1.本实用新型属于汽车加工技术领域,具体是一种汽车上导轨加工用黑膜装配辅具。
背景技术:
2.汽车工业是在许多相关联的工业和有关技术的基础上发展起来的综合性企业,汽车上使用着许多部门的产品,而且从毛坯加工到整车装配,需要采用各类加工技术;汽车零件包括大至地板,小至螺钉等数千个不同的部件,实际的汽车生产过程是由若干不同的专业生产厂(车间)合作完成的,为了经济地、高效率地制造汽车,这些专业生产厂(车间)按产品的协作原则组织生产、分工合作;在对汽车进行加工制造时,其主要流程有以下几个,具体为冲压:生产车身冲压单件;焊接:把冲压单件焊接成白车身;涂装:白车身进行电泳防锈处理后,由机器人进行喷漆处理;总装:将发动机,变速箱,座椅,内饰,外饰等部件与车身装配起来;以及出厂检验:保证车辆运作正常可靠。
3.上述对汽车进行加工的流程中,具体到汽车上导轨其前侧进行铺设黑膜,该黑膜可以是一种人工的脂膜,是在浸于水中的聚四氟乙烯膜开口处形成的双分子层膜,如果把含有磷脂的脂类溶剂(通常为正癸烷等)制成溶液,然后涂在浸于水中的聚四氟乙烯壁的孔上,则脂分子由于热力学的原因,可变成排列稳定的系统,最后在孔上产生双分子层膜。
4.在传统对汽车上导轨表面进行铺设黑膜时,发现上述技术至少存在如下问题:
5.一是,目前在对黑膜进行装配时,通常采用人工手工装配,操作工人根据黑膜的预设定位点,凭借经验及手感进行操作,费时费力的同时,还需要较长的时间去培养一个合格、稳定的操作工人;
6.二是,因为黑膜本身属于适配件,不同车型的黑膜状态都略有差异,不能通用,所以在每款车型黑膜批产时,即便是成熟的老手,也需要短时间的操作来进行适应,在进行装配黑膜时还需人工将黑膜本体与胶体分离,根据上述情况就会导致纯手工装配的黑膜或多或少都会存在一致性问题,最终黑膜的装配效果完全被人员因素所影响。
技术实现要素:
7.解决的技术问题:
8.针对现有技术的不足,本实用新型提供了一种汽车上导轨加工用黑膜装配辅具,采用夹装的方式将整个装配辅具设置到汽车上导轨表面,通过使用导轮组件完成对整个装配辅具的定位,侧导轮和顶导轮可于汽车上导轨表面转动,确保装配状态下黑膜位置的稳固,同时使用压膜组件对黑膜装配,在装配过程中借助剥分机构,可完成对黑膜主体与胶纸的分离,借助夹板机构可完成对黑膜的定位,确保黑膜精准定位于汽车上导轨表面,保证装配完成后的一致性和稳定性,解决了背景技术中提到的问题。
9.技术方案:
10.为实现以上目的,本实用新型通过以下技术方案予以实现:
11.一种汽车上导轨加工用黑膜装配辅具,包括:运动主轴、导轮组件以及压膜组件;
12.导轮组件固定设置于运动主轴表面,用于带动整个装配辅具于汽车上导轨保持顺畅的活动;压膜组件偏转式装配于运动主轴底侧,用于将黑膜本体压覆于汽车上导轨的表面;其中,所述导轮组件用于连接运动主轴和汽车上导轨,所述压膜组件包含夹板机构和设置于夹板机构内壁之间的辊轮机构,所述辊轮机构用于将黑膜压覆于汽车上导轨表面。
13.上述采用夹装的方式将整个装配辅具设置到汽车上导轨表面,通过使用导轮组件完成对整个装配辅具的定位,侧导轮和顶导轮可于汽车上导轨表面转动,相互配合使用可确保装配辅具按照既定轨迹进行移动,提高了装配时的工作效率,同时保证装配完成后的效果。
14.优选的,所述运动主轴边侧通过螺栓固定连接有压板,所述压膜组件和导轮组件作为两个夹持端,分别夹持于汽车上导轨的前后两侧;工作人员可将整个装配辅具看做传统的夹具,压膜组件和导轮组件作为两个夹持端,完成对汽车上导轨的夹持,运动主轴上的压板可作为手持部,以控制两个夹持端的开口角度,分别夹持于汽车上导轨的前后两侧。
15.优选的,所述导轮组件包含均与运动主轴固定连接的一号导轮连接件和二号导轮连接件,两个导轮连接件的作用相同,均是与汽车上导轨相配合;
16.其中,所述一号导轮连接件包含一号连接块和装配于一号连接块表面的侧导轮;所述二号导轮连接件包含二号连接块和装配于二号连接块表面的顶导轮。
17.具体的,上述侧导轮的数量至少为两组,具体数量参照图1即可看出,为两组侧导轮,并与汽车上导轨背侧的凸条相匹配,侧导轮和顶导轮的使用可分别从横向和纵向上对整个装配辅具的移动位置进行限位。
18.优选的,所述夹板机构包含上夹板和下夹板;
19.其中,所述上夹板与运动主轴之间通过设置带有扭转弹簧的转轴连接,且上夹板表面装配有剥分机构,用于分离黑膜主体和贴附于黑膜粘性面上的胶纸;所述下夹板与上夹板之间形成的区域供黑膜穿过,所述辊轮机构用于连接下夹板和上夹板,且上夹板和下夹板的规格相同。
20.优选的,所述剥分机构包含夹持板和固定连接于夹持板表面的剥离板,所述夹持板与上夹板之间通过设置带有扭转弹簧的转轴连接,且夹持板与剥离板之间存在间隙,供贴附于黑膜粘性面上的胶纸穿过。
21.上述采用压膜组件对黑膜装配,在装配过程中借助剥分机构,可完成对黑膜主体与胶纸的自动分离,借助夹板机构可完成对黑膜的定位,确保黑膜精准定位于汽车上导轨表面,保证装配完成后的一致性和稳定性。
22.优选的,所述辊轮机构包含依次排布于上夹板同一边侧的支撑辅助辊、主辊轴以及支辊轴,所述支辊轴的一端不与下夹板接触,所述剥离板位于支辊轴与主辊轴之间;所述支撑辅助辊和主辊轴均转动式装配于上夹板与下夹板之间,所述支辊轴通过设置轴杆与上夹板连接。
23.有益效果:
24.一是,本方案中,采用夹装的方式将整个装配辅具设置到汽车上导轨表面,通过使用导轮组件完成对整个装配辅具的定位,侧导轮和顶导轮可于汽车上导轨表面转动,相互配合使用可确保装配辅具按照既定轨迹进行移动,解决了传统在对黑膜进行装配时借助人
工进行操作,会出现费时费力的问题,提高了装配时的工作效率,同时保证装配完成后的效果;
25.二是,本方案中,采用压膜组件对黑膜装配,在装配过程中借助剥分机构,可完成对黑膜主体与胶纸的分离,解决了传统在黑膜进行装配时还需人工手持胶纸,促使黑膜主体与胶纸分离的情况,借助夹板机构可完成对黑膜的定位,确保黑膜精准定位于汽车上导轨表面,保证装配完成后的一致性和稳定性。
附图说明
26.图1是本实用新型的整体结构状态示意图之一;
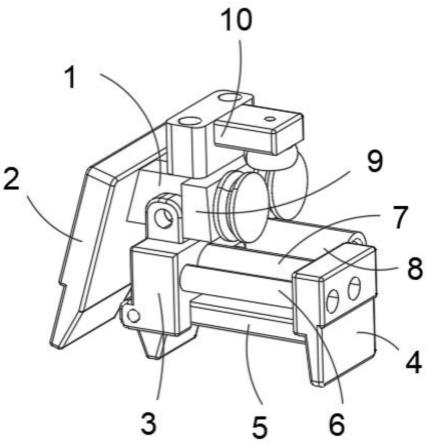
27.图2是本实用新型的整体结构状态示意图之二;
28.图3是本实用新型中局部结构示意图;
29.图4是本实用新型的整体结构在实际运用时的状态示意图。
30.附图标记:1、运动主轴;2、压板;3、上夹板;4、下夹板;5、夹持板; 51、剥离板;6、支撑辅助辊;7、主辊轴;8、支辊轴;9、一号连接块;91、侧导轮;10、二号连接块;101、顶导轮。
具体实施方式
31.本技术实施例通过提供一种汽车上导轨加工用黑膜装配辅具,采用夹装的方式将整个装配辅具设置到汽车上导轨表面,通过使用导轮组件完成对整个装配辅具的定位,侧导轮和顶导轮可于汽车上导轨表面转动,确保装配状态下黑膜位置的稳固,同时使用压膜组件对黑膜装配,在装配过程中借助剥分机构,可完成对黑膜主体与胶纸的分离,借助夹板机构可完成对黑膜的定位,确保黑膜精准定位于汽车上导轨表面,保证装配完成后的一致性和稳定性,解决现有技术中的问题。
32.本技术实施例中的技术方案为解决上述问题,总体思路如下:
33.实施例1:
34.本实施例给出整个辅具的具体结构,如图1-4所示,一种汽车上导轨加工用黑膜装配辅具,包括:运动主轴1、导轮组件以及压膜组件;
35.导轮组件固定设置于运动主轴1表面,该导轮组件可于汽车上导轨表面滚动,在滚动过程中完成对黑膜的装配处理;压膜组件偏转式装配于运动主轴1底侧,该压膜组件用于滚动压覆黑膜,使得黑膜紧贴汽车上导轨表面;
36.其中,导轮组件用于连接运动主轴1和汽车上导轨,整个导轨组件可受到汽车上导轨本身进行限位,使得导轮组件能够按照汽车上导轨的曲面形状进行移动,确保黑膜能够与汽车上导轨保持一致性的贴附,压膜组件包含夹板机构和设置于夹板机构内壁之间的辊轮机构,辊轮机构用于将黑膜压覆于汽车上导轨表面。
37.在一些示例中,运动主轴1边侧通过螺栓固定连接有压板2,压膜组件和导轮组件作为两个夹持端;
38.具体的,参照图1所示,可将整个装配辅具看做传统的夹具,压膜组件和导轮组件作为两个夹持端,完成对汽车上导轨的夹持,运动主轴1上的压板2可作为手持部,以控制两个夹持端的开口角度,分别夹持于汽车上导轨的前后两侧。
39.在一些示例中,导轮组件包含均与运动主轴1固定连接的一号导轮连接件和二号
导轮连接件;其中,一号导轮连接件包含一号连接块9和装配于一号连接块9表面的侧导轮91;二号导轮连接件包含二号连接块10和装配于二号连接块10表面的顶导轮101。
40.上述的侧导轮91的数量至少为两组,具体的数量也为两组,并与汽车上导轨背侧的凸条相匹配,同时顶导轮101在工作状态下也始终与汽车上导轨的背侧表面贴合,并于背侧表面滚动;
41.在具体应用场景中,顶导轮101和侧导轮91分别从横向上和纵向上完成对装配辅具的定位,确保移动过程中装配辅具的位置稳定性,继而确保黑膜装配完成后保持良好的效果。
42.通过采用上述技术方案:
43.采用夹装的方式将整个装配辅具设置到汽车上导轨表面,通过使用导轮组件完成对整个装配辅具的定位,侧导轮91和顶导轮101可于汽车上导轨表面转动,相互配合使用可确保装配辅具按照既定轨迹进行移动,解决了传统在对黑膜进行装配时借助人工进行操作,会出现费时费力的问题,提高了装配时的工作效率,同时保证装配完成后的效果。
44.实施例2:
45.以实施例1为基础,本实施例给出压膜组件的具体结构,如图1-3所示,压膜组件包含夹板机构和设置于夹板机构内壁之间的辊轮机构,辊轮机构用于将黑膜压覆于汽车上导轨表面。
46.在一些示例中,夹板机构包含上夹板3和下夹板4;
47.其中,上夹板3与运动主轴1之间通过设置带有扭转弹簧的转轴连接,且上夹板3表面装配有剥分机构,用于分离黑膜主体和贴附于黑膜粘性面上的胶纸;下夹板4与上夹板3之间形成的区域供黑膜穿过,装配状态下的黑膜始终处于上下夹板之间形成的区域内,辊轮机构用于连接下夹板4和上夹板3。
48.在一些示例中,剥分机构包含夹持板5和固定连接于夹持板5表面的剥离板51,夹持板5与上夹板3之间通过设置带有扭转弹簧的转轴连接,且夹持板5与剥离板51之间存在间隙,供贴附于黑膜粘性面上的胶纸穿过。
49.在具体应用场景中,
50.工作人员可将黑膜和胶纸撕开一小段,而后将黑膜绕过主辊轴7,同时胶纸从夹持板5和剥离纸51之间的区域穿过并排出,最后使用支撑辅助辊6、主辊轴7完成对黑膜的压覆处理,使得黑膜紧贴于汽车上导轨表面。
51.在一些示例中,辊轮机构包含依次排布于上夹板3同一边侧的支撑辅助辊6、主辊轴7以及支辊轴8,支辊轴8的一端不与下夹板4接触,剥离板51 位于支辊轴8与主辊轴7之间。
52.上述的支撑辅助辊6和主辊轴7均转动式装配于上夹板3与下夹板4之间(该处支撑辅助辊6也保持转动、阻尼式转动或是不转动的状态,具体可根据实际情况进行选择),支辊轴8通过设置轴杆与上夹板3连接。
53.支撑辅助辊6可采用与上下夹持板相同的材质,主辊轴7和支辊轴8的表面可套装橡胶套进行使用。
54.通过采用上述技术方案:
55.采用压膜组件对黑膜装配,在装配过程中借助剥分机构,可完成对黑膜主体与胶
纸的分离,解决了传统在黑膜进行装配时还需人工手持胶纸,促使黑膜主体与胶纸分离的情况,借助夹板机构可完成对黑膜的定位,确保黑膜精准定位于汽车上导轨表面,保证装配完成后的一致性和稳定性。
56.最后应说明的是:显然,上述实施例仅仅是为清楚地说明本发明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引申出的显而易见的变化或变动仍处于本发明的保护范围之中。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。