1.本发明广泛地涉及在粉末流和气体流之间传递热量的方法。更具体地,可以在煅烧炉、气体预热系统或闪速煅烧炉中促进流之间的热传递,以提高材料加工的能源效率。
2.本技术的项目已获得了654465号授予协议下的欧盟地平线2020研究与创新计划的资助。
背景技术:
3.粉末流和气体流之间的热传递在许多工业过程中很常见,尤其是矿物煅烧、焙烧过程以及波特兰水泥等材料的生产。
4.在许多过程中,需要冷却热粉末产品以进行处理,并且热量用于预热供给至过程中的输入粉末,以最小化反应器中的能耗。该过程可以通过使用两个联用粉末-气体热交换器来完成。因此,冷气体流(通常为空气)可以与第一热交换器中的热粉末产品混合,然后加热的空气与冷输入粉末混合,从而在第二热交换器中预热用于注入反应器的粉末。然而,该系统的热效率通常较差,因为气体和固体被夹在同向流(co-flow)中,因此排出的固体和气体的温度相同,并且处于输入和输出的热容加权平均温度。来自第一热交换器的热固体仅部分被冷却,并且从第二热交换器排出的气体中留有大量热能。这种低效率的起因是由气体-颗粒摩擦引起的粉末和气体流的固有同向流。有必要提高该过程的传热效率。
5.在实践中,克服这种低效率的已知技术是将热交换器分成多(n)个同向流段,其中粉末在重力作用下从段1向下流动到段n,并通过从段n向上流动到段1的气体被逐渐加热或冷却,然后气体在此处被逐渐冷却或加热。结果是随着n变大,这种分段同向流系统的效率接近于理想逆流系统的效率。例如,在生产波特兰水泥的常见工艺中,热交换器的区段可以是悬浮旋风分离器,其中粉末被夹带在气体流中,然后在旋风分流器中分离,其中粉末向下流动,分离的气体向上流动。气体流是煅烧炉塔和回转窑的燃烧气体与来自熟料冷却装置的未用于燃烧过程的过量加热空气的混合物。因此,向下流动的颗粒在下降时被逐渐加热,而向上流动的气体在每个阶段被逐渐冷却。已经发现,当n=5时,可以实现足够好的热交换,并且添加第六个悬浮旋风分离器的增量成本通常不会产生足以保证另一阶段的能量效率的提高。气体流中粉末的损失通常约为7%-9%,这是通过在气体和粉末的质量流量大约相等的工艺中对气体速度约为15m/s或者更高的每个阶段使用悬浮旋风分离器来实现的。质量流量的相似性是高效热交换器的一般要求,其中粉末和气体的热容在质量基础上是相似的。这些系统的特点是旋风分离器材料的磨损高,并且在n个旋风分离器堆中气体和粉末流动的曲折路径意味着钢和耐火材料的质量相当大,且成本高昂。实际上,热交换堆的尺寸比煅烧反应器的尺寸大一个数量级。
6.一般来说,需要一种克服传统的同向流粉末-气体热交换器的局限性的粉末-气体热交换器,特别是需要使用分段同向流系统。
7.本发明的目的可以是改善粉末流和气体流之间的传热。
8.在整个说明书中,对现有技术的任何讨论都不应被视为承认该现有技术是广为人
知的或是构成本领域公知常识的一部分。
技术实现要素:
9.待解决的问题提供一种用于在粉末流和气体流之间高效地交换热量的热交换系统和/或方法可以是有利的。
10.提供相对于本领域已知的更节能的系统可以是有利的。
11.本发明的目的可以是提高需要冷却粉末产品并对送入反应器的粉末进行预热的已知反应器系统的性能。
12.本发明的目的可以是通过用具有相似热效率的单级工艺来代替用于预热水泥生料粉末的n-堆段同向流工艺来简化波特兰水泥的生产。
13.本文所述的发明可解决现有粉末-气体热交换器的上述效率问题、复杂性问题和成本问题中的至少一个。
14.解决问题的方法本公开涉及一种用于在粉末和气体之间交换热量的方法。在该方面,固体可以比气体更热或更冷。
15.根据第一方面,本发明提供了一种用于在以逆流的方式流动的粉末流和气体流之间交换热量的粉末-气体热交换器,其中竖轴热交换器中粉末流的质量流率基本上等于气体流质量流率。
16.粉末-气体热交换器优选地包括适合用于加热冷固体流的热气体流,或适合用于冷却热固体流的冷气体流,其中热气体流包括工艺中产生的热气体或热空气,并且冷气体流包括空气。
17.在优选实施方案中,粉末-气体热交换器包括气体注入段,其中气体被注入靠近扩散管中的轴的底部的位置,以便产生上升气体流;粉末分散段,包括第一长度的轴段,来自粉末注入段的粉末在第一长度内沿轴横向分散;混合段,其中来自粉末分散段的粉末和来自气体注入段的气体流动接触以交换热量;位于热交换器底部的粉末料斗段,其中经过气体注入段落下的粉末积聚为粉末废品,其中粉末废品通过阀门从热交换器中排出;位于扩散管顶部的分离段,该分离段将气体与任何夹带的固体基本上分离,其中固体向下重新注入扩散管中,其中气体以基本上不影响下方粉末分散的方式从反应器中排出。
18.在一个实施方案中,选择从粉末注入段进入粉末-气体热交换器的粉末的速度,以及来自气体注入段的上升气体的速度,以使粉末颗粒在混合段中的再循环最少,使得下降粉末流和上升气体流在混合段基本上处于逆流接触的状态。
19.本发明的第二方面提供了一种用于处理粉末的反应器,包括两个或更多个粉末-气体热交换器,以从一个或多个反应器段的排气流中回收热量,并使用该热量预热输入粉末流,以优化反应器段的热能效率。
20.在一个实施方案中,反应器包括:第一粉末-气体热交换器,以用冷气体流冷却来自反应器段的热粉末;第二粉末-气体热交换器,第二粉末-气体热交换器注入来自第一粉末-气体热交换器的输出热气体流,以预热冷粉末,从而作为预热的粉末流注入反应器段,其中反应不产生大的工艺气体流,并且燃烧气体不被注入反应器段。
21.在优选实施方案中,反应器包括:第一粉末-气体热交换器,以用冷气体流冷却来自反应器段的热粉末;将冷粉末进料分离为第一冷粉末输入流和第二冷粉末输入流的工具,其中第一冷输入粉末流的质量流量的比例为排出热粉末的质量流量与来自反应器段的热粉末流和热气体流之比,或比例为排出热粉末的热容加权质量流量与热容加权的热粉末流和热工艺气体流之比;第二粉末-气体热交换器,其中来自第一粉末-气体热交换器的输出热气体流用于预热第一冷输入粉末流,用于作为预热的粉末流注入反应器段;第三粉末-气体热交换器,其中来自反应器段的热工艺气体输出流用于预热第二冷输入粉末流,用于作为预热的粉末流注入反应器段,其中反应产生大的工艺气体流,且燃烧气体不被注入反应器段。
22.在另一个实施方案中,反应器包括:第一粉末-气体热交换器,以用冷气体流冷却来自反应器段的热粉末;将来自反应器段的混合的热工艺气体流和燃烧气体流分离为第一热气体流和第二热气体流的工具,其中第一热气体流的质量流量的比例为在反应器中产生的工艺气体的质量流量与来自反应器段的总气体流的质量流量之比,或比例为工艺气体的热容加权质量流量与来自反应器段的热容加权的总气体流之比;将冷粉末进料分离为第一和第二冷粉末输入流的工具,其中第一冷输入粉末流的质量流量的比例为排出热粉末的质量流量与来自反应器段的热粉末流和热工艺气体流之比,或比例为排出热粉末的热容加权质量流量与热容加权的热粉末流和热工艺气体流之比;第二粉末-气体热交换器,其中来自第一粉末-气体热交换器的输出热气体流用于预热第一冷输入粉末流,以作为预热的粉末流注入反应器段;第三粉末-气体热交换器,其中来自反应器段的第一热气体流用于预热第二冷输入粉末流,以作为预热的粉末流注入反应器段;气体-气体热交换器,其中用于燃烧过程的空气由来自反应器段的第二热气体流预热;其中反应产生大的工艺气体流,且燃烧气体被注入反应器段。
23.优选地,反应器将粉末-气体热交换器并入任意反应器段。
24.在特别优选的实施方案中,反应器被应用于波特兰水泥的生产。
25.第一方面的热交换器包括能够使上升气体和下降粉末逆流的段,其中,排气中固体的夹带最小,不超过约7%,且热交换效率为理想逆流热交换器的90%或更高。
26.本公开的另一方面可以涉及将本发明应用于反应过程不产生大的气体流的反应过程。该方面可以包括两个这样的粉末-气体热交换器子系统,其中第一粉末-气体热交换器子系统用于使用室温(ambient)空气冷却来自反应器子系统的粉末,且来自第一粉末-气体热交换器子系统的热气体用于在第二粉末-气体热交换器子系统中预热用于注入反应器子系统的室温(ambient)粉末。该热交换系统(如有)是用于预热来自燃烧气体的空气的任何气体-气体热交换器的补充。
27.本公开的进一步方面可以涉及将本发明应用于反应过程产生大的热气体流的反应过程。该方面可以包括三个这样的粉末-气体热交换器,其中第一粉末-气体热交换器子系统用于使用室温空气冷却来自反应器子系统的粉末,且来自第一粉末-气体热交换器子系统的热气体用于预热一部分用于注入反应器子系统的室温粉末,且第三粉末-气体热交换器子系统用于通过将第二部分室温粉末注入该气体流来冷却来自反应器子系统的排气。
28.本公开的又另一方面可以涉及反应过程产生与燃烧气体混合的大的热气体流的反应器过程。该方面包括三个这样的粉末-气体热交换器子系统和气体-气体热交换器子系
统。其中,第一系统用于使用室温空气冷却来自反应器的粉末,且来自该第一粉末-气体热交换器子系统的热气体用在第二粉末-气体热交换器子系统中以预热一部分用于注入反应器的室温粉末,且第三粉末-气体热交换器子系统用于通过将第二部分室温粉末注入该气体流来冷却一部分来自反应器的排气;且气体-气体热交换器子系统用于预热来自其它部分排气的用在燃烧器过程中的空气。
29.本公开的又进一步方面可以涉及本发明在波特兰水泥生产中的应用。
30.在本发明的上下文中,词语“包含”、“包括”等应被解释为包含性的,而非排他性的,即意思是“包括但不限于”。
31.参考背景技术中所描述或包含的至少一个技术问题来解释本发明。本发明旨在解决或减轻至少一个技术问题,并且这可以引起本说明书定义并参考本发明的优选实施方案详细描述的一个或多个有益效果。
附图说明
32.通过仅作为实例的文字描述,并结合附图,本发明的实施方案将被更好地理解并对于本领域普通技术人员来说显而易见,其中:图1图解了本公开第一方面的粉末-气体热交换系统的实施方案的示意图。
33.图2图解了用于反应的反应器系统的示意图,其中热交换过程由两个粉末-气体热交换器子系统执行,以回收用于热高效反应器的热量;图3图解了用于反应的反应器系统的示意图,其中热交换过程由三个粉末-气体热交换器子系统执行,以回收用于热高效反应器的热量;图4图解了用于反应的反应器系统的示意图,其中热交换过程由三个粉末-气体热交换器子系统和一个气体-气体热交换器子系统执行,以回收用于热高效反应器的热量;图5图解了生产波特兰水泥的系统的示意图,该系统可以适合于使用本发明的用途;图6图解了用于将两个预热的气体流引入反应器中的粉末-气体热交换系统的实施方案的示意图,作为本公开第一方面的具体实例。
具体实施方式
34.以下参考附图和非限制实例描述本发明的优选实施方案。
35.传统的或已知的系统可使用具有不同温度和大约相等的质量流量的气体和粉末的混合物,通常会导致粉末夹带在气体中。因此,热交换器可能是同向流式的。粉末和气体之间的传热速度相对较快,对于混合良好的系统来说通常为毫秒,使得传热相对高效,但气体和粉末的同向流动导致排出气体具有相同的温度,以致与理想的逆流热交换器相比,热效率较低。本发明公开了在热交换器内实现气体和粉末基本上逆流的方法,其保留了快速气-固传热的优点,但是具有高的热效率。
36.本文所述的热交换器的结构是隔热竖轴,气体在竖轴中逆着下降的粉末上升。轴可以是隔热管。这种设计利用粉末的重力来驱动粉末向下流动。
37.例如,对于在管中逆着上升的气体而下降的粉末,均匀上升的气体通常会夹带大体积的粉末或与均匀气体的重量相比大质量的粉末,并且在气力输送的许多实际应用中,
粉末的质量流量可能为气体质量流量的5-10倍。通常,在固体中,输送是指如果气体流速度高于静止气体中颗粒的自由沉降速度,则所有颗粒都将被扫入气体中。在这种情况下,不可能实现气体和颗粒的逆流。实现有效传热所需的逆流的关键因素是确保气体流不均匀,以抑制粉末的这种夹带。
38.通常采用以下方法输送粉末或其他颗粒材料:粉末夹带在以给定速度在管内流动的均匀气体流中,当粉末的质量流量达到一种称为阻塞的状态时,将停止。存在用于评估可以在具有给定速度的气体流中提升的粉末的质量流量的经验关系。当发生阻塞时,气体和固体流不再变得均匀,且固体和气体形成复杂的流动模式,从而形成固体的逆流。这通常与沿着管壁向下的颗粒的流动有关,在管壁处气体速度较低。这是混合的气体和固体的湍流区,在输送固体时将避免该区域。对阻塞的物理机制的深入了解是,颗粒会形成瞬态条带(streamer),其具有例如40个或更多个可逆着上升的气体向下流动的颗粒,因为它们在料流中作为质量较大的一个颗粒移动,从而降低了气体-颗粒摩擦。
39.在一个实施方案中,有目的地建立这样的湍流系统是一个目的,从而使得在管顶部注入的颗粒流不被夹带,并建立所需的逆流。通过这种方式,通过将颗粒从位于管顶部的小型注入管开口注入热交换器以在管中形成粉末羽流,可以产生湍流。在重力作用下,从开口排出的初始自由下降的粉末羽流加速,且羽流膨胀,并将周围的气体拉入羽流。这种气体限制了加速,羽流变慢且变宽,最终破碎。对自由下降的羽流进行的实验表明,随着羽流的膨胀,粉末散开成大的簇状颗粒云。在该项工作中发展的理论可以被应用于羽流是缓慢上升的气体的情况。
40.支持本公开的至少一个实施方案的该过程是,羽流中的颗粒“云”进一步破碎为具有足够低的气体-条带摩擦的颗粒条带,即使羽流消散后,它们仍有足够的动量逆着上升的气体继续沿向下的轨迹流动,使得上升的气体中只夹带了一小部分粉末颗粒,并且条带中的颗粒数量足够小,从而颗粒将热量高效地传递给气体。对于典型的粉末,在进入点以表观速度(superficial velocity)发射的羽流将在行进数米后破碎,并且在破碎前羽流的穿透深度随着进入速度的增加而增加。简单地说,羽流产生逆着上升的气体向下流动的颗粒条带,且条带和气体在相互经过时进行高效的热交换。此外,气体中夹带的颗粒可能会被喷射回轴中,从而下降的颗粒的净动量随着这种滞留的增加而增加。为了使逆流传热最大化,本发明的一个目的是将颗粒再循环最小化。
41.当冷粉末作为羽流向下注入轴中上升的热气体中时,发现如果气体流速度不太大,并且羽流进入速度不太高,则可以在气体少量夹带的情况下进行非常好的热交换。这些实验已通过为流体动力学诱导的条带形成做准备的计算流体动力学模拟得到了验证。
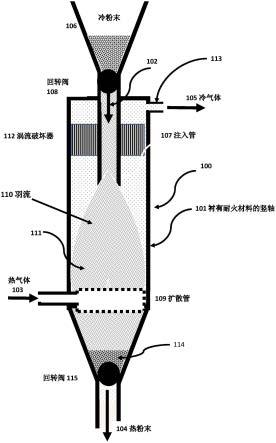
42.在图1的示例性实施方案中,热交换器系统100示出了使用热气体加热衬有耐火材料的轴101中的冷粉末的情况。粉末和气体的质量流量大致相同,或者更准确地说,热容加权质量流量相同,因此通过质量流量为高效热交换器设定了良好的条件。在本实施方案中,冷粉末流102(通常为室温)被热气体流103加热,以产生加热的固体输出流104和冷却的气体输出流105。冷粉末流形成于料斗106中,并使用阀门系统108注入注入管107中。使用靠近管的底部的扩散管109将热气体流注入轴中。室温粉末流以羽流110的形式进入管道,并进一步加速向下吸入从下方升起的热气体。羽流通过气体的吸入而膨胀并消散,从而形成热混合区111,在热混合区111中所有气体和粉末以逆流的方式相互穿过,使得粉末在下降时
从气体中提取热量。
43.在混合区,上升的气体中有一定程度的颗粒夹带,因此气体和固体的理想逆流只能近似实现。不希望湍流太高,以致混合区充当完全搅拌系统,这将限制热交换器的热效率;也不希望湍流太低,以致气体将粉末带出反应器。颗粒尺寸分布、气体速度、羽流进入速度和混合区的长度是关键的设计参数。如果羽流进入速度太高,羽流将不会足够快地破碎,以致混合区的长度变得太小。如果气体流速度太高,混合区的再循环太强,并且损失逆流热效率。
44.在本实施方案中,上升的气体中夹带的颗粒通过涡流破坏器112和其后设置的内部旋风器而被从气体流中剔除,所述涡流破坏器112为一组凭借板表面处的低气体速度而通过自身过滤颗粒的板,所述内部旋风器是由气体的切向出口管113形成的。该系统的设计旨在最小化夹带在气体中的颗粒比例,使得颗粒的质量分数优选小于输入流的7%,并确保切向出口诱导的旋风流对羽流的干扰最小。从这些系统中喷出的粉末落回到反应器中,使得热交换器中的滞留增加,有助于逆流条件的形成。加热的粉末114积聚在系统底部,并通过阀门115喷出。
45.注入固体的阀门系统可使沿注入管向下的颗粒流的脉动最少。羽流的进入速度可由注入管中重置羽流速度的混合板控制。通过使用管中将粉末朝向管壁偏转的导流锥可以使羽流在管中的某个点强制消散。
46.作为一个典型实例,对于用于预热5吨/小时的平均粒径为40微米的粉末的热交换器,通过使用5吨/小时的气体,位于注入管底部的颗粒的速度约为3.0m/s,且上升气体的速度约为0.2m/s。气体表观速度决定管直径,并且可以为约1.0-2.0m。羽流的长度优选在l m到2m之间,混合区的长度优选在4m到8m之间。排出气体处的颗粒损失为约4%,但可以在0.1%到8%的范围内。
47.据观察,羽流容易被气流中小的不对称物(asymmetries)打散。因此,使用涡流板最小化由切向排出气体引起的旋风气体流模式对羽流的影响。在这方面,气体扩散管的详细设计也很重要。由羽流形成的条带的扰动是有害的,因此应被最小化。这种敏感性可用于通过控制羽流特性来设计热交换器。
48.图1的示例性实施方案也适用于通过室温气体流冷却热粉末的实例,其中仅对尺寸进行轻微修改,以考虑工艺流的物理和化学性质的温度依赖性。
49.图2的示例性实施方案是用于高温处理粉末的反应器系统200。系统200中的反应不会产生大的工艺气体流,且任何燃烧气体都被视为单独的工艺流。系统包括反应器子系统201以及两个粉末-气体热交换器子系统202和203,其具有如本文中第一示例性实施方案所述的设计。热粉末204被注入第一粉末-气体热交换器子系统202中,并在此处通过注入冷气体流206冷却产生冷粉末产品205,所述冷气体流206被加热以产生热气体流207。该热气体流可被注入第二粉末-气体热交换器子系统203中,并在该处用于预热输入粉末流208以产生热粉末流209和冷气体流210,所述热粉末流209被注入反应器子系统中。该系统将被部署在其中挥发物在反应器子系统中损失的质量较小的反应器中,使得粉末输出204的质量流量与粉末输入209的质量流量大致相同。因此,为了实现最佳热交换,每个热交换器子系统中的空气质量流量将会相同,或基本相同,如图2所示。这在很大程度上与反应器粉末流204的输出温度无关。反应器200的热效率将由来自第一热交换器202的冷粉末205中和来自
第二热交换器203的冷气体210中的残余显热以及子系统的任何热损失决定。当然,进入反应器的粉末流209的输入温度可能受到限制,例如,在反应于热交换器子系统203中不合期望地开始的情况下。在这种情况下,一部分加热的气体207可用于该热交换器,而另一部分可用于工厂,例如,用于产生电力。
50.图3的示例性实施方案是用于反应过程的反应器系统300,在该反应过程中,反应产生大质量流量的热气体。系统包括反应器子系统301以及三个粉末-气体热交换器子系统302、303和304,其具有第一实施方案中所述的用于热回收的设计。进入反应器的固体305的质量流量在热固体输出306和热气体输出307之间分配。在这种情况下,固体输入305被分流成流308和流309,从而进入热交换器子系统304的冷粉末309的质量流量与来自反应器子系统的热气体307相匹配,以产生冷气体流输出310,以及用于注入反应器子系统的热固体流311。通过使用与图2的第二实施方案中描述的相同的方法,并使用来自粉末-气体热交换器子系统302的热空气流313将剩余的冷固体流308预热,其用于使用冷空气流312来冷却热粉末流306。该反应器的热效率由冷粉末输出311、冷工艺气体流310和来自粉末-气体热交换器子系统303的冷空气流314的残余显热以及子系统的热损失决定。通过使用这种分流进料方法,所有热交换器按照每个热交换器中固体和气体的质量流量近似相同的原理运行,从而每个热交换器可以以最佳的热交换效率运行。
51.许多反应器有其它气体和固体输入,例如燃烧所需的,并且在许多情况下将燃烧排气与工艺排气混合。在这种情况下,通常需要预热进入燃烧气体的空气。
52.图4的示例性实施方案是用于反应过程的反应器系统400,在该反应过程中,反应产生大质量流量的热气体,并消耗来自与工艺气体混合的燃烧气体的能量。系统包括反应器子系统401、三个粉末-气体热交换器子系统402、403和404,和用于预热燃烧气体的气体-气体热交换器,三个粉末-气体热交换器子系统402、403和404具有第一实施方案中所述的用于热回收的设计。燃烧的燃料406不被预热,而是被注入反应器子系统中,而用于燃烧的冷空气407在气体-气体热交换器405中被预热,以产生热空气408,所述热空气408被注入反应器子系统中用于燃烧。来自反应器子系统的排出气体409分流成流410和流411,其中流410的比例优选为等于燃烧气体(约等于407和406的质量流量)与总气体质量流量409的质量比,且流410用于预热气体-气体热交换器405中的空气407,以产生冷燃烧气体流412。因此,流411中的热气体的质量流量与工艺气体的质量流量相当,等于图4中所示的粉末输入415和422的总量之差。
53.图4中剩余的质量流量遵循与图3中所述的相同过程,输入固体413按照工艺气体(约等于411的质量流量)与排出热粉末420的比例进行分配。热气体流411用于在粉末-气体热交换器子系统404中将粉末流414预热为热用于注入反应器中的热粉末流415。第二冷粉末流417在粉末-气体热交换器子系统403中被预热,以产生用于注入反应器子系统中的热粉末流422,其中粉末加热由来自粉末-气体热交换器子系统402的热空气流419完成,其通过使用冷空气流418来冷却来自反应器子系统401的粉末流420,以产生冷粉末流421。该反应器的热效率由冷输出粉末421、冷燃烧/工艺气体流412和416和来自粉末-气体热交换器子系统403的冷气体流423中的残余显热以及子系统中的热损失决定。通过使用这种分流进料方法,所有热交换器按照每个热交换器中的固体和气体的质量流量近似相同的原理运行,从而每个热交换器可以以最佳的热交换效率运行。
54.在另一实施方案中,粉末-气体热交换器在波特兰水泥生产中的应用还使用了sceats等人(wo2015/077818)描述的方法(通过引用并入本文中),该方法使用煅烧炉的间接加热来捕获水泥生料中石灰石煅烧工艺中产生的co2。其中描述的工艺使用无焰燃烧器,无焰燃烧器具有内部热量回收,并使用向下流动的水泥粉和上升的co2气体流的逆流。当与水泥生产过程相结合时,该过程中的热回收方法如图5所示。
55.如图5所示,水泥厂500包括煅烧炉子系统501,其在熔炉子系统502中被外部加热,以煅烧用于注入回转窑503的水泥生料粉的石灰石部分,热熟料结粒在熟料冷却器504中冷却。在该过程中使用了两个粉末-气体热交换器505和506。水泥生料507被分成两个流508和510,其中流508用于冷却来自煅烧炉的co2气体流,以在粉末-气体热交换器505中产生预热的粉末509;流510用于冷却来自回转窑的空气/燃烧气体流,以产生用于注入煅烧炉的预热的粉末流511。在该实例中,带有集成空气预热器的无焰燃烧器用于为熔炉提供动力,从而来自煅烧炉的燃烧气体的能量最小。
56.在本实施方案中,不考虑从该气体流中提取额外的低位热量。位于煅烧炉底部的粉末在约900℃的温度下反应生成活性成分石灰,并作为煅烧的水泥粉512注入回转窑中,回转窑进一步将粉末加热至约1400℃,从而形成熟料结粒,这些结粒以颗粒流513的形式从窑中排出。通常在室温下,颗粒在熟料冷却器中通过冷空气流515冷却,以产生冷熟料流514。热空气流516被分流以提供用于窑燃烧器的预热的空气517,并且过量的空气518与来自窑519的排气重新结合,以产生热空气/燃烧气体流520,该热空气/燃烧气体流520被注入粉末-气体预热器506,以产生冷却的气体流521和预热的固体流511。据合理的估计,熟料514的质量流量约等于空气516的质量流量,约等于混合的空气/燃烧气体520的质量流量。燃料的质量会在较小程度上增加质量流量。因此,如上所述,根据co2的质量流量,将输入水泥粉流分成流508和流509将产生高的热效率。然而,要求在回转窑中增加额外的热量意味着基于质量加权的520的显热超过523。
57.因此,粉末509的温度将低于511。为了保持热效率,期望的是将最热的粉末501在低于509的点注入煅烧炉中,如图5中的区段522所示。以下在图6所示的实施方案中描述了这样做的方法。实际上,可以优化流和最热的粉末的注入点之间的分流,从而将冷熟料粉末514、冷co2流524和冷空气流/燃烧流521中的显热降至最低。能量效率取决于熟料冷却器、两个粉末-气体热交换器的热效率和煅烧炉燃烧室的热效率,包括所有子系统和管的热损失。
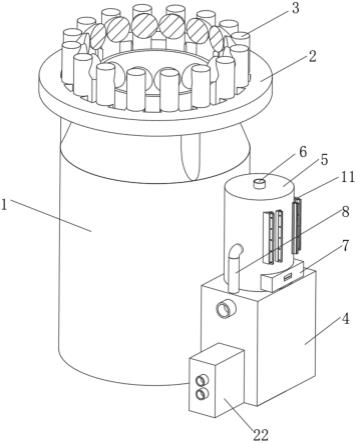
58.图6的实施方案的实例公开了一种在反应器中预热固体的方法,该方法可以适用于图5的示例性实施方案中所公开的波特兰水泥的工艺,其中一个粉末流由来自第一过程的热气体流预热,例如图5的回转窑;第二粉末流由来自第二过程的热气体流预热,例如图5所示的煅烧炉;将两个预热的固体流注入其中。在本示例性实施方案中,有两个粉末进料。粉末-气体预热器系统600包括衬有耐火材料的竖轴601;以及螺旋进料机602、料斗603和用于注入第一粉末流的外注入管604;以及用于注入第二粉末流的延伸至管604外的内注入管605;以及用于从反应器提取工艺气体的涡流破坏器606和切向气体喷射器607。混合的粉末流在以下位置进入反应器:外部熔炉间接加热从竖轴穿过反应器落下的粉末。输入流是热预热的粉末609和第二粉末流610,其中热预热粉末609来自单独的粉末-气体预热器,在该单独的粉末-气体预热器中,通过来自热空气/燃烧过程进行加热。对于波特兰水泥,第一粉
末流优选为约750℃,第二粉体流优选处于室温。本文所公开的粉末-气体热交换器系统将热预热粉末流611向下排至反应器系统中,并且排出气体流612为co2。粉末-气体热交换器的目的是输送冷co2气体流613。
59.对于波特兰水泥,co2气体流为输入粉末流重量的约35%,因此冷粉末610的质量流量为总粉末流的约35%,65%的粉末流由如上所述的热空气/燃烧气体预热。冷粉末流通过外注入管注入粉末-气体热交换器,从而形成羽流614和逆流混合区615,如图1的实施方案中所述。羽流的演变受到内注入管605的干扰。预热的粉末609通过内注入管注入混合区615下方的位置,并形成第二羽流616和混合区617,从上部区域落下的预热粉末在混合后形成向下流的预热的粉末611。本示例性实施方案确立的原理是,具有分开的预热器的分流式进料可以集成到反应器的输入,从而实现高效传热。在这种情况下,预热的粉末609中非常高的热能要求将其注入反应器更深的位置处,以使其不会重新加热来自反应器的co2气体。该粉末进入反应器的速度可以通过在内注入管内或下方使用导流板来控制。
60.本领域技术人员将意识到,实施方案2、3和4的工艺流程的修改可以改变以考虑其它因素,例如污垢和环境排放要求。
61.在另一实施方案中,本公开可以涉及一种方法,该方法用于在竖轴热交换系统中,在质量流率大约相等的下降粉末流和上升气体流之间高效且连续地交换热量。该方法可用于通过冷气体流(通常为空气)来冷却热固体流,或通过热气体流(通常可以是热空气流或来自工艺的热气体流)加热冷固体流。进一步地,粉末的质量流量和气体的质量流量可以为1:1的比例,或者更优选地与热容加权质量流量成比例。
62.可选地,粉末-气体热交换系统包括竖轴内的段,以实现流的基本上逆流。该粉末-气体热交换系统包括以下分段或装置中的至少一个;a.粉末注入段,其中通过管在轴的顶部注入粉末,以便在系统中产生下降的粉末羽流;和b.气体注入段,其中将气体注入扩散管中靠近轴底部的位置,以便产生上升气体流;和c.羽流分散段,其包括第一长度的轴,其中来自注入段的羽流在第一长度内沿轴横向分散;和d.混合段,其中来自羽流分散段的颗粒和来自气体注入段的气体紧密流动以交换热量;和e.位于反应器底部的粉末料斗段,其中经过气体注入段落下的颗粒积聚为粉末,粉末通过阀门从粉末料斗段并从系统中排出;和f.位于管顶部的分离段,其基本分离气体与任何夹带的固体,并且其将所述固体向下重新注入管中,并且其允许气体以基本上不影响下方羽流分散的方式从反应器中排出。
63.选择从粉末注入段进入粉末-气体热交换系统的粉末的速度,以及来自气体注入段的上升气体的速度,使得颗粒在混合段的再循环最小化,从而使混合段的流动基本上是这两个流的紧密逆流。
64.一种用于处理粉末的反应器系统,其使用两个或更多个粉末-气体热交换系统从来自一个或多个反应器段的排气流中回收热量,并使用该热量预热输入粉末流,以优化反
应器段的热能效率。
65.任选地,反应不产生大的工艺气体流,且燃烧气体不被注入反应器段,包括:a.第一粉末-气体热交换系统,以使用冷气体流(通常为室温空气)冷却来自反应器段的热粉末;b.第二粉末-气体热交换系统,其注入来自第一粉末-气体热交换系统的输出热气体流,以预热冷粉末,用于作为预热的粉末流注入反应器段。
66.优选地,反应产生大的工艺气体流,且燃烧气体不被注入反应器段,包括:a.第一粉末-气体热交换,以使用冷气体流冷却来自反应器段的热粉末;b.将冷粉末进料分离为第一和第二冷粉末输入流的工具,其中第一冷输入粉末流的质量流量的比例优选为排出热粉末的质量流量与来自反应器段的热粉末流和热气体流之比,或更优选地比例为排出热粉末的热容加权质量流量与热容加权的热粉末流和热工艺气体流之比;c.第二粉末-气体热交换系统,其中来自第一粉末-气体热交换系统的输出热气体流用于预热第一冷输入粉末流,用于作为预热的粉末流注入反应器段;d.第三粉末-气体热交换系统,其中来自反应器段的热工艺气体输出流用于预热第二冷输入粉末流,用于作为预热的粉末流注入反应器段。
67.优选地,反应产生大的工艺气体流,且燃烧气体被注入反应器段,包括:a.第一粉末-气体热交换系统,以使用冷气体流冷却来自反应器段的热粉末;b.将来自反应器段的混合的热工艺气体流和燃烧气体流分离为第一和第二热气体流的工具,其中第一热气体流的质量流量的比例优选为在反应器中产生的工艺气体的质量流量与来自反应器段的总气体流的质量流量之比,或比例更优选为工艺气体的热容加权质量流量与来自反应器段的热容加权的总气体流之比;c.将冷粉末进料分离为第一和第二冷粉末输入流的工具,其中第一冷输入粉末流的质量流量的比例优选为排出热粉末的质量流量与来自反应器段的热粉末流和热工艺气体流之比,或比例更优选为排出热粉末的热容加权质量流量与热容加权的热粉末流和热工艺气体流之比;d.第二粉末-气体热交换系统,其中来自第一粉末-气体热交换系统的输出热气体流用于预热第一冷输入粉末流,用于作为预热的粉末流注入反应器段;e.第三粉末-气体热交换系统,其中来自反应器段的第一热气体流用于预热第二冷输入粉末流,用于作为预热的粉末流注入反应器段;f.气体-气体热交换系统,其中用于燃烧过程的空气由来自反应器段的第二热气体流预热。
68.反应器系统中的任何粉末-气体热交换系统可并入本文所讨论的任何反应器段。将理解的是,反应器系统可用于生产波特兰水泥。
69.本发明的进一步形式从说明书和附图中显而易见。
70.尽管已经参考具体的实例对本发明进行了描述,但本领域技术人员将理解,本发明可以以符合本文描述的发明的广泛原理和精神的许多其它形式体现。
71.本发明和描述的优选实施方案具体包括工业上可应用的至少一个特征。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。