1.本公开总体涉及增材制造,并且更具体地涉及与熔丝制造相容的聚合物长丝,该聚合物长丝在打印期间提供挥发性有机化合物(voc)减少的排放。
背景技术:
2.增材制造,也称为三维(3d)打印,是快速增长的技术领域。虽然增材制造传统上用于快速原型制作活动,但是该技术正被越来越多地用于生产具有任何数量的复杂形状的商业零件和工业零件。增材制造方法通常通过逐层构建零件来操作,例如,通过:1)沉积从连续长丝获得的熔融打印材料流,或2)使用激光烧结打印材料的粉末颗粒。逐层沉积通常在计算机的控制下进行,以基于待制造零件的数字三维“蓝图”将打印材料沉积在精确位置,其中打印材料的固结与沉积结合进行以形成打印零件。形成打印零件的主体的打印材料在本文中可被称为“构建材料”。
3.采用熔融打印材料流供零件形成的增材制造方法有时被称为“熔融沉积成型”或“熔丝制造”方法。通过加热热塑性聚合物长丝来形成熔融打印材料,该熔融打印材料然后逐层沉积并聚结以形成具有指定形状的固结零件。其他增材制造技术依赖于加热以固结聚合物颗粒,并且可以包括例如粉末床熔合(pbf)、选择性激光烧结(sls)、电子束熔融(ebm)、粘结剂喷射和多喷射熔合(mjf)、vat光聚合、定向能量沉积等。
4.由于增材制造技术在商业、学校和家庭环境中变得越来越普遍,因此越来越关注提高操作安全性。在这些技术中可能遇到的一个问题是产生挥发性有机化合物(voc),尤其是在增材制造和类似方法期间将打印材料(诸如聚合物长丝、聚合物颗粒或聚合物片)至少加热到它们的软化温度进行挤出、打印和固结时。含有苯乙烯或丙烯酸单体单元(诸如聚(丙烯腈-丁二烯-苯乙烯)(abs))的热塑性聚合物可释放特别危险的voc。为了减少潜在健康影响,增材制造单元可以装配有空气过滤器和/或可以在通风的工作空间中操作。然而,这些措施可能是繁琐的,并且不适用于所有环境。
技术实现要素:
5.本公开涉及用于减少增材制造期间voc排放的生物基添加剂和制造含有生物基添加剂的打印材料的方法。
6.在一些方面,与熔丝制造相容的聚合物长丝包括:热塑性聚合物;和生物基添加剂,该生物基添加剂以有效量与该热塑性聚合物混合以在增材制造条件下将总挥发性有机化合物(tvoc)排放减少以重量计至少约10%,如通过气相色谱仪确定并且单独相对于热塑性聚合物测量的。
7.在一些方面,用于形成与熔丝制造相容的聚合物长丝的方法包括:形成包含热塑性聚合物和生物基添加剂的熔融共混物;以及挤出该熔融共混物并冷却以形成包含与该热塑性聚合物混合的生物基添加剂的聚合物长丝;其中生物基添加剂以有效量存在以在增材制造条件下将总挥发性有机化合物(tvoc)排放减少以重量计至少约10%,如通过气相色谱
仪确定并且单独相对于热塑性聚合物测量的。
8.在一些方面,增材制造方法包括:提供聚合物长丝,该聚合物长丝包含热塑性聚合物和生物基添加剂,该生物基添加剂以有效量与该热塑性聚合物混合以在增材制造条件下将总挥发性有机化合物(tvoc)排放减少以重量计至少约10%,如通过气相色谱仪确定并且单独相对于热塑性聚合物测量的;将聚合物长丝加热到高于热塑性聚合物的软化温度以形成软化的聚合物材料;以及逐层沉积该软化的聚合物材料以形成打印零件。
附图说明
9.包括以下附图是为了示出本公开的某些方面,并且不应被视为排他的实施方案。如受益于本公开的本领域普通技术人员将想到的,所公开的主题能够在形式和功能上实现相当大的修改、改变、组合和等同物。
10.图1为使用构建材料和可移除支撑材料生产打印零件的例示性熔丝制造方法的图。
11.图2为具有悬伸部的例示性打印零件的图。
12.图3a、图3b和图3c示出了本公开的比较长丝和示例长丝的tem图像。
具体实施方式
13.本公开总体涉及增材制造,并且更具体地涉及与熔丝制造相容的聚合物长丝,该聚合物长丝在打印期间提供挥发性有机化合物(voc)减少的排放。
14.增材制造是正在发展的技术领域,该技术领域可以利用多种粉末颗粒和基于长丝的打印材料。虽然可用的打印材料的数量迅速扩大,但是合适的聚合物的范围仍然小于可用于竞争制造技术(诸如注塑成型)的聚合物范围。随着在商业、学校和家庭环境的使用越来越多,与增材制造方法相关的环境健康和安全受到越来越多的重视。由于增材制造方法可以涉及在沉积和固结期间将聚合物原料加热到边界降解温度,因此雾化颗粒和挥发性有机化合物(voc)的释放已成为最近公认的问题。尽管voc和颗粒排放可以通过足够的通风和过滤来解决,但在一些情况下,这样做可能很繁琐或成本很高。此外,操作者可能不知道一些打印材料需要此类安全措施,并且在非工业环境中,通风可能在经济上不可行并且空气质量可能更难以监测和控制。
15.本公开表明,在增材制造期间,诸如在熔丝制造期间,通过在聚合物长丝内包含一种或多种生物基添加剂,voc排放可以令人惊讶地减少。不受任何特定理论的限制,据信生物基添加剂提供碳源,该碳源可以有效地螯合voc并且减少其释放到周围环境中。有利地,合适的生物基添加剂可以包括来自制造方法的各种大量生物废料流,这些生物废料流可能以其他方式被丢弃到垃圾填埋场或需要耗时的生物回收操作,诸如堆肥。合适的生物基添加剂可以包括例如咖啡渣和/或啤酒糟。通过在适于增材制造的聚合物长丝中掺入此类生物基添加剂,可以改善增材制造方法的环境影响,同时还可以推进循环经济和更高效的资源利用。作为更进一步的优点,具有与其组合的生物基添加剂的聚合物长丝可以继续扩大可用于各种增材制造方法的聚合物材料的范围。
16.除了下面的描述作了修改的之外,本文说明书和权利要求书中使用的术语具有其平常且普通的含义。
17.如本文所用,术语“热塑性聚合物”是指在加热和冷却时能可逆地软化和硬化的聚合物材料。热塑性聚合物包括热塑性弹性体。
18.如本文所用,术语“总挥发性有机化合物”(tvoc)用于描述存在于空气排放物或环境空气中的一组有机化合物。tvoc是从样品排放的各种有机化合物类别的贡献的总和,包括:具有约0℃至约100℃的典型沸点和小于6的碳数的极易挥发性有机化合物(vvoc);具有约100℃至约260℃的典型沸点和范围为6至16的碳数的挥发性有机化合物(voc);以及具有约260℃至约400℃的典型沸点和16或更高的碳数的半挥发性有机化合物(svoc)。
19.除非另有指明,否则通过astm e794-06(2018)以10℃/min斜坡速率和冷却速率来确定热塑性聚合物的熔点。
20.除非另有指明,否则通过astm d6090-17确定热塑性聚合物的软化温度或软化点。可通过使用可购自梅特勒-托利多公司(mettler-toledo)的杯球设备,使用0.50克样品以1℃/分钟的加热速率来测量软化温度。
21.可以使用用于检测来自材料和产物的排放的任何合适的技术来确定本文公开的来自聚合物长丝和增材制造方法的voc排放。在一种方法中,voc可以通过气相色谱和/或质谱检测,在此期间voc可以在模拟用于促进零件的固结的增材制造条件的加热条件下测量。例如,为了确定voc,可以在3℃/分钟的升温下将样品从230℃加热至260℃,并在该温度跨度内收集和分析挥发物。所得数据以每克样品的μg为单位报告总tvoc。
22.用于测量voc排放的其他合适方法可包括astm d5116-17和ul 2904-用于测试和评估来自3d打印机的颗粒和化学排放的方法。可以用于测量tvoc的仪器包括用于量化挥发性有机物(诸如卤代烃、醇、萜烯、醛、酮、醚、硅氧烷等)的任何合适的系统。测试系统可以包括但不限于液相色谱-质谱仪(lc-ms)、气相色谱-质谱仪(gcms)、液相色谱加串联质谱仪(lc/ms/ms)、气相色谱加串联质谱法仪(gc/ms/ms),或高性能液相色谱加串联质谱仪(hplc-lc/ms/ms)、气相色谱加处于电子捕获负电离模式的串联质谱仪(gc/msecni)等。
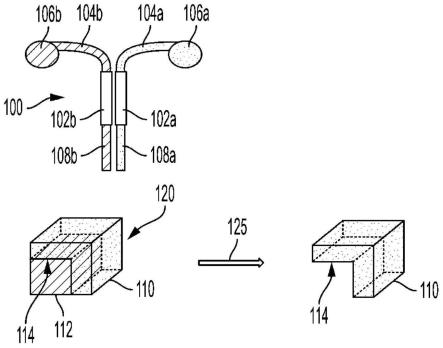
23.在进一步详细讨论本公开的各个方面之前,将首先提供增材制造方法(尤其是熔丝制造方法)的简要讨论,使得可以更好地理解本公开的特征。图1示出了用于使用构建材料和可移除支撑材料生产零件的例示性熔丝制造方法的示意图。如图1所示,打印头100包括第一挤出机102a和第二挤出机102b,它们各自被构造成接收丝状打印材料。具体地讲,第一挤出机102a被构造成从第一放丝卷轴106a接收第一长丝104a并提供第一打印材料的熔融流108a,并且第二挤出机102b被构造成从第二放丝卷轴106b接收第二长丝104b并提供第二打印材料的熔融流108b。
24.两股熔融流初始沉积在打印床(图1中未示出)上,以促进受支撑零件120的逐层生长。由第一挤出机102a供应的第一打印材料(构建材料)可以为用于制造零件110的聚合物,并且由第二挤出机102b供应的第二打印材料(可移除支撑材料)可以为可溶解或可降解聚合物、牺牲材料,该可溶解或可降解聚合物、牺牲材料用于制造悬伸部114下方的可移除支撑件112。悬伸部114不与打印床或由构建材料形成的下部打印层直接接触。在图1所示的零件布置中,可移除支撑件112插置在悬伸部114与打印床之间,但应当理解,在替代地构造的零件中,可移除支撑件114可插置在零件110的两个或更多个部分之间。例如,图2示出了例示性零件200,其中可移除支撑件202插置在限定于零件200之间的悬伸部与打印床204之间,并且可移除支撑件206插置在零件200的两个部分之间。
25.再次参见图1,一旦打印零件110和可移除支撑件112的打印完成,受支撑的零件120即可经受支撑件移除条件125,从而导致可移除支撑件112的消除(例如溶解或崩解条件等)并且使打印零件110具有在其上无支撑的悬伸部114。支撑件移除条件125可包括例如使受支撑的零件120与溶剂或其他液体介质接触,其中可移除支撑件112可溶解或可降解,而打印零件110则不可溶解或不可降解。可移除支撑件112可包含与打印零件110不同的热塑性聚合物,以便支持选择性溶解或降解。
26.如果在没有悬伸部或类似特征的情况下形成打印零件,则在制造打印零件期间不一定利用可移除的支撑材料。类似地,也可以利用两种或更多种不同的构建材料,诸如当构建材料中的一种或多种构建材料本质上是结构性的并且构建材料中的一种或多种构建材料本质上是功能性的时。在非限制性示例中,根据本公开,结构聚合物可以与和其混合的生物基添加剂同时打印。
27.本公开的适用于熔丝制造的聚合物长丝可以包含热塑性聚合物和生物基添加剂,该生物基添加剂以有效量与热塑性聚合物混合以减少增材制造条件下(诸如在熔丝制造期间)的总挥发性有机化合物(tvoc)排放。应当理解,本文公开的构思也可以适用于采用颗粒固结的增材制造方法。可以相对于单独的热塑性聚合物测量减少的tvoc排放,tvoc的减少为以重量计至少约10%。tvoc测量和其减少可以通过模拟增材制造条件的加热条件下通过气相色谱仪和/或质谱仪测量。特别地,tvoc测量可以通过以3℃/min的升温将样品从230℃加热至260℃来获得,并且收集和分析在该温度跨度内排放的挥发物。所得数据可以每克样品的μg为单位报告总tvoc。
28.适用于增材制造的聚合物长丝的直径可以在从约0.5mm至约10mm的范围内,或直径在约1mm至约5mm的范围内,特别是直径在约1.5mm至约3.5mm的范围内。用于采用熔丝制造技术的许多三维打印机的标准长丝直径为1.75mm或2.85mm(约3.0mm)。虽然提供了许多总体范围,但在不脱离本公开的范围的情况下,可以根据用于所选打印机系统的驱动系统来设定聚合物长丝直径的尺寸。类似地,长丝的长度和/或颜色在本文所公开的方法中不被认为受特别限制。优选地,本文所公开的聚合物长丝为连续的并且具有可卷绕的长度,诸如至少约0.3m,或至少约2m,或至少约3m,或至少约4m,或至少约10m,或至少约30m,或至少约60m,或至少约100m或至少约200m。
29.可以确定聚合物长丝是否适用于增材制造,特别是熔丝制造的其他特性,包括挤出长丝所需的温度,该温度不应高至超出预期。用于熔丝制造的合适的长丝可以使打印问题(诸如从打印喷嘴渗出或打印喷嘴的堵塞)最小化。用于包括在本文所公开的聚合物长丝中的合适材料可以形成这样的零件,该零件易于与打印床分开,一旦被打印出来就具有足够的机械强度,并且表现出良好的层间粘合力。下文指定了合适的聚合物长丝的附加特征。
30.适用于包括在本文公开内容的聚合物长丝内的热塑性聚合物不被认为是特别限制的,条件是生物基添加剂可以经由合适的共混过程(诸如熔融共混)以在增材制造条件下有效减少tvoc的量与其混合。合适的热塑性聚合物的一些示例可表现出足以有利于在约50℃至约400℃,或约70℃至约275℃,或约100℃至约200℃,或约175℃至约250℃的范围内的温度下发生沉积的软化温度或熔点。熔点可使用astm e794-06(2018)以10℃的升温和冷却速率测定,并且软化温度可使用astm d6090-17测定。
31.合适的热塑性聚合物的例示性示例可以包含通常用于熔丝制造的那些热塑性聚
合物,诸如,比如聚酰胺、聚己内酯、聚乳酸、聚(苯乙烯-异戊二烯-苯乙烯)(sis)、聚(苯乙烯-乙烯-丁烯-苯乙烯)(sebs)、聚(苯乙烯-丁烯-苯乙烯)(sbs)、高抗冲聚苯乙烯(hips)、聚苯乙烯、热塑性聚氨酯、聚(丙烯腈-丁二烯-苯乙烯)(abs)、聚甲基丙烯酸甲酯、聚(乙烯基吡咯烷-乙酸乙烯酯)、聚酯、聚碳酸酯、聚醚砜、聚甲醛、聚醚醚酮、聚醚酰亚胺、聚乙烯、聚环氧乙烷、聚苯硫醚、聚丙烯、聚苯乙烯、聚氯乙烯、聚(四氟乙烯)、聚(偏二氟乙烯)、聚(偏二氟乙烯-六氟丙烯)、聚乙烯吡咯烷酮-共聚-乙酸乙烯酯(pvp-co-pva)、它们的任何共聚物以及它们的任何组合。在一些示例中,热塑性聚合物可以是苯乙烯聚合物,诸如聚(丙烯腈-丁二烯-苯乙烯)。在其他具体示例中,热塑性聚合物不是聚乳酸。
32.适合掺入本文公开的聚合物长丝中的生物基添加剂可以包括具有各种组成和浓度的含碳化合物的生物衍生材料,包括但不限于纤维素、半纤维素、木质素、蛋白质等。在采购之后,合适的生物基添加剂可以在与热塑性聚合物混合之前经历一个或多个预处理操作,诸如通过物理方法或化学方法消毒和/或灭菌、澄清、研磨、筛分、分选、压制去除过量油、洗涤、溶剂萃取以去除有机物、干燥等。
33.生物基添加剂的预处理可以包括通过任何合适的方法从其中去除水(脱水)以去除过量的流体和水分,包括通过空气干燥、真空干燥和/或冷冻干燥(冻干)进行的脱水。合适的生物基添加剂可以任选地在预处理之后包括约0.1重量%或更少,或约0.5重量%或更少,或约1重量%或更少的水含量。
34.生物基添加剂的预处理可以另外地或另选地包括通过任何合适的方法诸如切割、研磨、低温研磨、碾磨、压碎、粉碎、超声处理、均质化和类似粒度减少技术减小生物基添加剂的粒度。粒度减小可以有助于在熔融共混期间增强生物基添加剂在热塑性聚合物内的分散。在本文公开内容中采用的生物基添加剂可以具有在微米或纳米大小范围内的平均粒度。在特定示例中,合适的生物基添加剂可以具有约16μm或更小、或约14μm或更小、或约10μm或更小的平均(d
50
)粒度。生物基添加剂的一些示例可以具有在约0.1μm至约20μm、约0.4μm至约14μm或约0.4μm至约10μm的范围内的平均(d
50
)粒度。这种平均粒度测量可以通过分析光学图像来进行,包括通过sem分析或者使用beckman coulter的multisizer 3的板载软件进行。虽然提供了许多粒度和范围,但是根据应用特定需要(诸如用于进料到所选增材制造平台的要求、热塑性聚合物的性质等),粒度可以更大或更小。
35.适用于本文公开内容的生物基添加剂可以包括谷物、加工谷物、谷物废料和谷物副产品。示例可以包括但不限于蒸馏器产物、啤酒糟、玉米面筋、高粱胚芽饼和粗粉、花生皮、麦麸。合适的谷物、谷物废料等可以来源于大麦、玉米、燕麦、水稻、高梁、小麦、它们的任何混合物等中的任何一种或多种。本公开的一些聚合物长丝可以包括可以来源于啤酒酿造过程的啤酒糟。适用于本文公开的其他生物基添加剂可以包括咖啡豆和咖啡豆渣(包括用过的咖啡渣)。这些生物基添加剂可以单独使用或与本文公开的聚合物长丝中的谷物、谷物废料等组合使用。
36.其他生物基添加剂可以包括:植物蛋白质产品,诸如油菜籽粕、棉籽饼和粕、红花粕和大豆(包括有机和转基因大豆)饲料和粕等;纤维材料,如植物材料,诸如紫花苜蓿、鸟脚三叶草、芸苔属植物(例如,chau moellier、羽衣甘蓝、油菜籽(油菜)、大头菜和芜菁、草(例如,假燕麦草、羊茅、百慕大草、雀麦、石南草、草地草、果园草、黑麦草和提摩西草)、小米和大豆;外壳和纤维材料,诸如草、稻壳、棉花、黄麻、大麻、亚麻、竹子、剑麻、蕉麻、稻草、玉
米芯、稻壳、椰子毛、藻类、海藻、水葫芦、木薯、甘蔗渣、杏仁壳、磨碎的贝壳、荞麦壳、豆类、合成纤维素等、加工和回收的纸制品、木材、木材相关材料、刨花板等。
37.可以调整本文公开的聚合物长丝中的生物基添加剂的负载以实现期望程度的tvoc减少。在例示性示例中,生物基添加剂可以以有效量存在以实现至少约10%的tvoc减少,或约25%的tvoc减少,或至少约40%tvoc的减少,或至少约60%的tvoc减少,或至少约80%的tvoc减少。减少百分比可以通过表达式
│
tvoc
聚合物-tvoc
长丝
│
/tvoc
聚合物
确定,其中tvoc
聚合物
是聚合物单独的tvoc并且tvoc
长丝
是含有生物基添加剂的聚合物长丝的tvoc。在一些示例中,生物基添加剂可以约0.5重量%或更多,或约1重量%或更多,或约2重量%或更多,或约5重量%或更多,或约10重量%或更多包含在本公开的聚合物长丝(或用于形成聚合物长丝的聚合物熔体)中。在更具体的示例中,生物基添加剂可以以从约0.5重量%至约10重量%,或约0.5重量%至约7.5重量%,或约1重量%至约5重量%,或约1重量%至约4重量%范围内的量存在于聚合物长丝(或用于形成聚合物长丝的聚合物熔体)中。虽然提供了许多范围作为示例,但是可以选择生物基添加剂的负载,使得聚合物长丝保持作为连续长丝的结构完整性并且通过熔丝制造保持可打印,同时仍然减少增材制造期间的tvoc排放,如本文所指定。
38.本公开的聚合物长丝可以通过熔融共混方法形成。合适的熔融共混方法可以通过热塑性聚合物和生物基添加剂的熔融混合,然后挤出所得熔融共混物进行。作为另一个选项,熔融共混可以通过挤出机挤出直接进行。在长丝挤出期间,热塑性聚合物可以在挤出机(诸如单螺杆或多螺旋挤出机)内与一种或多种生物基添加剂和另外的任选添加剂熔融共混,并且机械地通过模具。熔融聚合物共混物可以根据模具中的一个或多个开口设定尺寸,以形成连续聚合物长丝。当聚合物长丝冷却时,它可以被收集并卷绕成适合于最终使用应用的形式,诸如进料给打印装置以用于熔丝制造。另外,在不脱离本公开的情况下,根据应用,熔融共混的聚合物组合物也可以转化为其他形式,包括粒状形式。
39.因此,用于形成根据本公开的聚合物长丝的方法可以包括:形成包含热塑性聚合物和生物基添加剂的熔融共混物;并且挤出熔融共混物并冷却以形成包含与热塑性聚合物混合的生物基添加剂的聚合物长丝,其中生物基添加剂以有效量存在以在增材制造条件下将tvoc排放减少以重量计至少约10%,如通过气相色谱仪确定并且相对于单独的热塑性聚合物测量的。
40.根据本公开的通过熔丝制造进行的增材制造方法可以包括:提供本文所述的聚合物长丝;将聚合物长丝加热到高于聚合物长丝的软化温度以形成软化的聚合物材料;以及逐层沉积软化的聚合物材料以形成打印零件。聚合物长丝本身可以被逐层沉积,或与也从连续长丝沉积的合适的可移除支撑材料(牺牲材料)组合以形成打印零件。合适类型的零件不被认为在本公开中受特别限制。
41.在一些熔丝制造方法中,打印头可以含有一个或多个挤出机,使得从第一挤出机沉积包含构建材料的第一聚合物长丝。构建材料可以包括根据以上公开的聚合物长丝。任选地,可以从第二挤出机沉积含有可移除支撑材料(牺牲材料)的第二聚合物长丝,以形成用于限定由构建材料形成的打印零件中的一个或多个悬伸部的可移除支撑件。第二构建材料也可以交替地与本文公开的聚合物长丝一起沉积。
42.尽管聚合物长丝在根据本文公开内容形成时可以是特别有利的,但应当理解,包
苯乙烯)(abs)、聚甲基丙烯酸甲酯、聚(乙烯基吡咯烷-乙酸乙烯酯)、聚酯、聚碳酸酯、聚醚砜、聚甲醛、聚醚醚酮、聚醚酰亚胺、聚乙烯、聚环氧乙烷、聚苯硫醚、聚丙烯、聚苯乙烯、聚氯乙烯、聚(四氟乙烯)、聚(偏二氟乙烯)、聚(偏二氟乙烯-六氟丙烯)、它们的任何共聚物以及它们的任何组合。
58.要素10:其中热塑性聚合物是聚(丙烯腈-丁二烯-苯乙烯)聚合物。
59.要素11:其中热塑性聚合物不是聚乳酸。
60.作为非限制性示例,适用于a、b和c的示例性组合包括但不限于:1和2;1,以及3或4;1,以及5或6;1,以及7或8;1和9;1和10;1和11;2,以及3或4;2,以及5或6;2,以及7或8;2和9;2和10;2和11;3或4,以及5或6;3或4,以及7或8;3或4,以及9;3或4,以及10;3或4,以及11;5或6,以及7或8;5或6,以及9;5或6,以及10;5或6,以及11;7或8,以及9;7或8,以及10;7或8,以及11;9和10;9和11;以及10和11。
61.为了便于更好地理解本公开,给出了优选或代表性实施方案的以下实施例。决不应将以下实施例理解为限制或限定本发明的范围。
62.实施例
63.在以下实施例中,使用与所选生物基添加剂混合的聚(丙烯腈-丁二烯-苯乙烯)(abs)聚合物制备聚合物长丝,如下文进一步指定的。使用在加热到185℃的桶内配备单螺杆挤出机的filabot ex6长丝装置制备样品聚合物长丝。将样品组分装载在装置内并混合,并且将长丝通过2.85mm模具挤出,进行空气冷却并缠绕在卷轴上。
64.比较样品。通过单独挤出abs制备比较样品聚合物长丝。长丝呈白色。
65.样品1:abs-啤酒糟(啤酒酿造废料)。样品1聚合物长丝由含有4重量%啤酒糟(啤酒酿造废料)的abs配制而成。在与abs组合之前,啤酒糟通过冷冻干燥三天脱水至水分含量《1%。然后将干燥的渣转移至叶片式研磨机,研磨并在58μm筛网上筛分。微粒表现出d
50
直径《14μm,如通过使用multisizer 3(beckman coulter)的微粒分析确定的。获得的长丝呈现浅棕色,其中在生物基添加剂的表面处观察到一些斑点。
66.样品2:abs-用过的咖啡渣。样品2聚合物长丝由含有4重量%用过的咖啡渣的abs配制而成。在与abs组合之前,使用脱水器将用过的咖啡渣干燥24小时至水分含量《1%。然后将干燥的渣转移至叶片式研磨机,研磨并在58μm筛网上筛分。微粒表现出d
50
直径《11μm,如通过使用multisizer3(beckman coulter)的微粒分析确定的。获得的长丝呈现浅棕色,其中在生物基添加剂的表面处观察到一些斑点。
67.图3a、图3b和图3c示出了比较样品、样品1和样品2的长丝的透射电子显微镜(tem)图像。tem图像的白色部分表示长丝中的孔隙率。如图所示,含有生物基添加剂的样品表现出较低程度的孔隙率,其中样品2在视觉上表现出最低的孔隙率。
68.测试试样。根据astm d638-14使用ultimizer s5 3d打印机生产样品1、样品2和比较样品的狗骨测试试样。打印在240℃的打印头温度、80℃的床温和0.2mm线高下进行。测试试样的拉伸强度通过astm d638测量。所有样品均提供类似的机械特性性能。
69.tvoc测量。在旨在模拟适合打印abs长丝的增材制造条件的加热条件下分析聚合物长丝。在模拟的增材制造条件下,将样品以3℃/min的升温从230℃加热至260℃,并且在该温度跨度期间收集挥发物以确定tvoc排放。通过组合的气相色谱/质谱仪测量tvoc排放。
70.测得的tvoc排放总结于下面的表1中。用于比较样品的测量的tvoc用于确定样品1
和2的tvoc排放的差异百分比和减少百分比。减少百分比由表达式
│
tvoc
聚合物-tvoc
长丝
│
/tvoc
聚合物
确定并且百分比差异由表达式
│
tvoc
聚合物-tvoc
长丝
│
/(tvoc
聚合物
tvoc
长丝
)/2确定,其中tvoc
聚合物
是单独的聚合物的tvoc并且tvoc
长丝
是含有生物基添加剂的聚合物长丝的tvoc。
71.表1
72.样品号比较12tvoc(μg/g)272811301060百分比差异-83%88%百分比减少-59%61%
73.还通过gc/ms分析了相对于比较样品的苯乙烯的单独减少,这表明在增材制造条件下样品1和2中的每者的38%的百分比减少,如表2所示。
74.表2
75.样品号比较12苯乙烯voc(107μg)6.544百分比差异-38%38%
76.本文所述的所有文档以引用方式并入本文以用于允许此类实践的所有管辖范围的目的,包括任何优先权文档和/或测试规程,只要它们不与本文相抵触便可。如从前述一般描述和具体实施方案显而易见的,虽然已经示出和描述了本公开的形式,但是在不脱离本公开的精神和范围的情况下,可以进行各种修改。因此,本公开并不旨在由此限制。例如,本文所述的组合物可以不含本文未明确叙述或公开的任何组分或组成。任何方法可以缺少本文未叙述或公开的任何步骤。同样,术语“包含”被认为与术语“包括”同义。每当方法、组合物、元素或元素组之前具有过渡短语“包含”时,应当理解,我们还设想到在组合物、元素、多个元素的叙述之前有过渡短语“基本上由
…
组成”、“由
…
组成”、“选自
…”
或“是”的相同组合物或元素组,反之亦然。
77.除非另有指示,否则本说明书和相关权利要求书中使用的表达成分数量、性质(诸如分子量)、反应条件等的所有数字应被理解为在所有情况下均由术语“约”修饰。因此,除非有相反的说明,否则以下说明书和所附权利要求书中列出的数值参数为近似值,近似值可根据本发明的实施方案所寻求获得的期望特性而变化。在最低程度上并且不试图限制等同原则在权利要求范围上的应用,至少应该根据所报告的有效位数和通过应用惯常的四舍五入法来解释每个数值参数。
78.每当公开具有下限和上限的数值范围时,都具体公开了落在该范围内的任何数字和任何所包括的范围。具体地讲,本文所公开的每一个值范围(形式为“约a至约b”,或等效地,“大约a至b”,或等效地,“大约a-b”)应被理解为阐述涵盖在更宽值范围内的每一个数字和范围。另外,权利要求书中的术语具有其平常的普通含义,除非专利权人另外明确和清楚地定义。此外,如权利要求书中所使用的不定冠词“一个”或“一种”在本文中被定义为意指其所引入的要素有一个或多于一个。
79.本文呈现了一个或多个示例性实施方案。为了清楚起见,本技术中并未描述或示出实际实现方式的所有特征。应当理解,在本公开的物理实施方案的开发中,必须作出许多实现特定的决策以达成开发者的目标,诸如符合系统相关约束、商业相关约束、政府相关约束和其他约束,这些约束因实现而异并随时间变化。虽然开发者所作的努力可能很耗时,但
是这样的努力将是受益于本公开的本领域普通技术人员的例行任务。
80.因此,本公开非常适于达到所提到的目标和优势以及其中固有的那些。以上公开的特定实施方案仅为示例性的,因为可采取对于受益于本文教导内容的本领域普通技术人员显而易见的不同但等效的方式修改和实施本公开。此外,除了如以下权利要求中所描述的以外,预期对本文示出的构造或设计的细节没有限制。因此,显然可改动、组合或修改以上公开的特定示例性实施方案,并且所有此类变化均被视为在本公开的范围和精神内。本文示例性地公开的实施方案可适当地在不存在本文未具体公开的任何元素和/或本文所公开的任何可选元素的情况下实施。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。