1.本实用新型涉及餐巾纸制造技术领域,尤其涉及一种理纸运输机构。
背景技术:
2.现有的餐巾纸机会将成卷的纸张进行折叠形成纸张堆,纸张堆每隔一定厚度即抬高一点,以使得裁切刀从纸张堆的中间进行裁切后,将大的纸巾堆一分为二,以便在裁切刀的左侧和右侧分别形成若干个包含一定数量纸张的第一纸巾单元和第二纸巾单元,然而在将第一纸巾单元和第二纸巾单元运输至下一工序时,由于第一纸巾单元和第二纸巾单元的裁切面是相对设置的,那么在运输时,第二纸巾单元的裁切面会与第二纸巾单元在运往下一工序时的移动方向相向设置,从而造成第二纸巾单元的纸巾出现飞纸的情况,十分不稳定。
3.因此,亟需一款理纸运输机构,能减少纸巾单元在往下一工序运输时出现飞纸的情况,从而提高运输时的稳定性。
技术实现要素:
4.本实用新型的目的在于提供一种理纸运输机构,用于减少纸巾单元在往下一工序运输时出现飞纸的情况,从而提高运输时的稳定性。
5.本实用新型的目的采用以下技术方案实现:
6.一种理纸运输机构,包括:
7.中转组件,所述中转组件包括第一中转部和第二中转部,所述第一中转部和第二中转部均设置有送料工位和出料工位,所述送料工位与相应的出料工位相对设置;
8.运输组件,所述运输组件设置于出料工位一侧且连通第一中转部的出料工位和第二中转部的出料工位;
9.第一送料组件,所述第一送料组件设置于第一中转部的送料工位,所述第一送料组件用于将第一纸巾单元输送至第一中转部上;
10.第一出料组件,所述第一出料组件用于将第一中转部上的第一纸巾单元输送至运输组件上,所述运输组件用于将第一纸巾单元运输至下一工序,从所述第一中转部运出的第一纸巾单元的裁切面与第一纸巾单元在运输组件上移动的方向相反;
11.第二送料组件,所述第二送料组件设置于第二中转部的送料工位,所述第二送料组件用于将第二纸巾单元输送至第二中转部上,所述第一中转部上的第一纸巾单元的裁切面和所述第二中转部上换向前的第二纸巾单元的裁切面相对设置;
12.第二换向组件,所述第二换向组件用于对第二中转部上的第二纸巾单元进行换向;
13.第二出料组件,所述第二出料组件用于将第二中转部上的第二纸巾单元输送至运输组件上,所述运输组件用于将第二纸巾单元运输至下一工序,从所述第二中转部运输出的第二纸巾单元的裁切面与第二纸巾单元在运输组件上移动的方向相反。
14.优选地,所述第一送料组件和第二送料组件均包括升降台、第一伸缩件、送料板和第二伸缩件,所述第一伸缩件用于驱动升降台沿重力方向往复移动,以使得升降台的顶面可向上移动至与第一中转部和第二中转部的顶面齐平,所述第二伸缩件用于驱动送料板将升降台上的第一纸巾单元和第二纸巾单元分别运送至第一中转部和第二中转部上。
15.优选地,所述理纸运输机构还包括有支撑架,所述支撑架的部分延伸至第一中转部的上方,所述第一出料组件包括第三伸缩件、第一收紧板、第四伸缩件和第一出料板,所述第三伸缩件和第四伸缩件均设置于支撑架位于第一中转部的上方的部分,所述第三伸缩件用于驱动第一收紧板水平往复移动并将第一中转部上的第一纸巾单元推动至第一出料板的前侧,所述第四伸缩件用于驱动第一出料板水平往复移动并将位于第一出料板前侧的第一纸巾单元推动至运输组件上。
16.优选地,所述第二换向组件包括回转件和贯穿第二中转部的换向台,所述回转件用于驱动换向台往复旋转180度。
17.优选地,所述回转件包括回转气缸,所述回转气缸的输出端与换向台的底部固定连接。
18.优选地,所述支撑架的部分延伸至第二中转部的上方,所述第二出料组件包括第五伸缩件、第二收紧板、第六伸缩件和第二出料板,所述第五伸缩件和第六伸缩件均设置于支撑架位于第二中转部的上方的部分,所述第五伸缩件用于驱动第二收紧板水平往复移动并将第二中转部上的第二纸巾单元推动至换向台上,所述第六伸缩件用于驱动第二出料板水平往复移动并将换向台上的第二纸巾单元推动至运输组件上。
19.优选地,所述第一伸缩件、第二伸缩件、第三伸缩件、第四伸缩件、第五伸缩件和第六伸缩件包括气缸、油缸或电推杆。
20.优选地,所述第一中转部上设置有与第一收紧板相对设置的第一限位板,所述第一收紧板将第一中转部上的第一纸巾单元推动至第一出料板的前侧并抵靠第一限位板以对第一纸巾单元进行理纸,所述第一中转部上还设置有与送料板相对设置的第一挡板,所述送料板将升降台上的第一纸巾单元运送至第一中转部后抵靠第一挡板以对第一纸巾单元进行理纸,所述第一限位板和第一挡板之间形成有第一出料口,所述第一出料板与第一出料口的位置相对应。
21.优选地,所述第二中转部上设置有与第二收紧板相对设置的第二限位板,所述第二收紧板将第二中转部上的第二纸巾单元推动至换向台上并抵靠第二限位板以对第二纸巾单元进行理纸,所述第二中转部上还设置有与送料板相对设置的第二挡板,所述送料板将升降台上的第二纸巾单元运送至第二中转部后抵靠第二挡板以对第二纸巾单元进行理纸,所述第二限位板和第二挡板之间形成有第二出料口,所述第二出料板与第二出料口的位置相对应。
22.优选地,所述理纸运输机构还包括控制器,所述第一伸缩件、第二伸缩件、第三伸缩件、第四伸缩件、第五伸缩件、第六伸缩件、回转件均与控制器电性连接。
23.与现有技术相比,本实用新型的有益效果至少包括:
24.通过第二换向组件对第二中转部上的第二纸巾单元进行换向后,从而使得进入到运输组件上的第二纸巾单元的裁切面与第二纸巾单元在运输组件上移动的方向相反,以使得第二纸巾单元在运输组件上移动时,不会出现飞纸的情况,从而减少了纸巾单元在运输
时出现飞纸的情况,提高了运输时的稳定性。
附图说明
25.图1是本实用新型实施例理纸运输机构的结构示意图;
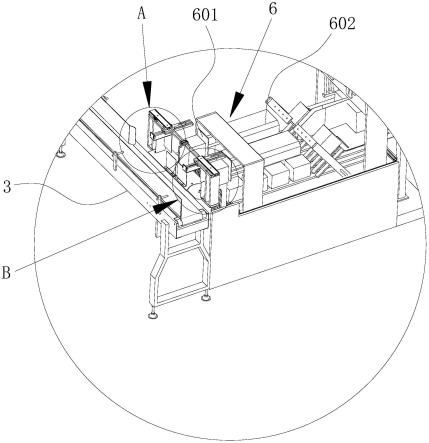
26.图2是图1中a部结构的放大示意图;
27.图3是图2中b部结构的放大示意图。
28.图中:1、第一中转部;2、第二中转部;3、运输组件;6、第一送料组件;600、升降台;601、送料板;602、第二伸缩件;7、第一出料组件;700、第三伸缩件;701、第一收紧板;702、第四伸缩件;703、第一出料板;8、第二送料组件;9、第二换向组件;900、换向台;10、第二出料组件;100、第五伸缩件;101、第二收紧板;102、第六伸缩件;103、第二出料板;11、支撑架;12、第一限位板;13、第一挡板;14、第二限位板;15、第二挡板;16、第一出料口;17、第二出料口。
具体实施方式
29.现在将参考附图更全面地描述示例实施方式。然而,示例实施方式能够以多种形式实施,且不应被理解为限于在此阐述的实施方式;相反,提供这些实施方式使得本实用新型更全面和完整,并将示例实施方式的构思全面地传达给本领域的技术人员。在图中相同的附图标记表示相同或类似的结构,因而将省略对它们的重复描述。
30.本实用新型中所描述的表达位置与方向的词,均是以附图为例进行的说明,但根据需要也可以做出改变,所做改变均包含在本实用新型保护范围内。
31.本实用新型提供一种理纸运输机构,包括中转组件、运输组件3、第一送料组件6、第一出料组件7、第二送料组件8、第二换向组件9和第二出料组件10。
32.如图1至图3所示,中转组件包括第一中转部1和第二中转部2,第一中转部1和第二中转部2均设置有送料工位和出料工位,送料工位和出料工位并未在图中示出,送料工位与相应的出料工位相对设置,运输组件3设置于出料工位一侧且连通第一中转部1的出料工位和第二中转部2的出料工位,第一送料组件6设置于第一中转部1的送料工位,第一送料组件6用于将第一纸巾单元输送至第一中转部1上,第一纸巾单元可以包括多个叠放的纸巾,第一出料组件7用于将第一中转部1上的第一纸巾单元输送至运输组件3上,运输组件3用于将第一纸巾单元运输至下一工序,从第一中转部1运出的第一纸巾单元的裁切面与第一纸巾单元在运输组件3上移动的方向相反。
33.第二送料组件8设置于第二中转部2的送料工位,第二送料组件8用于将第二纸巾单元输送至第二中转部2上,第二纸巾单元可以包括多个叠放的纸巾,第一中转部1上的第一纸巾单元的裁切面和第二中转部2上换向前的第二纸巾单元的裁切面相对设置,相对设置是指两个裁切面面对面设置,第二换向组件9用于对第二中转部2上的第二纸巾单元进行换向,第二出料组件10用于将第二中转部2上的第二纸巾单元输送至运输组件3上,运输组件3用于将第二纸巾单元运输至下一工序,从第二中转部2运输出的第二纸巾单元的裁切面与第二纸巾单元在运输组件3上移动的方向相反。
34.具体他说,纸巾堆在被裁切刀裁切为若干个第一纸巾单元和第二纸巾单元后,后面的纸巾单元会推动前面的纸巾单元向前移动,第一纸巾单元会通过第一送料组件6送入
到第一中转部1上,再由第一出料组件7将第一纸巾单元输送至运输组件3上,运输组件3可以是传送带,此处需要说明的是,从第一中转部1运出的第一纸巾单元的裁切面与第一纸巾单元在运输组件3上移动的方向相反,而第二纸巾单元通过第二送料组价输送至第二中转部2时,由于此时第二纸巾单元的裁切面和在第一中转部1上时第一纸巾单元的裁切面相对设置,因此,需要使用第二换向组件9对第二纸巾单元进行换向,以使得第二中转部2运输出的第二纸巾单元的裁切面与第二纸巾单元在运输组件3上移动的方向相反,此时运输组件3在运输第一纸巾单元和第二纸巾单元的过程中,第一纸巾单元和第二纸巾单元均不会出现飞纸的情况,大大提高了运输时的稳定性。
35.作为本实施例的进一步实施方式,如图1至图3所示,第一送料组件6和第二送料组件8均包括升降台600、第一伸缩件、送料板601和第二伸缩件602,第一伸缩件并未在图中示出,第一伸缩件驱动升降台600沿重力方向往复移动,以使得第一纸巾单元和第二纸巾单元到达升降台600后,升降台600可向上移动至其顶面至与第一中转部1和第二中转部2的顶面齐平,此时第二伸缩件602驱动送料板601将升降台600上的第一纸巾单元和第二纸巾单元分别运送至第一中转部1和第二中转部2上,第一伸缩件和第二伸缩件602可以为气缸、油缸或电推杆,本实施例中优选为气缸,此处需要说明的是,升降台600的宽度与纸巾单元的宽度相同,每次只能上一个第一纸巾单元和一个第二纸巾单元,通过第二伸缩件602配合送料板601,有序且高效的将第一纸巾单元输送至第一中转部1上,将第二纸巾单元输送至第二中转部2上。
36.作为本实施例的进一步实施方式,如图1所示,理纸运输机构还包括有支撑架11,支撑架11的部分延伸至第一中转部1的上方和延伸至第二中转部2的上方,第一出料组件7包括第三伸缩件700、第一收紧板701、第四伸缩件702和第一出料板703,第三伸缩件700和第四伸缩件702均设置于支撑架11位于第一中转部1的上方的部分,当第一纸巾单元进入到第一中转部1上时,第三伸缩件700驱动第一收紧板701水平移动并将第一中转部1上的第一纸巾单元推动至第一出料板703的前侧,随后第四伸缩件702驱动第一出料板703水平移动并将位于第一出料板703前侧的第一纸巾单元推动至运输组件3上,随后第三伸缩件700带动第一收紧板701复位至初始位置,第四伸缩件702带动第一出料板703复位至初始位置,等待下一个进入到第一中转部1的第一纸巾单元,而第二出料组件10包括第五伸缩件100、第二收紧板101、第六伸缩件102和第二出料板103,第五伸缩件100和第六伸缩件102均设置于支撑架11位于第二中转部2的上方的部分,当第二纸巾单元进入到第二中转部2上时,第五伸缩件100驱动第二收紧板101水平移动并将第二中转部2上的第二纸巾单元推动至换向台900上,第六伸缩件102驱动第二出料板103水平移动并将换向台900上的第二纸巾单元推动至运输组件3上,随后第五伸缩件100带动第二收紧板101复位至初始位置,第六伸缩件102带动第二出料板103复位至初始位置,等待下一个进入到第二中转部2的第二纸巾单元,上述结构有序且高效,实现了纸巾单元在中转部的一进一出,而纸巾单元在进入中转部的位置与从中转部出去的位置相对交错设置,当第一纸巾单元和第二纸巾单元分别进入到第一中转部1和第二中转部2时,第一纸巾单元和第二纸巾单元紧邻设置,而经第一收紧板701和第二收紧板101的推动后,第一纸巾单元和第二纸巾单元的距离增大,以使得进入到运输组件3上后第一纸巾单元和第二纸巾单元之间的间隔较大,从而方便下一工序进行操作,此处需要说明的是,第三伸缩件700、第四伸缩件702、第五伸缩件100和第六伸缩件102可以是气
缸、油缸和电推杆,本实施例中优选为气缸。
37.作为本实施例的进一步实施方式,如图1至图3所示,第二换向组件9包括回转件和贯穿第二中转部2的换向台900,回转件并未在图中示出,回转件设置为回转气缸,回转气缸的输出端与换向台900的底部固定连接,当第二纸巾单元移动到换向台900上时,回转件驱动换向台900往复旋转180度,以使得从第二中转部2运输出的第二纸巾单元的裁切面与第二纸巾单元在运输组件3上移动的方向相反,当完成换向后的第二纸巾单元进入到运输组件3上时,回转件驱动换向台900转动至初始位置等待下一个第二纸巾单元,上述结构使得第二纸巾单元不会在运输组件3上移动的过程中出现飞纸的情况,提高了运输的稳定性,同时也做到了纸巾单元的一进一出,有序且高效。
38.作为本实施例的进一步实施方式,如图1至图3所示,第一中转部1上设置有与第一收紧板701相对设置的第一限位板12,第一收紧板701将第一中转部1上的第一纸巾单元推动至第一出料板703的前侧并抵靠第一限位板12以对第一纸巾单元进行理纸,第一中转部1上还设置有与送料板601相对设置的第一挡板13,送料板601将升降台600上的第一纸巾单元运送至第一中转部1后抵靠第一挡板13以对第一纸巾单元进行理纸,从而使得第一纸张单元的侧面对齐,避免第一纸巾单元的纸张出现交错设置的情况,第一限位板12和第一挡板13之间形成有第一出料口16,第一出料板703与第一出料口16的位置相对应,以使得第一出料板703的移动可带动第一纸巾单元从第一出料口16移动至运输组件3上。
39.第二中转部2上设置有与第二收紧板101相对设置的第二限位板14,第二收紧板101将第二中转部2上的第二纸巾单元推动至换向台900上并抵靠第二限位板14以对第二纸巾单元进行理纸,第二中转部2上还设置有与送料板601相对设置的第二挡板15,送料板601将升降台600上的第二纸巾单元运送至第二中转部2后抵靠第二挡板15以对第二纸巾单元进行理纸,从而使得第二纸张单元的侧面对齐,避免第二纸巾单元的纸张出现交错设置的情况,第二限位板14和第二挡板15之间形成有第二出料口17,第二出料板103与第二出料口17的位置相对应,以使得第二出料板103的移动可带动第二纸巾单元从第二出料口17移动至运输组件3上。
40.作为本实施例的进一步实施方式,理纸运输机构还包括控制器,第一伸缩件、第二伸缩件602、第三伸缩件700、第四伸缩件702、第五伸缩件100、第六伸缩件102、回转件均与控制器电性连接,控制器控制第一伸缩件、第二伸缩件602、第三伸缩件700、第四伸缩件702、第五伸缩件100、第六伸缩件102、回转件运转,以使得该理纸运输机构实现了全自动化,从而提高了工作效率。
41.尽管上面已经示出和描述了本实用新型的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本实用新型的限制,本领域的普通技术人员在不脱离本实用新型的原理和宗旨的情况下,在实用新型的范围内可以对上述实施例进行变化、修改、替换和变型,所有的这些改变都应该属于本实用新型权利要求的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
