1.本实用新型属于面食加工技术领域,具体涉及一种春卷成型机。
背景技术:
2.在面食加工技术领域,目前的春卷在制作时,多数是通过手工制作,效率慢,成品质量参差不齐。近年来也有厂商采用自动化机械的方式实现春卷成型,但是目前使用的此种成品机械的结构复杂,成品质量差,故障率高。
3.针对目前食品市场对春卷的大批量需求,作为本领域技术人员,非常有必要设计一款春卷成型机,可通过仿人工作业的方式实现春卷的成型。
技术实现要素:
4.为克服现有技术不足,本实用新型提供了一种春卷成型机,其结构设计新颖、简单,可实现面皮自动成型、输送、加馅以及最后的自动卷曲成型。
5.为实现上述技术目的,本实用新型采用以下方案:一种春卷成型机,其包括输送架,输送架上设置有竖向通透的水平输送装置;在输送架上设置有上浆部、成型部、注馅部、初步成型部、翻滚成型部;所述的上浆部内设置有上浆辊,所述的上浆辊将面浆滚涂在成型部上并实现定量切断;所述的成型部为可加热设置,其在滚动时实现面浆热固成面皮;
6.所述的初步成型部为多组成型结构设置,每组成型结构包括两个支撑杆配合设置,支撑杆的底部设置有喷气模块实现面皮的两侧喷气使面皮两侧搭接在两个支撑杆上。
7.所述的上浆辊呈棒状设置,其包括若干个成型凸起,每个成型凸起的两端皆设置有弧状缺口,在两个弧状缺口之间的成型凸起上设置有一条剪切槽。
8.所述的上浆辊一端浸泡在浆池内,另一端与筒状成型部相切或者间隙配,随着成型部的转动实现将浆池内面浆滚涂在成型部;
9.所述的注馅部和初步成型部之间设置有注胶模块用以实现向面皮上注液,以增加春卷成型时的面皮粘结。
10.所述的翻滚成型部包括一个设置在水平输送装置上部的支撑架,所述的支撑架上设置有顶板,顶板上设置有竖向调整杆,竖向调整杆实现调整架的固定以及竖向调整,所述的调整架内设置有若干竖向调整槽,每个竖向调整槽内设置有至少一根波动杆,若干波动杆自翻滚成型部进料口至翻滚成型部出料口,其竖向开口宽度呈逐渐减小的趋势。
11.在调整架的末端不少于5厘米的水平段设置。
12.所述的初步成型部上的成型结构在设置时,其在每个支撑杆下皆设置有一个喷气模块,所述的喷气模块顶部朝向支撑杆外侧设置有喷气刀嘴,通过喷气刀嘴实现对面皮左右两侧的气流吹送。
13.本实用新型的有益效果为:本实用新型通过以上设置,其包括输送架,输送架上设置有竖向通透的水平输送装置;在输送架上设置有上浆部、成型部、注馅部、初步成型部、翻滚成型部;上浆部内设置有上浆辊,所述的上浆辊将面浆滚涂在成型部上并实现定量切断;
所述的成型部为可加热设置,其在滚动时实现面浆热固成面皮;通过此种结构设置,逐级分部实现春卷的两侧卷曲以及前后翻转成型。本实用新型通过以上结构设置,其结构简单,效率高,春卷成型后标准统一,是一种理想的春卷成型机。
附图说明
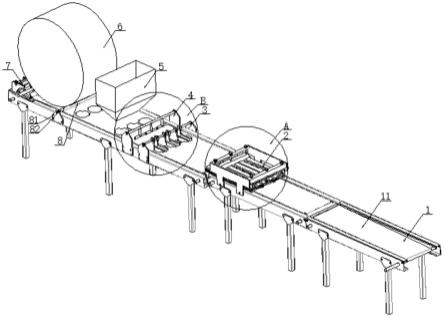
14.图1为本实用新型立体结构示意图;
15.图2为本实用新型主视结构示意图;
16.图3为本实用新型俯视结构示意图;
17.图4为图1中a区域结构放大示意图;
18.图5为图1中b区域结构放大示意图;
19.图6为上浆辊主视结构示意图;
20.图7为上浆辊侧视结构示意图;
21.附图中:
22.1、输送架,10、面片,11、输送网带,2、翻滚成型部,21、支撑架,22、顶板,23、调整架固定块,24、调整架,25、竖向调整槽,26、波动杆,3、初步成型部,31、成型支撑架,32、支撑梁,33、支撑杆固定块,34、支撑杆,35、喷气模块,36、喷气刀嘴,4、注胶模块,41、注胶支撑架,42、横向注液管,43、喷嘴,5、注馅部,6、加热成型滚筒,7、上浆部,71、上浆固定架,72、定量刮板,73、浆池,8、刮刀,81、刮刀支撑架,82、刮刀支架,9、上浆辊,91、辊体,92、成型凸起,93、弧状缺口,94、剪切槽。
具体实施方式
23.实施例:
24.如附图所示,一种春卷成型机,其包括输送架1,输送架1上设置有输送网带11或者采用间隔设置的皮带,其必须实现竖向通透,以此实现初步成型部3的正常工作;在输送架1上设置有上浆部7,上浆部的后侧为成型部,所述的成型部为加热成型滚筒6,其可实现加热滚动并原地转动,加热成型滚筒6与上浆部7配合实现面片的成型,所述的面片10的四角加工有弧状缺口,可实现左右两侧和前后两侧逐步卷曲叠合成型。
25.所述的上浆部7包括一个上浆固定架71,上浆固定架71内部设置有浆池73,浆池73内部为面浆,所述的浆池73上部设置有上浆辊9,如图6和图7所示,所述的上浆辊9包括辊体91,辊体91上均匀间隔设置有三个成型凸起92,每个成型凸起92的两端皆设置有弧状缺口93,在两个弧状缺口93之间的成型凸起92上设置有一条剪切槽94,通此种结构设置,上浆辊9一端浸泡在浆池73内,另一端与加热成型滚筒6间隙配合,随着加热成型滚筒6的转动实现将浆池73内面浆通过上浆辊9滚涂在加热成型滚筒6上,通过剪切槽94实现定量切断,通过定量刮板72实现对上浆辊9上面浆量的控制,以此实现面皮10厚度的调整;
26.所述的加热成型滚筒6转动后其通过后侧的刮刀8与加热成型滚筒6切合,所述的刮刀8通刮刀支撑架81上的刮刀支架82支撑固定。
27.加热成型滚筒6的后侧为注馅部5向面皮10上注馅;注馅部5的后部设置有注胶模块4.所述的注胶模块4上包括注胶支撑架41,通过注胶支撑架41架设有横向注液管42,横向输液管42的下部朝向面皮10上设置有喷嘴43,通过此种结构向面皮上喷水以实现面皮表面
湿润,再后续的翻卷粘合时可实现较好的粘性。注胶模块4后侧为初步成型部3,所述的初步成型部3包括设置在输送架1上的成型支撑架31,成型支撑架31的顶部为支撑梁32,支撑梁32上设置有若干组成型结构,所述的每组成型结构分别包括两个支撑杆固定块33,每个支撑杆固定块32上还设置有一根l状的支撑杆34、通过两个支撑杆34实现面皮的支撑,进一步的,在每个支撑杆34的底部皆设置有一个喷气模块35,所述的喷气模块35顶部朝向支撑杆34外侧设置有喷气刀嘴36,通过喷气刀嘴36实现对面皮10左右两侧的气流吹送,以此实现面皮左右两侧为卷曲折叠。
28.所述的初步成型部3的后侧为翻滚成型部2,其通过挤压翻滚的形式实现春卷的翻滚成型。
29.本实用新型所述的翻滚成型部2包括一个设置在输送架1上部的支撑架21,所述的支撑架21上设置有顶板22,顶板22上设置有竖向调整螺杆,竖向调整螺杆实现调整架固定块23的固定,调整架固定块23的底部为调整架24,本实施例中的调整架24为方钢或者相对设置的角铁,在调整架内设置有若干竖向调整槽25,通过竖向调整槽25实现波动杆26的竖向导向;若干波动杆26自翻滚成型部进料口至翻滚成型部出料口,其竖向开口宽度呈逐渐减小的趋势;在调整架的末端为20厘米的水平段设置,其目的是实现春卷卷曲后的水平挤压输送。
30.本实用新型通过以上结构设置,其结构简单,效率高,春卷成型后标准统一,是一种理想的春卷成型机。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。