1.本实用新型涉及发动机领域,具体涉及航空发动机技术。
背景技术:
2.航空发动机涡轮部件工作环境恶劣,失效概率高,模式复杂。
3.低压涡轮中的低涡导向叶片(低压涡轮叶片)是航空发动机的关键部件,其质量性能的提高,对提高发动机制造水平,确保飞行安全具有重要意义。
4.现代航空发动机高压涡轮导向叶片典型冷却结构主要包括扰流柱、气膜孔以及热障涂层等。叶片前缘受冷气/燃气压比限制,常采用致密气膜孔冷却。叶盆、叶背前部低速区常采用气膜或冲击加气膜冷却的复合冷却形式。叶背高速区主要采用冲击冷却形式。叶背后部冲击冷却的冷气会经叶片尾缘的扰流柱对尾缘区域进行冷却,最后从叶片尾缝排出。叶片尾缝排气结构主要有全劈缝和半劈缝。导叶叶片的缘板常采用冲击加气膜的冷却方式。受性能需求的影响,发动机涡轮前温度逐渐升高,给低涡轮导向叶片冷却设计带来了各种问题和矛盾:叶片前缘高温、高热负荷与叶片前缘冷气侧与燃气侧压比较小,因而难以进行复杂冷却设计;致密气膜孔设计受叶片强度、可加工性及冷气量等因素制约;叶背中后部出现燃气分离、转捩换热增加与气膜孔开孔区域限制导致叶片高热负荷区域难以充分冷却;叶片尾缘受壁厚限制,采用全劈缝会影响涡轮性能,采用半劈缝则冷却不足。
技术实现要素:
5.本实用新型的目的在于提供一种发动机用低涡导向叶片,以解决上述至少一个技术问题。
6.本实用新型所解决的技术问题可以采用以下技术方案来实现:
7.一种发动机用低涡导向叶片,包括用于扰动气流的叶片部分和承载叶片的承载部分,叶片根部固定在所述承载部分,且叶片部分与承载部分为一体成型结构,其特征在于:
8.所述叶片部分与承载部分为钛铝合金一体成型结构;
9.所述叶片部分从宽度方向上,分为厚度较低的叶片前缘,和厚度相对较厚的叶片后缘,以及厚度最厚的叶片中部;
10.所述叶片部分,在所述叶片中部与所述叶片前缘之间的位置,内置有至少一个前部空腔;
11.所述前部空腔为截面为角部为圆弧形的三角形的条状空腔,所述前部空腔的深度自叶片部分的顶端,至少到叶片根部;
12.所述前部空腔为截面为角部为圆弧形的三角形,三角形的一个角朝向所述叶片前缘,与所述角相对的边靠近叶片后缘;
13.所述叶片部分,在所述叶片中部与所述叶片后缘之间的位置,内置有至少一个后部空腔;
14.所述后部空腔为截面为角部为圆弧形的三角形的条状空腔,所述后部空腔的深度
自叶片部分的顶端,至少到叶片根部;
15.所述后部空腔为截面为角部为圆弧形的三角形,三角形的一个角朝向所述叶片后缘,与所述角相对的边靠近叶片前缘;
16.所述叶片中部内置有至少一个中部空腔;
17.所述中部空腔为截面为角部为圆弧形的梯形的条状空腔,所述中部空腔的深度自叶片部分的顶端,至少到叶片根部。
18.应当注意,本专利中上述的各种几何图形,在传统几何学上存在尖锐的角部,但是本专利产品是应用于长时间高压、高温,因此尖锐的角部会产生破坏性的剪切力,因此上述描述的图像角部都是截面为圆弧形,以消除剪切力。
19.所述叶片部分表面涂覆有热障涂层,贴近叶片部分的是mcraly金属粘结层,然后往上再涂覆隔热陶瓷层。
20.先涂覆mcraly金属粘结层,可以与钛铝合金进行相对良好的金属性融合。然后涂覆隔热陶瓷层,可以利用隔热陶瓷层表面的光滑特性、耐腐蚀特性阻挡空气中的杂物损坏。
21.上述设计,具有涂覆层结合牢固,抗空气污染物损坏和双重隔热等优点。
22.涂覆mcraly金属粘结层厚度为50~200μm;涂覆隔热陶瓷层厚度为100~400μm,且隔热陶瓷层厚度为mcraly金属粘结层厚度的两倍厚度。
23.通过实验表明,这一厚度搭配比例,可以更好的提高涂覆层的结合牢固度,具有更好的抗空气污染物损坏和双重隔热等优点。是一种优选方案。
24.上述设计中,之所以将前部空腔、后部空腔的截面设置为三角形,而非圆形,是因为考虑到材料受热问题,以及物理应力问题。
25.如果截面设置成圆形,则会造成圆形周围的材料厚度,在各处均差异很大。在高温受热时,各处的膨胀比例存在较大差异,因此长期工作中,因为内部膨胀比例不同,造成内部微裂纹,影响牢固性和金属的抗疲劳性能。
26.本专利中,顺应叶片部分的,一侧薄一侧厚的结构特性,设置成顺应结构的三角形截面,使截面周围的材料厚度大致为处处相当,避免了在高温受热时,各处的膨胀比例存在较大差异。保证了长期使用的物理性能。
27.另外,采用三角形结构,相对于采用其他结构的截面,具有更好的应力特性。在同等质量和外界条件下,具有更好的刚性。
28.因为物理性能得到保证,在相对于传统低涡导向叶片相当的性能的要求下,本专利的一种发动机用低涡导向叶片还有更多的降低重量的空间。
29.所述前部空腔、后部空腔、中部空腔的深度,均自叶片部分的顶端,直到叶片根部,并进入所述承载部分大于1.5cm;且自上而下直至叶片根部的各处截面相同。
30.进一步,使所述承载部分至少深至1.5cm处,与所述叶片部分,具有相当的热力学特性和金属物理特性。
31.虽然减少了所述承载部分的金属含量,降低了重量,但却反而提高了物理性能。大大降低了叶片根部产生裂缝,甚至断裂的风险。
32.所述前部空腔、中部空腔和后部空腔,均在所述叶片部分的顶端设有开口;
33.所述后部空腔,在所述叶片部分的背面设置有在长度方向,每隔10~20厘米,设置一个透气孔;
34.在透气孔同等高度,对应的还设置有,贯穿前部空腔与中部空腔,以及贯穿中部空腔和后部空腔的两个通孔。
35.通过上述设计,使两个空腔联通,保证内压均衡,并且可以相互通过内部气体传递热量,保证温度尽量一致。保证热力性能。
36.之所以设置为同一高度,是方便一次性打孔成型。
37.另外,又设置了位于所述叶片部分背部,且位于叶片中部靠近叶片后缘处的多个个透气孔。使三个空腔内的气压能够保证内外平衡。
38.又因为透气孔的设置位置,使透气孔处避免了所述叶片部分主动对气流造成的压力。因此透气孔处在调整内外气压时,气流平缓。避免了对开口处的金属损伤,也降低了气流扰流。
附图说明
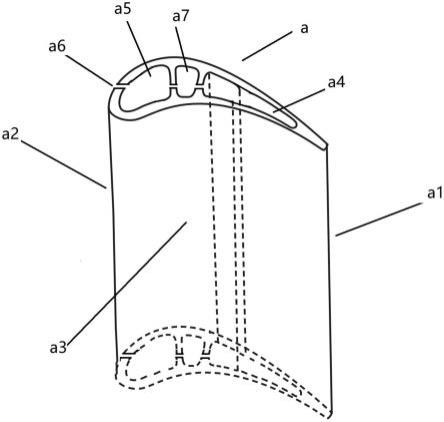
39.图1为本实用新型的透气孔处截面示意图。
具体实施方式
40.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示进一步阐述本实用新型。
41.参照图1,一种发动机用低涡导向叶片,包括用于扰动气流的叶片部分a和承载叶片的承载部分,叶片根部固定在承载部分,且叶片部分a与承载部分为一体成型结构,叶片部分a与承载部分为钛铝合金一体成型结构;叶片部分a从宽度方向上,分为厚度较低的叶片前缘a1,和厚度相对较厚的叶片后缘a2,以及厚度最厚的叶片中部a3;叶片部分a,在叶片中部a3与叶片前缘a1之间的位置,内置有至少一个前部空腔a4;前部空腔a4为截面为角部为圆弧形的三角形的条状空腔,前部空腔a4的深度自叶片部分a的顶端,至少到叶片根部;前部空腔a4为截面为角部为圆弧形的三角形,三角形的一个角朝向叶片前缘a1,与角相对的边靠近叶片后缘a2;叶片部分a,在叶片中部a3与叶片后缘a2之间的位置,内置有至少一个后部空腔a5;后部空腔a5为截面为角部为圆弧形的三角形的条状空腔,后部空腔a5的深度自叶片部分a的顶端,至少到叶片根部;后部空腔a5为截面为角部为圆弧形的三角形,三角形的一个角朝向叶片后缘a2,与角相对的边靠近叶片前缘a1;叶片中部a3内置有至少一个中部空腔a7;中部空腔a7为截面为角部为圆弧形的梯形的条状空腔,中部空腔a7的深度自叶片部分a的顶端,至少到叶片根部。
42.应当注意,本专利中上述的各种几何图形,在传统几何学上存在尖锐的角部,但是本专利产品是应用于长时间高压、高温,因此尖锐的角部会产生破坏性的剪切力,因此上述描述的图像角部都是截面为圆弧形,以消除剪切力。
43.叶片部分a表面涂覆有热障涂层,贴近叶片部分a的是mcraly金属粘结层,然后往上再涂覆隔热陶瓷层。
44.先涂覆mcraly金属粘结层,可以与钛铝合金进行相对良好的金属性融合。然后涂覆隔热陶瓷层,可以利用隔热陶瓷层表面的光滑特性、耐腐蚀特性阻挡空气中的杂物损坏。
45.上述设计,具有涂覆层结合牢固,抗空气污染物损坏和双重隔热等优点。
46.涂覆mcraly金属粘结层厚度为50~200μm;涂覆隔热陶瓷层厚度为100~400μm,且
隔热陶瓷层厚度为mcraly金属粘结层厚度的两倍厚度。通过实验表明,这一厚度搭配比例,可以更好的提高涂覆层的结合牢固度,具有更好的抗空气污染物损坏和双重隔热等优点。是一种优选方案。
47.上述设计中,之所以将前部空腔a4、后部空腔a5的截面设置为三角形,而非圆形,是因为考虑到材料受热问题,以及物理应力问题。
48.如果截面设置成圆形,则会造成圆形周围的材料厚度,在各处均差异很大。在高温受热时,各处的膨胀比例存在较大差异,因此长期工作中,因为内部膨胀比例不同,造成内部微裂纹,影响牢固性和金属的抗疲劳性能。
49.本专利中,顺应叶片部分a的,一侧薄一侧厚的结构特性,设置成顺应结构的三角形截面,使截面周围的材料厚度大致为处处相当,避免了在高温受热时,各处的膨胀比例存在较大差异。保证了长期使用的物理性能。
50.另外,采用三角形结构,相对于采用其他结构的截面,具有更好的应力特性。在同等质量和外界条件下,具有更好的刚性。
51.因为物理性能得到保证,在相对于传统低涡导向叶片相当的性能的要求下,本专利的一种发动机用低涡导向叶片还有更多的降低重量的空间。
52.前部空腔a4、后部空腔a5、中部空腔a7的深度,均自叶片部分a的顶端,直到叶片根部,并进入承载部分大于1.5cm;且自上而下直至叶片根部的各处截面相同。
53.进一步,使承载部分至少深至1.5cm处,与叶片部分a,具有相当的热力学特性和金属物理特性。
54.虽然减少了承载部分的金属含量,降低了重量,但却反而提高了物理性能。大大降低了叶片根部产生裂缝,甚至断裂的风险。
55.前部空腔a4、中部空腔a7和后部空腔a5,均在叶片部分a的顶端设有开口;后部空腔a5,在叶片部分a的背面设置有在长度方向,每隔10~20厘米,设置一个透气孔a6;在透气孔a6同等高度,对应的还设置有,贯穿前部空腔a4与中部空腔a7,以及贯穿中部空腔a7和后部空腔a5的两个通孔。
56.通过上述设计,使两个空腔联通,保证内压均衡,并且可以相互通过内部气体传递热量,保证温度尽量一致。保证热力性能。之所以设置为同一高度,是方便一次性打孔成型。而且降低空气流通阻力。
57.另外,又设置了位于叶片部分a背部,且位于叶片中部a3靠近叶片后缘a2处的多个个透气孔a6。使三个空腔内的气压能够保证内外平衡。
58.又因为透气孔a6的设置位置,使透气孔a6处避免了叶片部分a主动对气流造成的压力。因此透气孔a6处在调整内外气压时,气流平缓。避免了对开口处的金属损伤,也降低了气流扰流。
59.以上显示和描述了本实用新型的基本原理和主要特征以及本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。