。然而,传统电池的极耳组件的支撑固定效果差;同时,传统电池的外壳,通常在顶部设置开口,将电芯放置在外壳内后,电芯的左侧和右侧均位于盲区,非常不便于实现电芯左右两侧与壳体左右两侧的连接固定,操作困难,电池组装复杂,严重影响了电池制成率。
技术实现要素:
3.有鉴于此,本技术提供了一种电池。
4.为了达到上述目的,本技术提供如下技术方案:
5.一种电池,包括:
6.弧形壳体,构造为具有侧面开口的容置空腔;
7.侧封盖板,嵌入设置在所述侧面开口内,并与所述弧形壳体密封连接;
8.弧形电芯,放置于所述容置空腔;所述弧形电芯包括:第一极耳组件;
9.第一极耳支撑件,与所述第一极耳组件连接。
10.可选的,上述电池中,所述第一极耳支撑件远离所述第一极耳组件的侧面设置有绝缘胶。
11.可选的,上述电池中,
12.所述壳体上设置有注液孔;
13.所述第一极耳支撑件上开设有与所述注液孔对应设置的第一通孔;
14.所述绝缘胶上开设有与所述第一通孔对应设置的第二通孔。
15.可选的,上述电池中,所述注液孔、第一通孔和第二通孔同心设置。
16.可选的,上述电池中,所述注液孔处设置有密封连接组件,所述密封连接组件包括:
17.盖封部,盖封在所述注液孔处;
18.延伸部,延伸设置于所述盖封部,所述延伸部穿过所述注液孔、第一通孔和第二通孔,并与所述第一极耳支撑件电连接。
19.可选的,上述电池中,连接组件还包括:
20.盖封部绝缘胶,设置在所述盖封部与所述延伸部连接的端面;
21.延伸部绝缘胶,设置在所述延伸部的侧面。
22.可选的,上述电池中,
23.所述弧形电芯还包括:第二极耳组件;
24.所述电池还包括:第二极耳支撑件,与所述第二极耳组件连接;
25.所述第二极耳支撑件远离所述第二极耳组件的侧面焊接在所述壳体上。
26.可选的,上述电池中,
27.所述弧形电芯还包括:第二极耳组件;
28.所述电池还包括:第二极耳支撑件,与所述第二极耳组件连接;
29.所述弧形壳体上焊接转接片;所述转接片与所述第二极耳支撑件电连接;
30.或,
31.所述弧形电芯还包括:第二极耳组件;
32.所述电池还包括:第二极耳支撑件,与所述第二极耳组件连接;
33.所述壳体上铆接极柱;所述极柱与所述第二极耳支撑件电连接。
34.可选的,上述电池中,第一极耳支撑件为u型结构,形成有第一u型空间;所述第一u型空间内固定有所述第一极耳组件。
35.可选的,上述电池中,
36.所述侧封盖板通过焊接或胶接固定连接于所述侧面开口;
37.和/或
38.所述第一极耳组件通过焊接固定连接于所述第一极耳支撑件。
39.本技术提供的电池,通过设置第一极耳支撑件,实现了对第一极耳组件的固定,并加强支撑,防止了第一极耳组件的蓬松、窜动;同时通过第一极耳支撑件可分别将第一极耳组件和第二极耳组件快速牢靠的固定在弧形壳体内;同时本技术在弧形壳体的侧面设置侧面开口,将弧形电芯放置在弧形外壳内后,弧形电芯的左侧和右侧均暴露展示在装配人员面前,便于实现弧形电芯左右两侧与弧形壳体左右两侧的连接固定,操作更加直观、便捷快速,电池组装容易,提升了锂离子电池制成率。
附图说明
40.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
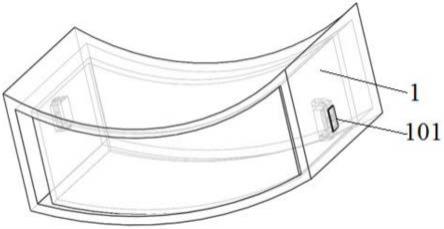
41.图1为本技术弧形壳体的结构示意图;
42.图2为本技术侧封盖板的结构示意图;
43.图3为装配在本技术中的弧形电芯的结构示意图;
44.图4为本技术第二极耳支撑件的结构示意图;
45.图5为本技术第一极耳支撑件的结构示意图;
46.图6为本技术绝缘胶的结构示意图;
47.图7为本技术第一极耳支撑件、第二极耳支撑件与电芯的装配示意图;
48.图8为本技术第一极耳组件、第一极耳支撑件和绝缘胶的装配示意图;
49.图9为本技术密封连接组件的结构示意图;
50.图10为本技术密封连接组件另一角度的结构示意图;
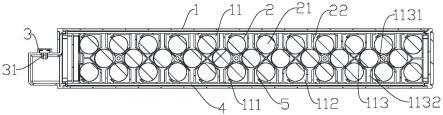
51.图11为本技术弧形电池的结构示意图;
52.图12为本技术另一实施例的壳体的结构示意图;
53.图13为本技术转接片的结构示意图。
54.图1-图13中:
55.1-弧形壳体,2-侧封盖板,3-弧形电芯,4-第一极耳支撑件,5-第二极耳支撑件,6-绝缘胶,7-密封连接组件,8-转接片,9-矩形壳体;
56.31-第一极耳组件,32-第二极耳组件;
57.71-盖封部,72-延伸部,73-盖封部绝缘胶,74-延伸部绝缘胶;
58.101-注液孔,401-第一通孔,601-第二通孔,901-矩形壳体注液孔。
具体实施方式
59.本技术提供了一种电池。
60.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
61.如图1-图13所示,一种电池,包括弧形壳体1和侧封盖板2。其中弧形壳体1的侧面具有侧面开口,弧形壳体1形成有容置空腔。当弧形电芯3通过侧面开口安装至弧形壳体1的容置空腔内后,将侧封盖板2嵌入在侧面开口内,以实现对弧形电芯3的密闭封装;侧封盖板2的形状与侧面开口的形状适配,侧封盖板2的四边上不存在折边结构。
62.其中需要说明的是,弧形电芯3包括:正极耳、负极耳、正集流体、负集流体,以及分别涂覆正集流体和负集流体上的化学物质;正极耳与正极集流体连接,负极耳与负极集流体连接;正极集流体和负极集流体之间设有绝缘的隔膜;正极耳,负极耳从弧形电芯3的相对的两轴向端引出。
63.其中需要说明的是,正极耳,负极耳除了可以从弧形电芯3的相对的两轴向端引出外,也可以在同一端引出,在此不作具体限制。
64.进一步的,本技术中的弧形电芯3具有多个正极耳,多个正极耳通过超声波焊接在一起形成第一极耳组件31;弧形电芯3具有多个负极耳,多个负极耳通过超声波焊接在一起形成第二极耳组件32;第一极耳组件31和第二极耳组件32从弧形电芯3的相对两轴向端引出。
65.其中需要说明的是,第一极耳组件31,第二极耳组件32除了可以从弧形电芯3的相对的两轴向端引出外,也可以在同一端引出,在此不作具体限制。
66.请参阅附图11,电池包括第一极耳支撑件4和第二极耳支撑件5;第一极耳组件31通过第一极耳支撑件4进行支撑,并且通过第一极耳支撑件4固定在弧形外壳1的右侧;第二极耳组件32通过第二极耳支撑件5进行支撑,并且通过第二极耳支撑件5固定在弧形外壳1的左侧。
67.进一步的,弧形壳体1和侧封盖板2均选用金属材质。
68.请参阅附图11,定义电池的上、下、左、右、前、后。其中:侧面开口开设在弧形壳体1的前侧面;第一极耳组件31位于弧形壳体1的右侧;第二极耳组件32位于弧形壳体1的左侧。由于第二极耳组件32和第一极耳组件31分别位于弧形壳体1的左右两侧,并与弧形壳体1存在连接固定关系,因此将壳体的开口设置在前侧面,可以方便弧形电芯3装配至弧形壳体1
的容置空腔中,并且弧形电芯3的左侧和右侧均暴露展示在装配人员面前,便于实现弧形电芯3左右两侧与弧形壳体1的左右两侧的连接固定,操作更加便捷快速,电池组装容易,提升了锂离子电池制成率。
69.本技术的侧封盖板2就是一块板状结构,相比于现有技术中需要在盖板的四边上设置翻折的折边结构,以形成能够扣合在壳体开口上的扣合部来说,无需通过机械扣合的方式,仅将侧封盖板2嵌入在侧面开口内,然后通过焊接或胶接的方式,就可实现侧封盖板2与弧形壳体的密封连接。如此,可进一步避免对弧形壳体1的电芯容纳空间的占用,电池的能量密度进一步提升。通过胶接和焊接的方式不仅便于操作,成本低,而且能够将侧封盖板2牢靠稳固的密封连接在侧面开口内。
70.通过设置第一极耳支撑件4和第二极耳支撑件5,分别实现了对第一极耳组件31和第二极耳组件32的固定,并加强支撑,防止了第一极耳组件31和第二极耳组件32的蓬松、窜动;同时通过第一极耳支撑件4和第二极耳支撑件5可分别将第一极耳组件31和第二极耳组件32快速牢靠的固定在弧形壳体1内。
71.本技术的弧形壳体1和侧封盖板2形成了弧形电芯3的密闭外包装,弧形壳体1和侧封盖板2均选用金属材质,其质地坚硬,对弧形电芯3的密封、保护效果极佳,不仅可以省去在弧形电芯3外包覆铝塑膜软包,减少占据弧形壳体容置空腔的内部空间,有效提升了电池的能量密度;而且保护强度极佳,电池不容易损坏。
72.在本技术的某些实施例中,第一极耳支撑件4远离第一极耳组件31的侧面设置有绝缘胶6,绝缘胶6为与第一极耳支撑件4形状适配的结构,并且完全包裹住第一极耳支撑件4远离第一极耳组件31的侧面。
73.具体的,第一极耳组件31为正极耳组件,第一极耳支撑件4为正极耳支撑件;第二极耳组件32为负极耳组件,第二极耳支撑件5为负极耳支撑件;
74.通过设置绝缘胶6可以将正极耳支撑件快速胶接在弧形壳体1上,同时还保证了正极耳组件与弧形壳体1之间的绝缘连接。
75.在本技术的某些实施例中,弧形壳体1上设置有注液孔101。
76.具体的,将注液孔101设置在弧形壳体1与正极耳组件相对的位置。
77.正极耳支撑件上开设有第一通孔401;绝缘胶6上开设有第二通孔601;其中,注液孔101、第一通孔401和第二通孔601同心设置,以构成电解液灌输通道。通过设置注液孔101实现了电池电解液的添加、补充,电解液的添加快速便捷,灵活适用性极强。
78.其中需要说明的是,注液孔101、第一通孔401和第二通孔601的形状相同,其截面形状不限于为圆形、四边形、多边形。
79.在本技术的某些实施例中,注液孔101处设置有密封连接组件7,密封连接组件7包括:盖封部71、延伸部72、盖封部绝缘胶73和延伸部绝缘胶74。
80.盖封部71能够盖封在注液孔101处,其为板状结构,位于弧形壳体1的外表面;延伸部72延伸设置于盖封部71,延伸部71的形状与电解液灌输通道的形状适配,即延伸部72能够密闭穿进注液孔101、第一通孔401和第二通孔601。盖封部71与延伸部72连接的端面设置有盖封部绝缘胶73;延伸部72的外侧面设置有延伸部绝缘胶74。盖封部71与延伸部72均为导电件,并且延伸部72远离盖封部71的端部能够与正极耳支撑件电连接。
81.盖封部71与延伸部72均为导电件,构成了锂离子电池的正极导电件。通过设置密
封连接组件7不仅实现了对注液孔101的密闭封堵,而且实现了正极导电件与正极耳支撑件的电连接,进而实现了正极导电件与正极耳组件的电连接。通过设置盖封部绝缘胶73和延伸部绝缘胶74实现了正极导电件与弧形壳体1的绝缘连接,防止正极导电件与弧形壳体1接触短路。本技术将注液孔101的密封结构与正极耳组件的正极导电件结构集成为一个密封连接组件7,避免了在弧形壳体1的多个方位进行多个结构的布局,其占用弧形壳体1的空间少,使得锂离子电池的体积能量密度大。
82.在本技术的某些实施例中,绝缘胶6、盖封部绝缘胶73和延伸部绝缘胶74的组成成分相同;组成成分包括:聚乙烯(pe)、聚丙烯(pp)、聚对苯二甲酸乙二酯(pet)、聚偏氟乙烯(pvdf)、聚偏氟乙烯-六氟丙烯(pvdf-hfp)、聚酰胺(pa)、聚酰亚胺(pi)和芳纶(间位芳纶,pmia;对位芳纶ppta)。选用本技术组分的绝缘胶,不仅粘接效果极佳,而且绝缘性能优良。
83.在本技术的某些实施例中,弧形壳体1、侧封盖板2和第二极耳组件32的材质为不锈钢、镍、不锈钢镀镍、铜镀镍中的任一种;第一极耳组件31、盖封部71和延伸部72的材质为铝或铝合金。如上设置,可以保证电池具有良好的硬度需求,同时具有很好的抗腐蚀效果;极耳组件及正极导电件材质的选择,能够保证锂离子电池的倍率放电性能和倍率循环性能。
84.在本技术的某些实施例中,当弧形壳体1作为电池的负极时,负极耳组件与弧形壳体1电连接,即负极耳支撑件远离负极耳组件的侧面通过激光焊接在弧形壳体1的左侧。
85.进一步的,当弧形壳体1不作为电池的负极时,负极耳组件与弧形壳体1绝缘连接,即负极耳支撑件远离负极耳组件的侧面设置有绝缘胶6,绝缘胶6为与负极耳支撑件形状适配的结构,并且完全包裹住负极耳支撑件远离负极耳组件的侧面;通过绝缘胶6将负极耳支撑件固定在弧形壳体1的左侧。
86.在本技术的某些实施例中,由于弧形壳体1和负极耳组件之间绝缘连接,所以弧形壳体1不导电,弧形壳体1不作为电池的负极,此时,在弧形壳体1上设置负极柱铆接结构,即在弧形壳体1上铆接负极柱;负极柱与负极耳支撑件电连接,进而实现了负极柱与负极耳组件的电连接。通过铆接负极柱,能够快速实现锂离子电池与外部电路的电连接。
87.除了设置在壳体上铆接负极柱外,还可以通过激光焊接负极转接片8。使用pack电池自动点焊机焊接负极转接片8时,很容易击穿弧形壳体1,因此将负极转接片8焊接在弧形壳体1与负极耳支撑件相对的位置上,这样负极耳支撑件能够作为弧形壳体1的内衬,增加弧形壳体1的厚度,进而提高焊接强度。
88.进一步的,由于激光焊接会使弧形壳体1的表面形成焊接凸起,因此负极转接片8设计成帽形,详见附图13,即负极转接片8的中间有负极转接片8凸起部,能够避开焊接凸起的位置,负极转接片8的两侧可以用来与壳体激光焊接。
89.在本技术的某些实施例中,第一极耳支撑件4为第一u型结构,形成有第一u型空间;第一极耳组件31固定设置在第一u型空间内。第二极耳支撑件5为第二u型结构,形成有第二u型空间;第二极耳组件32固定设置在第二u型空间内。
90.u型结构的极耳支撑件结构简单,形成的u型空间能够对极耳组件进行全面的包裹覆盖,实现对极耳组件的牢靠支撑、固定;并且u型的极耳支撑件远离极耳组件的侧面面积较大。与弧形壳体具有较大的接触面积,以实现极耳支撑件与弧形壳体1的牢靠固定连接。
91.在本技术的某些实施例中,弧形电性通过热压处理制作成型。封装之前将弧形电
芯3进行热压处理,制成弧形电芯,不仅能使弧形电芯在循环过程中较好的保持自身弧度,使弧形电芯的弧度不易回弹,还能避免制作的电池出现内部短路、内阻升高、容量降低、尺寸不稳定的缺陷,有利于提高弧形电池的质量和寿命。
92.其中需要说明的是,电池除弧形电池外,也可以是非弧形电池,请参阅附图12,矩形电池的壳体为矩形壳体,容纳矩形电芯。
93.锂离子弧形电池的制备方法,如下:
94.s1:将电芯放入弧形夹具中,通过弧形夹具对电芯进行热压处理,制成朝一侧弯曲的弧形电芯;其中,热压处理的温度为80~90℃,热压处理的压力为10~50kg.f/cm2,热压处理的时间为1~3min。
95.s2:将弧形电芯3的多个正极耳通过超声波焊接,得到第一极耳组件31;将弧形电芯3的多个负极耳通过超声波焊接,得到第二极耳组件32;
96.s3:第一极耳支撑件4为u型,形成有正极耳u型空间;正极耳u型空间内的上侧面通过激光焊接,使第一极耳组件31与第一极耳支撑件4连在一起;
97.第二极耳支撑件5为u型,形成有负极耳u型空间;负极耳u型空间内的上侧面通过激光焊接,使第二极耳组件32与第二极耳支撑件5连在一起;
98.s4:在第一极耳支撑件4与弧形壳体之间设置绝缘胶6,绝缘胶6为与第一极耳支撑件4形状适配的u型结构,并且完全包裹住第一极耳支撑件4的表面;通过绝缘胶6将第一极耳支撑件4固定在弧形壳体的容置空腔右侧;
99.第二极耳支撑件5远离第二极耳组件32的侧面通过激光焊接在弧形壳体的左侧;
100.s5:当弧形电芯3装配至弧形壳体1内后,将侧封盖板2嵌入弧形壳体的侧面开口中,并通过焊接或胶接的方式实现侧封盖板2与弧形壳体1的密封连接;
101.s6:通过注液孔101向弧形壳体内注入电解液;用干、湿无纺布或者激光清洗残留在注液孔101表面的电解液;
102.s7:通过夹具密封连接组件7压在注液孔101处,通过盖封部绝缘胶73和延伸部绝缘胶74完成密封连接组件7与弧形壳体的密封绝缘连接;
103.s8:进行气密性检测,氦检密封性测试漏率应小于1.0e-6
mbar.l/s。
104.在一些优选实施例中,步骤s2中,热压处理的时间为1min。由此,通过调整热压处理的温度、压力和时间,有助于弧形电芯3的软化,加快弧形的成型,并在较小的压力下即可使弧形电芯3弯曲成型,且能够使弧形电芯3的弧形形状更加稳固,不易反弹。
105.本技术中涉及的部件、装置仅作为例示性的例子并且不意图要求或暗示必须按照附图示出的方式进行连接、布置、配置。如本领域技术人员将认识到的,可以按任意方式连接、布置、配置这些部件、装置。诸如“包括”、“包含”、“具有”等等的词语是开放性词汇,指“包括但不限于”,且可与其互换使用。这里所使用的词汇“或”和“和”指词汇“和/或”,且可与其互换使用,除非上下文明确指示不是如此。这里所使用的词汇“诸如”指词组“诸如但不限于”,且可与其互换使用。
106.还需要指出的是,在本技术的装置中,各部件是可以分解和/或重新组合的。这些分解和/或重新组合应视为本技术的等效方案。
107.提供所公开的方面的以上描述以使本领域的任何技术人员能够做出或者使用本技术。对这些方面的各种修改对于本领域技术人员而言是非常显而易见的,并且在此定义
的一般原理可以应用于其他方面而不脱离本技术的范围。因此,本技术不意图被限制到在此示出的方面,而是按照与在此公开的原理和新颖的特征一致的最宽范围。
108.为了例示和描述的目的已经给出了以上描述。此外,此描述不意图将本技术的实施例限制到在此公开的形式。尽管以上已经讨论了多个示例方面和实施例,但是本领域技术人员将认识到其某些变型、修改、改变、添加和子组合。
109.以上所述仅为本技术的较佳实施例而已,并不用以限制本技术,凡在本技术的精神和原则之内,所作的任何修改、等同替换等,均应包含在本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。