1.本技术涉及显示技术领域,尤其涉及一种基板跨机台方法及显示面板生产线。
背景技术:
2.现有的显示面板生产厂家中的彩膜基板生产厂线采用的是将彩色滤光片与阵列(array)基板集成在一起的技术。其制程顺序为薄膜晶体管基板(thin film transistor,tft)-红色滤光层(r)-绿色滤光层(g)-蓝色滤光层(g)-array tft制程-黑色矩阵(black matrix,bm)-氧化铟锡涂布(ito)。在整个制程中,每一个工站需要将装有玻璃的多层卡匣派送至生产线的投料机台,而完成该制程后,需要将已经完成制程的玻璃基板从生产线的收料机台上撤出至多层储位中;然后再次规划将装有玻璃基板的多层卡匣派送至下一个制程中。
3.现有的生产线在r、g、b、bm、ito等相邻主制程产仍然需要频繁的对玻璃基板进行上机台或下机台的操作,以及等待路径规划与派送,会造成一定的产能损失。
技术实现要素:
4.本技术实施例提供一种基板跨机台方法及显示面板生产线,旨在解决现有技术下的显示面板生产过程中频繁上下机台,造成产能损失的问题。
5.第一方面,本技术实施例提供一种基板跨机台生产方法,应用于显示面板生产线,所述显示面板生产线包括用于显示面板生产过程中完成第一制程的第一制程机台,完成第二制程的第二制程机台,以及连接第一制程机台和第二制程机台不完成制程的过渡机台,所述第一制程在所述第二制程之前;
6.所述方法包括:
7.当所述基板在所述第一制程机台上完成所述第一制程后,判断所述第一制程机台是否为可跨机台模式;
8.判断基板的质量等级是否满足预设基板质量等级要求;
9.判断所述第二制程机台参数是否满足预设机台参数要求;
10.若所述第一制程机台为可跨机台模式,所述基板的质量等级满足预设基板质量等级要求,且所述第二制程机台参数满足预设机台参数要求,则确定所述基板可以跨机台生产;
11.在所述基板从过渡机台进入第二制程机台后,在所述第二制程机台直接进行所述第二制程。
12.进一步地,所述若所述第一制程机台为可跨机台模式,所述基板的质量等级满足预设基板质量等级要求,且所述第二制程机台参数满足预设机台参数要求,则确定所述基板可以跨机台生产,包括:
13.若所述第一制程机台为可跨机台模式,所述基板的质量等级满足预设基板质量等级要求且所述第二制程机台参数满足预设机台参数要求,获取预设跨线允许标识,并更新
所述预设跨线允许标识为第一参数;
14.判断所述第二制程是否为所述第一制程相邻的下游制程;
15.若所述第二制程为所述第一制程相邻的下游制程,则保持所述预设跨线允许标识为第一参数;
16.所述基板根据所述预设跨线允许标识进行跨机台生产,所述基板直接从所述第一制程进入所述第二制程。
17.进一步地,所述方法还包括:
18.若所述第一制程机台不为可跨机台模式,或所述基板质量等级不满足预设基板质量等级要求,或所述第二制程机台参数不满足预设机台参数要求,则确定所述基板不可跨机台生产,更新所述预设跨线允许标识为第二参数;
19.若所述第一制程机台为可跨机台模式,所述基板的质量等级满足预设基板质量等级要求,且所述第二制程机台参数满足预设机台参数要求,所述第二制程不是所述第一制程相邻的下游制程,则确定所述基板不可跨机台生产,更新所述预设跨线允许标识为所述第二参数。
20.进一步地,预设第一控制系统控制所述显示面板生产线,预设多个第二控制系统分别控制所述第一制程和所述第二制程;所述第一制程机台包括多个子机台,所述多个子机台按照所述第一制程的制程顺序排列,以所述第一制程中处于末位的子机台为目标机台,所述目标机台包括缓冲区;
21.在所述基板根据所述预设跨线允许标识进行跨机台生产,所述基板直接从所述第一制程进入所述第二制程之前,所述方法还包括:
22.当所述基板进入所述缓冲区后,所述第一制程对应的所述第二控制系统判断所述基板是否可以跨机台生产;
23.若所述基板可以跨机台生产,所述第一制程对应的所述第二控制系统生成跨线检测请求发送给所述第一控制系统;
24.所述第一控制系统根据所述跨线检测请求,获取所述基板对应的所述预设跨线允许标识和预设基板抽检策略;
25.所述第一控制系统根据所述预设基板抽检策略更新所述预设跨线允许标识。
26.进一步地,所述预设基板抽检策略包括所述基板对应的抽检频率以及抽检类型;所述基板放置在预设卡匣中,所述卡匣中同时存放多个基板;
27.所述第一控制系统根据所述预设基板抽检策略更新所述预设跨线允许标识,包括:
28.根据所述抽检频率判断所述基板是否被抽检;
29.若所述基板被抽检,以被抽检的基板为目标基板,所述目标基板所处的卡匣为目标卡匣;
30.更新所述目标基板对应的所述预设跨线允许标识为第二参数;
31.更新所述目标基板对应的抽检类型参数为第一抽检类型参数;
32.更新所述目标卡匣中除所述目标基板之外的其他所有基板对应的所述预设跨线允许标识为所述第二参数;
33.更新所述目标卡匣中除所述目标基板之外的其他所有基板对应的抽检类型参数
为第二抽检类型参数。
34.进一步地,所述方法还包括:
35.若所述基板未被抽检,更新所述基板对应的所述预设跨线允许标识为第三参数;
36.更新所述基板对应的抽检类型参数为所述第二抽检类型参数。
37.进一步地,在所述第一控制系统获取所述基板对应的所述预设跨线允许标识之后,所述方法还包括:
38.若所述基板对应的所述预设跨线允许标识为所述第二参数,直接更新所述基板对应的抽检类型参数为所述第二抽检类型参数。
39.进一步地,在所述基板完成所述第一制程,判断所述第一制程机台是否为可跨机台模式之前,所述方法还包括:
40.发送预设上机台请求至所述第一控制系统;
41.所述第一控制系统根据所述上机台请求,获取与所述基板对应的帐料信息以及与所述第一制程关联的下一个制程的目标制程信息;
42.所述第二控制系统获取所述基板对应的帐料信息和所述目标制程信息;
43.所述第二控制系统根据所述制程信息,判断所述第二制程的制程信息与所述目标制程信息是否匹配。
44.进一步地,所述基板在所述第一制程机台上流片时,判断所述第二制程机台的机台参数是否成功设置。
45.第二方面,本技术实施例还提供一种显示面板生产线,所述显示面板生产线包括用于显示面板生产过程中完成第一制程的第一制程机台,完成第二制程的第二制程机台,以及连接第一制程机台和第二制程机台之间不完成制程的过渡机台,所述第一制程在所述第二制程之前,所述显示面板生产线用于实现如上任一项所述基板跨机台生产方法中的步骤。
46.本技术实施例提供的基板跨机台生产方法及显示面板生产线,通过判断基板以及机台是否满足预设的跨机台要求,且当基板和机台均满足预设的跨机台要求后,通过设置的相邻两个制程机台之间的过渡机台,使得基板从前一个制程机台通过过渡机台直接移动至下一个制程机台,无需进行上下机操作,可以有效的提升显示面板的产能,节约人力物力。
附图说明
47.下面结合附图,通过对本技术的具体实施方式详细描述,将使本技术的技术方案及其它有益效果显而易见。
48.图1为本技术实施例提供的基板跨机台生产方法一实施例流程示意图;
49.图2为本技术实施例提供的基板跨机台生产另一实施例流程示意图,可以包括;
50.图3为本技术实施例提供的基板抽检一实施例示意图;
51.图4为本技术实施例提供的更新预设跨线允许标识一实施例流程示意图。
具体实施方式
52.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完
整地描述。显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
53.在本技术的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个所述特征。在本技术的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
54.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接或可以相互通讯;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
55.在本技术中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
56.下文的公开提供了许多不同的实施方式或例子用来实现本技术的不同结构。为了简化本技术的公开,下文中对特定例子的部件和设置进行描述。当然,它们仅仅为示例,并且目的不在于限制本技术。此外,本技术可以在不同例子中重复参考数字和/或参考字母,这种重复是为了简化和清楚的目的,其本身不指示所讨论各种实施方式和/或设置之间的关系。此外,本技术提供了的各种特定的工艺和材料的例子,但是本领域普通技术人员可以意识到其他工艺的应用和/或其他材料的使用。
57.本技术提供一种基板跨机台生产方法及显示面板生产线,以下分别进行说明。
58.本技术提供的基板跨机台生产方法,应用于显示面板生产线。在实际的显示面板生产中,显示面板的生产线包括用于显示面板生产过程中的多个制程机台。例如,包括完成第一制程的第一制程机台,完成第二制程的第二制程机台,以及连接第一制程机台和第二制程机台但不完成制程的过渡机台。
59.在实际的显示面板生产线上还可以包括装玻璃的卡匣(cst),在显示面板进行生产前,需要将多层卡匣进行上机操作以将玻璃上机到生产线中;完成相应显示面板制程后再进行下机操作,将完成制程的玻璃基板从生产线上下机,同样存储在卡匣(cst)中。而实际的显示面板生产线上还可以包括传送与储存卡匣的装置(stocker)。
60.在实际的生产环境中,每一个制程机台均对应各自的机台标识。例如,fbmph100为进行黑色矩阵制程(black matrix,bm)的制程机台,fbmph100即为机台对应的机台标识;而
fbito100为涂布氧化铟锡(ito)的制程机台;fbito100也是机台对应的机台标识。而fbrph100、fbgph100、fbbph100和fbwph100分别为制备rgbw色阻层的制程机台;brph100、fbgph100、fbbph100和fbwph100同样为机台标识。在本技术的实施例中,通常来说,机台标识与机台是一一对应的关系。
61.且由于显示面板的多个制程的先后关系是绝对关联的,因此fbmph100机台和fbito100机台相邻,且fbmph100机台在前,fbito100机台在后。同理,fbrph100、fbgph100、fbbph100和fbwph100也以rgbw的制程顺序排列。
62.在本技术的实施例中,操作人员可以依据实际需要选择性开启不同制程之间的过渡机台,以进行跨机台生产。比如只选择fbrph100到fbgph100开启跨机台生产;也可以选择fbrph100,fbgph100,fbbph100,fbwph100四个不同的制程之间都开启跨机台生产。
63.对于显示面板生产线上的所有制程机台来说,每个制程机台均包括两种跨机台模式(short cut mode),分别为:可跨机台模式(short cut mode为enable)和不可跨机台模式两种;而机台的机台模式可以在两种模式之间切换。当机台为可跨机台模式时,基板可以进行跨机台生产;而当机台为不可跨机台模式时,基板无法进行跨机台生产,基板仍要按照现有技术中先下机台,再上机台的操作进行生产。
64.在本技术的实施例中,相邻的两个制程之间算一组关联制程,基板在关联制程之间实现跨机台生产。如果基板需要跨机台生产,则需要将相邻两个制程对应的机台均切换为可跨机台模式,即将制程机台的short cut mode切为enable。
65.在一个具体实施例中,如果要开启fbgph100制程与fbbph100制程之间的跨机台生产,需将fbbph100对应的制程机台的short cut mode切为enable,或者fbbph100对应的制程机台生产机台模式切换请求(short cut mode change command),并将机台模式切换请求(short cut mode change command)发送给fbbph100对应的制程机台,以实现fbbph100对应的制程机台的机台模式的切换。
66.需要说明的是,在本技术的实施例中,每一个制程对应的制程机台对应的跨机台模式,需要时刻上报给控制系统,以便于操作人员确认每个制程机台对应的跨机台模式。
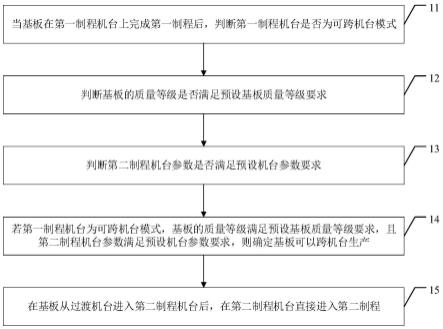
67.如图1所示,为本技术实施例提供的基板跨机台生产方法一实施例流程示意图,可以包括:
68.11、当基板在第一制程机台上完成第一制程后,判断第一制程机台是否为可跨机台模式。
69.在本技术的实施例中,当基板完成显示面板的第一制程后,需要判断基板是否可以进行跨机台生产,以使得基板无需进行下机操作而进行后续的其他制程。因此,当基板完成第一制程后,首先要判断第一制程机台是否为可跨机台模式,只有第一制程机台为可跨机台模式,基板才能进行跨机台操作。
70.12、判断基板的质量等级是否满足预设基板质量等级要求。
71.具体的,当基板跨机台生产时,还需要保证基板的质量等级(job data)满足预设基板质量等级要求;即基板没有各种异常。在本技术的一个具体实施例中,若是基板的质量等级满足预设基板质量等级要求,则基板的质量等级(job data)可以为ok。
72.需要说明的是,对于不同的基板来说,基板对应的基板的质量等级要求也不同;对于不同的基板来说,只需要基板的质量等级满足自身对应的基板的质量等级要求即可。
73.13、判断第二制程机台参数是否满足预设机台参数要求。
74.在本技术的实施例中,由于基板需要从第一制程机台流片至第二制程机台,以在第二制程机台中进行第二制程,因此还需要确认第二制程机台是否设置好;即确认第二制程机台对应的机台参数是否满足预设机台参数要求。
75.例如,若第二制程机台为制备ito的机台,则需要确认制备ito所需的材料是否正确,制备ito的厚度参数是否设置正确等。
76.14、若第一制程机台为可跨机台模式,基板的质量等级满足预设基板质量等级要求,且第二制程机台参数满足预设机台参数要求,则确定基板可以跨机台生产。
77.在上述实施例中,只有第一制程机台为可跨机台模式,且基板的质量等级满足预设基板质量等级要求,同时第二制程机台的机台参数满足预设机台参数要求,那么基板才可以进行跨机台生产。
78.需要说明的是,在本技术的实施例中,实际上会经过多次判断,最终才能确认基板可以跨机台生产,此处仅是初步确定基板可以跨机台生产。
79.15、在基板从过渡机台进入第二制程机台后,在第二制程机台直接进入第二制程。
80.在本技术的实施例中,第一制程机台和第二制程机台之间还设置有过渡机台,过渡机台同时与第一制程机台和第二制程机台连接;使得基板可以从第一制程机台直接到达过渡机台,再从过渡机台直接进入第二制程机台,并在第二制程机台中进行第二制程的生产。
81.本技术实施例提供的基板跨机台生产方法,通过判断基板以及机台是否满足预设的跨机台要求,且当基板和机台均满足预设的跨机台要求后,通过设置的相邻两个制程机台之间的过渡机台,使得基板从前一个制程机台通过过渡机台直接移动至下一个制程机台,无需进行上下机操作,可以有效的提升显示面板的产能,节约人力物力。
82.在本技术的实施例中,整个显示面板生产线是利用第一控制系统来进行控制的,而每一个制程还单独对应一个第二控制系统。当显示面板的制程包括多个时,第二控制系统也为多个,而第一控制系统可以控制多个第二控制系统。
83.在上述实施例中,在基板完成第一制程,判断第一制程机台是否为可跨机台模式之前,基板还需要在第一制程机台进行上机,以进行第一制程。如图2所示,为本技术实施例提供的基板跨机台生产另一实施例流程示意图,可以包括:
84.21、发送预设上机台请求至第一控制系统。
85.在本技术的实施例中,在基板真正上机进行显示面板制程之前,第一控制系统需要先连接多个制程机台,以建立完整的显示面板生产线。以第一控制系统为制造执行系统(mes系统),第二控制系统为区块控制系统(bc系统)、第一制程为bm制程,第二制程为ito制程为例;mes系统控制整个显示面板生产线,而bc系统仅控制单独的一个制程。具体的,bm制程可以对应一个bc系统,而ito制程同样也对应一个bc系统;但bm制程和ito制程对应的bc系统并不相同。
86.在基板实际上机之前,mes系统先建立完整的显示面板生产线。例如mes系统根据实际的显示面板生产过程,设定bm制程对应的第一制程机台为上游机台(machine),而与ito制程对应的第二制程机台为下游机台(linked-machine-name)。
87.而当mes系统建立完整的显示面板生产线后,此时bm制程对应的bc系统就可以将
bm制程对应的第一制程机台切换为可跨机台模式,即切换bm制程对应的第一制程机台的short cut mode为enable。同时bm制程对应的bc系统需要上报bm制程的机台模式切换请求(cf short cut mode change request)给mes系统,而mes系统记录此时bm制程对应的第一制程机台为可跨机台模式。
88.此时装载有多个基板的卡匣(cst)需要上机以将基板送入第一制程机台进行第一制程,因此卡匣(cst)会生成上机台请求并将上机台请求发送给第一控制系统,即发送给mes系统。
89.22、第一控制系统根据上机台请求,获取与基板对应的帐料信息以及与第一制程关联的下一个制程的目标制程信息。
90.当第一控制系统接收到上机台请求后,会根据上机台请求,下载与卡匣(cst)中的基板对应的帐料信息(process-line-list),以及与第一制程关联的下一个制程的目标制程信息。
91.其中,帐料信息包括但不限于基板的类型、基板的数量等信息。而目标制程信息可以包括机台标识(ppid)等信息;其中机台标识用于确定机台是进行哪种制程的机台,每一个机台均对应一个机台标识(ppid)。
92.获取帐料信息是为了确认当前需要上机的基板是否为:需要进行显示面板制程的基板,以及基板的数量等信息是否正确。而获取与第一制程机台关联的下一个制程的目标制程信息是为了确认,在前述内容中确认的下游机台(linked-machine-name)是否为正确的机台。
93.23、第二控制系统获取基板对应的帐料信息和目标制程信息。
94.当第一控制系统(mes系统)获取了帐料信息和目标制程信息后,第一控制系统(mes系统)需要将获取到的帐料信息和目标制程信息发送给bm制程对应的第二控制系统(bc)。而bm制程对应的第二控制系统(bc)获取基板对应的帐料信息和目标制程信息。
95.24、第二控制系统根据制程信息判断第二制程的制程信息与目标制程信息是否匹配。
96.bm制程对应的第二控制系统(bc)获取帐料信息和目标制程信息后,基板会进行上机;即基板进入bm制程对应的机台。当基板上机后,bm制程对应的第二控制系统会通知tio制程对应的第二控制系统,对所有的tio制程中的所有机台进行机台标识确认(recipe id register check),判断位于bm制程机台下游的机台是否为ito制程对应的机台。
97.而第二制程对应的第二控制系统接收到机台标识确认信息后,会对自身的机台进行确认,得到确认结果(check result)并将确认结果回复给第一制程对应的第二控制系统。第一制程机台则记录下此时的机台标识确认结果(cf short cut recipe id check result)。
98.在上述实施例中,机台标识确认结果(cf short cut recipe id check result)可以包括ok/ng两种情况;其中ok表示下游机台即为第二制程对应的机台,而ng表示下游机台不是第二制程对应的机台,或是第二制程对应的机台不完整,无法实现完整的第二制程。
99.在上述实施例中,当基板上机且进行第一制程的过程中,即基板在第一制程基板上流片时,还需要判断第二制程机台的机台参数是否成功设置。
100.其中,机台标识确认只是为了确认下游机台是第二制程对应的第二制程机台;而
判断第二制程机台的机台参数是否成功设置,则是确保经过第二制程得到的基板能够满足基板要求。
101.需要说明的是,在实际的显示面板生产线中,显示面板的每一个制程均包括多个子机台,即第一制程机台和第二制程机台实际上均包括多个子机台,且多个子机台也是按照实际的显示面板制程顺序排列的。
102.以第一制程为bm制程,第二制程为ito制程为例;bm制程和ito制程均对应多个子机台。对于bm制程来说,bm制程包括投料机台(loader)和下机机台(unloader);基板在投料机台(loader)进入生产线,在下机机台(unloader)退出生产线。而bm制程还包括烘烤机台(oven)等。
103.在本技术的实施例中,当基板流片至oven机台时,bm制程对应的bc系统通知ito制程对应的bc系统,对ito制程内的所有机台进行机台参数检测(recipe parameter check)。而tio制程对应的bc系统接收到通知后,会对ito制程中的所有机台进行机台参数检测,并将检测结果(check result)发送给bm制程对应的bc系统。而bm制程对应的bc系统会记录此时ito系统的机台参数检测结果(cf short cut recipe parameter request result)。
104.在上述实施例中,机台参数检测结果(cf short cut recipe parameter request result)同样可以包括ok/ng两种情况。其中,ok代表ito制程对应的机台的机台参数没有异常;而ng则代表ito制程对应的机台的机台参数出现了异常。
105.在上述实施例中,当基板做完了第一制程中的所有制程后,基板会到达第一制程机台中的下机机台(unloader),且基板会进行跨机台生产。但在基板进行跨机台生产之前,会判断此时的生产线以及基板是否满足跨机台生产的条件。
106.其中,若是第一制程机台为可跨机台模式,基板的质量等级满足预设基板质量等级要求且第二制程机台参数满足预设机台参数要求;还需要询问第二制程是否可以接收基板。具体的,可以先获取预设跨线允许标识(permit flag),并更新预设跨线允许标识(permit flag)为第一参数。具体的,可以将permit flag的值更新为m;即第一参数为m。
107.此时还需要判断第二制程是否为第一制程相邻的第二制程。若是第二制程为第一制程相邻的下游制程,则保持预设跨线允许标识(permit flag)为第一参数;而基板根据跨线允许标识(permit flag)进行跨机台生产,即基板直接从第一制程进入第二制程。
108.具体的,前述判断第一制程是否为可跨机台模式,基板的质量等级是否满足预设基板质量要求,且第二制程机台参数是否满足预设机台参数要求,均为第一制程对应的第二控制系统判断的第一制程机台和基板是否满足跨机台要求。在本技术的实施例中,还需要利用第一控制系统判断第二制程机台是否满足跨机台要求。
109.具体的,第一控制系统主要判断第二制程是否为第一制程相邻的下游制程,即判断位于第一制程下游的机台是否为进行第二制程的机台。若是,则第一控制系统不更新预设跨线允许标识(permit flag)。而第一制程对应的bc系统判断出此时的预设跨线允许标识(permit flag)仍然为第一参数,则确定基板可以跨机台生产。
110.在上述实施例中,若是第一制程机台不为可跨机台模式,或基板的质量等级不满足预设基板质量等级要求,或第二制程机台参数不满足预设机台参数要求,则确定基板不可跨机台生产,获取预设跨线允许标识(permit flag)的同时,需要将预设跨线允许标识(permit flag)更新为第二参数。具体的,可以将预设跨线允许标识(permit flag)更新为
n;即第二参数为n。
111.在本技术的另一些实施例中,若第一制程机台为可跨机台模式,基板的质量等级满足预设基板质量等级要求,且第二制程机台参数满足预设机台参数要求,但是第二制程不是第一制程相邻的下游制程,则确定基板不可跨机台生产,更新预设跨线允许标识为第二参数n。
112.在本技术的一个具体实施例中,同样以第一制程为bm制程,第二制程为ito制程为例。当基板做完bm制程中的所有制程,且基板到达bm制程中的下机机台(unloader)时,下机机台(unloader)会收集每一片基板发出的跨线询问请求(permission request report),并将跨线询问请求发送给bm制程的bc系统。而bm制程的bc系统接收到跨线询问请求(permission request report)后,会判断bm制程对应的机台以及基板是否满足跨机台条件。
113.具体的,bm制程的bc系统会判断bm制程对应的机台的机台模式(cf short cut mode)是否为可跨机台模式(enable);同时判断基板的质量等级(job judge)满足预设基板质量等级要求,即基板的质量等级(job judge)为ok。还需要判断ito制程对应的机台参数是否满足预设机台参数要求,即ito制程对应的机台参数检测结果(cf short cut recipe parameter request result)为ok。
114.若是上述三个条件均满足,则获取预设跨线允许标识(permit flag),并更新预设跨线允许标识(permit flag)为第一参数,即permit flag为m。
115.在bm制程对应的bc系统判断结束后,mes系统还需要再进行判断;但mes系统判断的是ito制程是否为bm制程相邻的下游机台。若ito制程是否为bm制程相邻的下游机台,则mes系统不更新预设跨线允许标识(permit flag)。
116.而若是ito制程不为bm制程相邻的下游制程,则mes需要更新预设跨线允许标识(permit flag)为第二参数,即更新预设跨线允许标识(permit flag)为n;同时mes系统将更新后的预设跨线允许标识(permit flag)发送给bm制程对应的bc系统。
117.而bm制程对应的bc系统则会记录预设跨线允许标识(permit flag),并判断预设跨线允许标识(permit flag)对应第一参数还是第二参数,以确定基板是否可以跨线生产。
118.需要说明的是,在本技术的实施例中,由于基板放置在卡匣(cst)中,而一个卡匣(cst)中会同时存放多个基板。且实际的显示面板生产线中,也会同时存在多个基板,所以本技术的实施例中,每个基板到达下机机台(unloader)时,bc系统均会判断基板是否可以跨机台生产;且bc系统会记录所有基板各自对应的预设跨线允许标识(permit flag)。
119.在本技术的实施例中,当基板在显示面板生产线上进行各种显示面板制程时,操作人员还可以对生产线上的基板进行抽检,以确认基板制备过程中没有发生异常。且对于不同的基板来说,基板需要进行的抽检类型(sample type)也不同。
120.在本技术的实施例中,由于实际的显示面板生产线包括多个机台,即每一个制程均包括多个子机台。因此第一制程机台包括多个子机台,而多个子机台按照实际的第一制程的制程顺序排列。以第一制程中处于末位的子机台为目标机台,第一目标子机台包括缓冲区(buffer);在实际的显示面板生产过程中,当基板流片至第一目标子机台的缓冲区时,基板会被取出进行抽检。但并不是所有的基板都会被抽检。
121.如图3所示,为本技术实施例提供的基板抽检一实施例示意图,可以包括:
122.31、当基板进入缓冲区后,第一制程对应的第二控制系统判断基板是否可以跨机台生产。
123.在本技术的实施例中,当基板进入缓冲区时,基板仍位于第一制程机台中,基板尚未进入第二制程机台。此时,第一制程机台对应的第二控制系统会再次判断基板是否可以跨机台生产。
124.而此时,第一制程机台对应的第二控制系统判断基板是否可以跨机台生产可以包括:第一制程机台对应的第二控制系统判断:第一制程机台是否为可跨机台模式;基板的质量等级是否满足预设基板质量等级要求;基板对应的预设跨线允许标识(permit flag)是否为第一参数;第二制程机台的机台参数是否无异常。若是前述条件均满足,则第一制程机台对应的第二控制系统确定基板可以跨机台生产。
125.32、若基板可以跨机台生产,第一制程对应的第二控制系统生成跨线检测请求发送给第一控制系统。
126.当第一制程机台对应的第二控制系统再次确定基板可以跨机台生产后,由于还要进行抽检,则第一制程对应的第二控制系统还需要生成跨线抽检请求(cf short cut sample check request),并将跨线抽检请求(cf short cut sample check request)发送给第一控制系统,以请求进行抽检。
127.33、第一控制系统根据跨线检测请求,获取基板对应的预设跨线允许标识和预设基板抽检策略。
128.当第一控制系统接收到生产跨线检测请求(cf short cut sample check request)后,第一控制系统会获取基板对应的预设跨线允许标识(permit flag),以及预设基板抽检策略。
129.其中,预设基板抽检策略可以基板对应的抽检频率以及抽检类型。抽检频率可以为十分之一、二十分之一等;而抽检类型(sample type)可以包括:过烘烤检测、碎屑风险检测、显示不均匀(mura)检测等多种类型。
130.34、第一控制系统根据预设基板抽检策略更新预设跨线允许标识。
131.由于预设抽检策略包括基板对应的抽检频率以及抽检类型,则可以根据预设基板抽检策略对基板进行抽检,并更新每个基板各自对应的预设跨线允许标识(permit flag)。
132.具体的,如图4所示,为本技术实施例提供的更新预设跨线允许标识一实施例流程示意图,可以包括:
133.41、根据抽检频率判断基板是否被抽检。
134.前述抽检频率可以为十分之一、二十分之一等;因此根据抽检频率可以判断基板是否被抽检。
135.42、若基板被抽检,以被抽检的基板为目标基板,目标基板所处的卡匣为目标卡匣。
136.43、更新目标基板对应的预设跨线允许标识为第二参数。
137.若是基板被抽检,则以被抽检的基板作为目标基板,而目标基板所处的卡匣(cst)为目标卡匣。由于目标基板被抽检,因此目标基板需要下机,无法进行后续显示面板制程;即目标基板无法跨机台生产。此时需要更新目标基板对应的预设跨线允许标识(permit flag)为第二参数;即为n。
138.44、更新目标基板对应的抽检类型参数为第一抽检类型参数。
139.而由于目标基板被抽检,则目标基板对应的预设跨线允许标识为第二参数;而在确认目标基板被抽检的同时,也会确认目标基板对应的抽检类型(sample type),此时需要更新目标基板对应的抽检类型参数为第一抽检类型参数。其中,第一抽检类型参数说明基板有对应的抽检类型。
140.45、更新目标卡匣中除目标基板之外的其他所有基板对应的预设跨线允许标识为第二参数。
141.46、更新目标卡匣中除目标基板之外的其他所有基板对应的抽检类型参数为第二抽检类型参数。
142.在本技术实施例中,在实际的显示面板生产线中,一个卡匣(cst)中存放有多个基板,而卡匣(cst)中的基板被抽检,实际上是将卡匣进行下机操作,而非将卡匣(cst)中被抽检的目标基板进行下机。
143.按照抽检频率出现要被抽检的目标基板时,接续流过的基板会无条件的被指定填充到卡匣中,直至达到卡匣所能容纳的基板的最大数量。这样整个卡匣中的基板将会被收入到同一个卡匣中,且去往同一个抽检站点。但根据抽检频率可以确定目标卡匣中仅有部分基板被抽检,还有一部分基板未被抽检,但仍然被下机,无法进行后续制程。对于这部分未被抽检但被下机的基板,即目标卡匣中除目标基板之外的其他所有基板来说,这部分基板无法进行后续显示面板制程,因此这部分基板对应的预设跨线允许标识(permit flag)为第二参数。
144.在上述实施例中,目标卡匣中除目标基板外的其他基板虽然也下机,但实际上未被抽检,因此部分基板没有对应的抽检类型(sample type);此时可以将目标卡匣中除目标基板外的其他所有基板对应的抽检类型参数更新为第二抽检类型参数。其中,第二抽检类型参数代表基板没有对应的抽检类型。
145.在上述实施例中,若是根据预设的抽检策略确定整个卡匣(cst)中没有基板被抽检,则整个卡匣(cst)中的所有基板均可以跨机台生产,以进行后续显示面板的相关制程。此时若是基板未被抽检,可以更新基板对应的预设跨线允许标识(permit flag)为第三参数;具体的,可以为y,代表基板未被抽检,且可以跨机台生产。同时,还需要更新这类基板对应的抽检类型参数为第二抽检类型参数,表示这类基板没有对应的抽检类型。利用上述方法可以将基板分为三类,更好的确定基板的流向。
146.在本技术的一个实施例中,基板对应的抽检频率可以为二十分钟之一,而一个卡匣中可以存放的最大基板数量是十五,即一个卡匣中最多只能存放十五个基板。当进行抽检时,若是卡匣中存在被抽检的目标基板,则目标基板对应的预设跨线允许标识(permit flag)被更新为第二参数,目标基板会被下机而无法进行后续制程。
147.在确定目标基板被抽检的同时,还确定了目标基板对应的抽检类型为对基板进行mura检测;即目标基板存在确定的抽检类型。此时目标基板对应的抽检类型参数有值,为第一抽检类型参数。且与目标基板处于同一个卡匣中的其他基板也会下机,但不会被检测;这类基板对应的预设跨线允许标识(permit flag)也被更新为第二参数,但这类基板对应的抽检类型参数无值,为第二抽检类型参数。
148.在本技术的另一些实施例中,在第一控制系统获取基板对应的预设跨线允许标识
(permit flag)后,若是基板对应的预设跨线允许标识(permit flag)本身就第二参数,则直接更新基板对应的抽检类型参数为第二抽检类型参数。
149.具体的,基板对应的预设跨线允许标识(permit flag)本身就第二参数,说明基板不论是否被抽检,基板本就无法进行跨机台生产,基板本身就会下机;因此基板没有对应的抽检类型,这类基板对应的抽检类型参数为第二抽检类型参数。
150.在本技术的实施例中,当基板在第一制程机台的缓冲区判断是否要抽检之后,被抽检的基板会被下机,而没有被抽检的基板会跨机台生产,继续后续的显示面板制程。
151.具体的,当第一制程对应的第二控制系统发出跨线抽检请求(cf short cut sample check request)给第一控制系统,而第一控制系统判断是否抽检并回复跨线抽检结果(cf short cut sample check reply)给第一制程对应的第二控制系统后,第一控制系统可以控制基板进行跨机台生产。
152.具体的,第一制程对应的第二控制系统会再次判断机台以及基板是否满足跨机台条件。在一些实施例中,第一制程对应的第二控制系统再次判断:第一制程机台是否为可跨机台模式;与第一制程机台相邻且位于第一制程机台下游的第二制程机台的机台,是否为进行第二制程的机台;以及第二制程机台的机台参数设置是否正确。
153.同时还会获取每个基板各自对应的抽检结果,以及第二制程机台的机台状态,第二制程机台对应的第二控制系统是否正常控制第二制程机台。
154.在上述实施例中,只有不进行抽检,即预设跨线允许标识(permit flag)为第三参数的基板才会进行后续制程。当这类基板进行跨机台生产时,第一制程对应的第二控制系统会生成基板释放指令(glass out result command)以告知第一制程机台释放基板。
155.其中,在生成基板释放指令的同时,还会判断基板是否成功释放以生成基板释放结果。其中,基板释放结果可以包括ok_to short cut或ng_to unloader;ok_to short cut代表基板成功释放,而ng_to unloader说明基板没有成功释放。
156.在上述实施例中,当获取了基板释放结果后,第一制程基板对应的第二控制系统会将基板释放结果发送至设置在第一制程机台和第二制程机台之间的过渡机台;且此时基板从第一制程机台流片至过渡机台。
157.在基板流片至过渡机台的同时,第一制程机台对应的第二控制系统会生成制程结束信号(cf short cut glass process end),并将制程结束信号(cf short cut glass process end)发送至第一控制系统,以通知第一控制系统,此时基板对应的第一制程结束。
158.而对于没有成功释放的基板,需要将这类基板收片至第一制程机台的卡匣中,实现下机。
159.在本技术的一个具体实施例中,以第一制程为bm制程,第二制程为ito制程,第一控制系统为mes系统,第二控制系统为bc系统为例。bm制程包括多个子机台,其中位于bm制程末位的子机台为下机机台(unloader);而tio制程同样包括多个子机台,其中位于tio制程首位的子机台为投料机台(loader)。在本技术的实施例中,任意相邻两个制程之间均通过过渡机台连接,即bm制程中的下机机台(unloader)与tio制程中的投料机台(loader),通过过渡机台连接;基板可以通过过渡机台从bm制程直接流片至tio制程。
160.当mes系统回复了基板抽检结果(cf short cut sample check reply)给bm制程对应的bc系统后,位于bm制程的下机机台(unloader)上的基板可以进行跨机台生产。具体
的,bm制程对应的bc系统会判断如下内容:bm制程的下机机台(unloader)的机台模式(cf short cut mode)是否为enable;tio制程的基板标识确认结果(cf short cut recipe id check result)是否为ok;tio制程的机台参数检测结果(cf short cut recipe parameter request result)是否为ok。
161.bm制程对应的bc系统还会判断:每个基板对应的抽检结果,包括预设跨线允许标识(permit flag)以及抽检类型(sample type)。还会判断tio制程的投料机台(loader)的状态;tio制程对应的bc系统是否正常连接。而若是基板对应的预设跨线允许标识(permit flag)为第三参数,即为y,则bm制程的bc系统则会向bm制程的下机机台(unloader)基板释放指令(glass out result command),以提示bm制程的下机机台(unloader)释放基板。
162.同时,bm制程的bc系统还会判断基板是否释放成功;若是释放成功,则告知bm制程的下机机台(unloader)跨线结果为ok_to short cut;若是没有成功释放,则告知bm制程的下机机台(unloader)跨线结果为ng_to unloader。同时bm制程的下机机台(unloader)会将跨线结果为ok_to short cut的基板送至过渡机台。
163.此时,bm制程的bc系统会生成制程结束信号(cf short cut glass process end),并上报给mes系统,提醒mes系统基板已完成第一制程的制作。而跨线结果为ok_to short cut的基板会在bm制程的下机机台(unloader)收片至卡匣(cst)中。
164.在本技术的另一些实施例中,当基板到达过渡机台后,过渡机台会自动上报基板进入确认信息(glass in check request)给第二制程对应的第二控制系统。而第二制程对应的第二控制系统会上报基板上机确认信息(glass process started)给第一控制系统,以控制基板从过渡基板进入第二制程机台进行后续制程。
165.在本技术的另一些实施例中,本技术实施例提供的基板跨机台生产方法,同样支持当基板在过渡机台上异常丢帐时,即当基板进入过渡机台却无法获取基板的相关信息时,操作人员可以手动上报基板进入确认信息(glass in check request)给第二控制系统。
166.若是上报的基板进入确认信息(glass in check request)中包含提示信息(report flag),且提示信息(report flag)为1时;第二制程对应的第二控制系统接收到操作人员手动上报的基板进入确认信息(glass in check request)后,第二制程对应的第二控制系统会向第一控制系统发起帐料获取请求(cf short cut permit request)。
167.而第一控制系统会根据帐料获取请求(cf short cut permit request)重新获取基板的帐料信息,并将帐料信息回复给第二制程对应的第二控制系统。而第二制程对应的第二控制系统重新获取到基板对应的帐料信息后,重新上报基板上机确认信息(glass process started)给第一控制系统,以控制基板从过渡机台流片到第二制程机台中。
168.需要说明的是,在本技术的实施例中,第一控制系统和第二控制系统实际上是利用可编程逻辑控制器(programmable logic controller,plc)实现控制的。而过渡机台设置在第一制程机台和第二制程机台之间,过渡机台既可以与第一制程机台进行通信,也可以与第二制程机台进行通信;为了保持不同制程之间的独立性,即为了保证不同制程各自对应的第二控制系统只能控制自身对应的制程,不同制程对应的网络号(network no)需要不一致,才能保证第二控制系统的独立性。例如bm制程对应的网络号(network no)为1,而tio制程对应的网络号(network no)为2。
169.本技术实施例还提供一种显示面板生产线,该显示面板生产线包括用于显示面板生产过程中完成第一制程的第一制程机台,完成第二制程的第二制程机台,以及连接第一制程机台和第二制程机台之间不完成制程的过渡机台,所述第一制程在所述第二制程之前,该显示面板生产线用于实现如上任一项所述基板跨机台生产方法中的步骤。
170.本技术实施例提供的显示面板生产线,通过判断基板以及机台是否满足预设的跨机台要求,且当基板和机台均满足预设的跨机台要求后,通过设置的相邻两个制程机台之间的过渡机台,使得基板从前一个制程机台通过过渡机台直接移动至下一个制程机台,无需进行上下机操作,可以有效的提升显示面板的产能,节约人力物力。
171.在上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详述的部分,可以参见其他实施例的相关描述。
172.以上对本技术实施例所提供的一种基板跨机台生产方法及显示面板生产线进行了详细介绍,本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的技术方案及其核心思想;本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例的技术方案的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
