1.本发明涉及一种将在行进方向上形成多列且未在相对于行进方向的横向上对齐地供给的多个搬送物通过整理输送机系统来在横向上对齐后进行交接的方法。
背景技术:
2.以往,已知一种将在行进方向上形成多个列且未在相对于行进方向的横向上对齐地供给的多个面团片通过整理输送机系统来在横向上对齐后进行交接的方法(例如,参照专利文献1和2)。具体而言,在多个列中的各列设置整理输送机,在面团片到达了整理输送机的停止位置时,使整理输送机停止。在多个列的全部列中面团片到达了整理输送机的停止位置时,多个列的面团片在横向上对齐。接着,通过驱动多个列的全部列的整理输送机,来从整理输送机交接在横向上对齐后的多个列的面团片。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开平9-278166号公报
6.专利文献2:日本特开2018-82649号公报
技术实现要素:
7.发明要解决的问题
8.所供给的面团片的每单位时间的量(接受量)并非始终是恒定的,可能变动。当该面团片的接受量增大时,从整理输送机交接对齐后的面团片的每单位时间的量(交接量)也增大。由此,进行交接的时间间隔变短,即,所交接的面团片的间距变短。在该情况下,当交接量超过整理输送机的下游侧的装置(面包机、烤箱等)的处理能力时,有时在整理输送机的下游侧发生面团片的拥堵(下面称为“下游侧的拥堵”。)。
9.另外,有时在使多个列中的特定的列的面团片在整理输送机的停止位置停止的期间供给特定的列的后续的面团片(下面称为“上游侧的拥堵”。)。在该情况下,在多个列中的至少一列的面团片未到达整理输送机的停止位置时,就从整理输送机交接面团片。其结果,在横向上对齐地交接的面团片的数量变少,产生间隙。由此,整理输送机的下游侧的装置(面包机、烤箱等)的运行变得低效。另外,在通过烤箱烘焙面团片的情况下,可能会发生烘焙不均。
10.因此,本发明的目的在于,在用于将在行进方向上形成多个列且未在相对于行进方向的横向上对齐地供给的多个搬送物通过整理输送机系统来在横向上对齐后进行交接的方法中,不产生下游侧的拥堵且减少在横向上对齐地交接的面团片等搬送物的数量变少的频度。
11.用于解决问题的方案
12.为了达成上述目的,本发明的方法用于将在行进方向上形成多个列且未在相对于行进方向的横向上对齐地供给的多个搬送物通过整理输送机系统来在横向上对齐后进行
交接,该方法的特征在于,整理输送机系统具有所述多个列的出口侧输送机、与所述多个列的所述出口侧输送机邻接地配置于所述多个列的所述出口侧输送机的上游侧的所述多个列的至少一个中间输送机、以及与所述多个列的所述至少一个中间输送机邻接地配置于所述多个列的所述至少一个中间输送机的上游侧的所述多个列的搬送排出用输送机,所述方法包括以下步骤:在所述多个列中的各列中,使搬送物在出口侧输送机的停止位置停止,来使搬送物在横向上对齐;将从出口侧输送机交接在横向上对齐后的所述多个列的搬送物的交接间隔决定为规定的值;确认从上次的交接起是否超过了所述交接间隔;在从上次的交接起超过了所述交接间隔、且在所述多个列中的全部列中搬送物处于出口侧输送机的停止位置时,从出口侧输送机向下游侧交接所述多个列的搬送物;以及在从上次的交接起未超过所述交接间隔、且在所述多个列中的特定的列中满足规定的拥堵条件时,将处于所述特定的列的搬送排出用输送机的停止位置的搬送物排出到整理输送机系统外。
13.在这样构成的方法中,将从出口侧输送机交接在横向上对齐后的多个列的搬送物的交接间隔决定为规定的值。通过将交接间隔决定为不会发生下游侧的拥堵的规定的值,能够避免发生下游侧的拥堵。另外,在从上次的交接起未超过交接间隔、且在多个列中的特定的列中满足规定的拥堵条件时,即,在发生了上游侧的拥堵时,将处于特定的列的搬送排出用输送机的停止位置的搬送物排出到整理输送机系统外。即,在出口侧输送机的位置对齐后的搬送物不被从出口侧输送机进行交接,而是维持原状地待机。由此,能够减少在横向上对齐地交接的搬送物的数量变少的频度。
14.在上述方法中,优选的是,所述规定的拥堵条件是:搬送物处于出口侧输送机、一个以上的中间输送机以及搬送排出用输送机中的全部输送机的停止位置、且下一个搬送物接近了所述特定的列的搬送排出用输送机时;或者,搬送物处于出口侧输送机和一个以上的中间输送机中的全部输送机的停止位置、且下一个搬送物到达了所述特定的列的搬送排出用输送机的停止位置时。
15.在上述方法中,优选的是,在从出口侧输送机向下游侧交接所述多个列的搬送物时,确认处于所述多个列的中间输送机的停止位置的搬送物的个数,在所述个数小于规定范围时或者所述个数为第一规定个数以下时,以增大所述交接间隔的方式更新所述规定的值,在所述个数大于所述规定范围时或者所述个数为第二规定个数以上时,以减小所述交接间隔的方式更新所述规定的值。
16.在这样构成的方法中,在从出口输送机交接了多个列的搬送物时,在处于中间输送机的停止位置的搬送物的个数小于规定范围时或者为第一规定个数以下时,由于搬送物的接受量比交接量少,因此以增大交接间隔的方式更新规定的值。另外,在从出口输送机交接了多个列的搬送物时,在处于中间输送机的停止位置的搬送物的个数大于规定范围时或者为第二规定个数以上时,由于搬送物的接受量比交接量多,因此以减小交接间隔的方式更新规定的值。由此,以使搬送物的接受量与交接量接近的方式来调整交接间隔,以避免上游侧的拥堵。其结果,能够减少在横向上对齐地交接的搬送物的数量变少的频度。
17.在上述方法中,在从上次的交接起超过了所述交接间隔、且在所述多个列中的至少一个列中搬送物不处于出口侧输送机的停止位置、且在所述多个列中的特定的列中满足所述规定的拥堵条件时,既可以从出口侧输送机向下游侧交接处于所述多个列的出口侧输送机的停止位置的搬送物,也可以将处于所述特定的列的搬送排出用输送机的停止位置的
搬送物排出到整理输送机系统外。
18.在从出口侧输送机向下游侧交接处于多个列的出口侧输送机的停止位置的搬送物时,在横向上对齐地交接的搬送物的数量变少,但是能够增加交接量,由此,能够缓和上游侧的拥堵。另外,在将处于特定的列的搬送排出用输送机的停止位置的搬送物排出到整理输送机系统外的情况下,在出口侧输送机的位置对齐后的搬送物不被从出口侧输送机进行交接,而是维持原状地待机。由此,能够减少在横向上对齐地交接的搬送物的数量变少的频度。
19.另外,为了达成上述目的,本发明的另一方法用于将在行进方向上形成多个列且未在相对于行进方向的横向上对齐地供给的多个搬送物通过整理输送机系统来在横向上对齐后进行交接,所述方法的特征在于,整理输送机系统具有所述多个列的出口侧输送机、与所述多个列的所述出口侧输送机邻接地配置于所述多个列的所述出口侧输送机的上游侧的所述多个列的至少一个中间输送机、以及与所述多个列的所述至少一个中间输送机邻接地配置于所述多个列的所述至少一个中间输送机的上游侧的所述多个列的搬送排出用输送机,所述方法包括以下步骤:在所述多个列中的各列中,使搬送物在出口侧输送机的停止位置停止,来使搬送物在横向上对齐;将从出口侧输送机交接在横向上对齐后的所述多个列的搬送物的交接间隔决定为规定的值;确认从上次的交接起是否超过了所述交接间隔;在从上次的交接起超过了所述交接间隔、且从出口侧输送机向下游侧交接所述多个列中的至少一列的搬送物时,确认处于所述多个列的中间输送机的停止位置的搬送物的个数;以及在所述个数小于规定范围时或者所述个数为第一规定个数以下时,以增大所述交接间隔的方式更新所述规定的值,在所述个数大于所述规定范围时或者所述个数为第二规定个数以上时,以减小所述交接间隔的方式更新所述规定的值。
20.在这样构成的方法中,将从出口侧输送机交接在横向上对齐后的多个列的搬送物的交接间隔决定为规定的值。通过将交接间隔决定为不会发生下游侧的拥堵的规定的值,能够避免发生下游侧的拥堵。另外,在从出口输送机交接了多个列中的至少一列的搬送物时,在处于中间输送机的停止位置的搬送物的个数小于规定范围时或者为第一规定个数以下时,由于搬送物的接受量比交接量少,因此以增大交接间隔的方式更新规定的值。另外,在从出口输送机交接了多个列中的至少一列的搬送物时,在处于中间输送机的停止位置的搬送物的个数大于规定范围时或者为第二规定个数以上时,由于搬送物的接受量比交接量多,因此以减小交接间隔的方式更新规定的值。由此,以使搬送物的接受量与交接量接近的方式来调整交接间隔,以避免发生上游侧的拥堵。其结果,能够减少在横向上对齐地交接的搬送物的数量变少的频度。
21.在上述方法中,优选的是,搬送物是面团片。
附图说明
22.图1是面团片供给系统的俯视图。
23.图2是待机例程的流程图。
24.图3是示出面团片的配置的图。
25.图4是示出面团片的配置的图。
26.图5是示出面团片的配置的图。
27.图6是交接例程的流程图。
28.图7是交接例程的流程图。
29.图8是交接例程的流程图。
30.图9是交接例程的流程图。
31.图10是示出面团片的配置的图。
32.图11是示出面团片的配置的图。
33.图12是示出面团片的配置的图。
34.图13是示出面团片的配置的图。
35.图14是示出面团片的配置的图。
36.图15是示出面团片的配置的图。
37.图16是示出面团片的排出的图。
38.图17是示出面团片的配置的图。
39.图18是示出面团片的配置的图。
具体实施方式
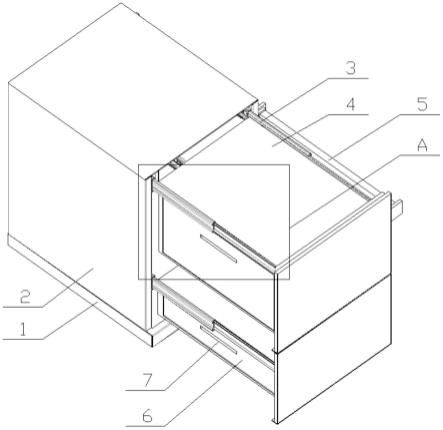
40.图1所示的实施例是面团片供给系统100,面团片供给系统100具有:供给部10,其向行进方向a供给4列面团片f2;整理输送机系统20,其用于使4列面团片f2在相对于行进方向a的横向b上对齐;以及交接输送机30。
41.供给部10具有:面团喷出装置(未图示),其喷出成形为规定的宽度和厚度的带状的面团f0并搬送该面团f0;3个圆形刀具11,该3个圆形刀具11将所喷出的面团f0在宽度方向上分割为4列;搬送输送机12,其搬送进行分割所得到的面团f1;4个分离输送机13,其以将进行分割所得到的面团f1在横向b上分离的方式配置于搬送输送机12上;以及用于将各列的面团f1切断为期望的重量的面团片f2的秤量输送机14、15和闸刀式刀具16。由刀具16进行切断所得到的面团片f2以未在横向b上对齐的状态搬送。面团f0例如是面包面团。从行进方向左侧起将各列称为列1、列2、列3、列4。
42.整理输送机系统20在各列中具有出口侧输送机20a、与出口侧输送机20a邻接地配置于该出口侧输送机20a的上游侧的中间输送机20b、以及与中间输送机20b邻接地配置于该中间输送机20b的上游侧的搬送排出用输送机20c。搬送排出用输送机20c与秤量输送机15邻接地配置于该秤量输送机15的下游侧。输送机20a、20b、20c分别具有用于检测面团片f2的各传感器22a、22b、22c。传感器22a、22b、22c在行进方向a上的位置是输送机20a、20b、20c上的能够检测到面团片f2的任意的位置。输送机20a、20b、输送机20c能够通过控制器(未图示)独立地驱动或停止。优选的是,输送机20a、20b、20c的速度相同。搬送排出用输送机20c能够在面团片f2的搬送与排出之间进行切换。例如,在排出时,搬送排出用输送机20c的下游端部能够向下方摇动。在搬送时,搬送排出用输送机20c将面团片f2搬送至中间输送机20b,在排出时,下游端部向下方摇动,能够将面团片f2排出到整理输送机系统20外。
43.接着,参照图2来说明在整理输送机系统20的各列中使面团片f2在出口侧输送机20a、中间输送机20b以及搬送排出用输送机20c的停止位置待机的待机例程的流程图的例子。以列1为代表来进行说明,但是对于列2、列3、列4也同样适用。在开始时,输送机20a、20b、20c被驱动。
44.首先,在s10中,使第一个面团片f21在出口侧输送机20a的停止位置停止。具体而言,在s12中,确认第一个面团片f21是(“是”)否(“否”)到达了出口侧输送机20a的停止位置。这是例如根据面团片f21是否到达了出口侧输送机20a的传感器22a的位置来确认的。在“是”的情况下,进入s13,使出口侧输送机20a停止(参照图3)。在“否”的情况下,返回s12。
45.接着,在s20中,使第二个面团片f22在中间输送机20b的停止位置停止。具体而言,在出口侧输送机20a停止了时,在s22中,确认第二个面团片f22是(“是”)否(“否”)到达了中间输送机20b的停止位置。这是例如根据第二个面团片f22是否到达了中间输送机20b的传感器22b的位置来确认的。在“是”的情况下,进入s23,使中间输送机20b停止(参照图4)。在“否”的情况下,返回s22。
46.接着,在s30中,使第三个面团片f23在搬送排出用输送机20c的停止位置停止。具体而言,在中间输送机20b了停止时,在s32中,确认第三个面团片f23是(“是”)否(“否”)到达了搬送排出用输送机20c的停止位置。这是例如根据第三个面团片f23是否到达了搬送排出用输送机20c的传感器22c的位置来确认的。在“是”的情况下,进入s33,使搬送排出用输送机20c停止(参照图5)。在“否”的情况下,返回s32。
47.在面团片f21、f22、f23的停止位置,传感器22a、22b、22c分别既可以对面团片f21、f22、f23进行感测,也可以不进行感测。另外,优选的是,传感器22a与传感器22b之间的距离比传感器22b与传感器22c之间的距离短。
48.接着,参照图6~图9来说明用于从出口侧输送机20a向交接输送机30交接第一个面团片f21的交接例程的流程图的例子。待机例程与交接例程同时进行,例如,在待机例程的中途也适当地通过交接例程进行第一个面团片f21的交接(交接例程的结束),在该情况下,从头重新开始进行待机例程。另外,在交接例程开始前,预先设定交接间隔的规定的值。交接间隔被设定为使得不会发生下游侧的拥堵。另外,在如后述那样更新了交接间隔的情况下(图11),优选的是使用更新后的交接间隔。交接间隔的规定的值例如既可以是1秒(时间间隔的值),也可以是60rpm(对时间间隔进行变换所得到的圈数的值),还可以是120mm(距离或间距的值)。交接间隔的规定的值也可以被决定在上限值与下限值之间。
49.图6示出从上次的交接起超过了交接间隔之后交接在横向b上对齐后的面团片f21的流程s40。详细地说,在s41中,确认从上次的交接起是(“是”)否(“否”)超过了交接间隔。在“是”的情况下,进入s42。在“否”的情况下,进入s51(图7)。
50.在从上次的交接起超过了交接间隔时,在s42中,确认是(“是”)否(“否”)在全部的列1、2、3、4中第一个面团片f21处于出口侧输送机20a的停止位置。这是例如根据是否在各列中出口侧输送机20a已停止来确认的。在“是”的情况下(图10),4个第一个面团片f21在横向b上对齐了,进入s43。在“否”的情况下,进入s71(图9)。
51.当在全部的列1、2、3、4中第一个面团片f21处于出口侧输送机20a的停止位置时、即出口侧输送机20已停止时,在s43中,通过驱动全部的列1、2、3、4的全部的输送机20a、20b、20c,来从出口侧输送机20a向交接输送机30交接在横向上对齐后的全部列的(4个)第一个面团片f21(图11)。该交接是在横向上没有间隙的通常的交接。之后,进入后述的s61(图8)。
52.像这样,由于通常的交接是在从上次的交接起超过了交接间隔之后进行的,因此能够避免发生整理输送机系统20的下游侧的拥堵。
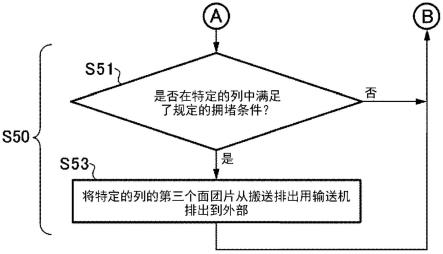
53.图7示出在从上次的交接起超过交接间隔之前发生了上游侧的拥堵时的流程s50。详细地说,在从上次的交接起未超过交接间隔时,在s51中,确认是(“是”)否(“否”)在特定的列中满足规定的拥堵条件。在“是”的情况下,发生了上游侧的拥堵,进入s53。在“否”的情况下,返回s41(图6)。
54.规定的拥堵条件例如是:在特定的列的输送机20a、20b、20c中的全部输送机的停止位置存在第一个面团片至第三个面团片f21、f22、f23的状态下、第四个面团片f24接近了特定的列的搬送排出用输送机20c时;或者,在特定的列的输送机20a、20b中的全部输送机的停止位置存在第一个面团片至第二个面团片f21、f22的状态下、第三个面团片f23到达了特定的列的搬送排出用输送机20c的停止位置时(均参照图12)。第四个面团片f24接近了特定的列的搬送排出用输送机20c例如是根据在秤量输送机15上载有面团片f24来检测的。第三个面团片f23到达了特定的列的搬送排出用输送机20c的停止位置例如是根据第三个面团片f23到达了搬送排出用输送机20c的传感器22c的位置来检测的。
55.在特定的列中满足规定的拥堵条件时,在s53中,将特定的列的第三个面团片f23排出到整理输送机系统20外。例如,通过将特定的列的搬送排出用输送机20c的下游端部设置到下方位置并且驱动搬送排出用输送机20c,来将第三个面团片f23排出到整理输送机系统20外(图13)。之后,将第四个面团片f24作为第三个面团片f23来进行处理。接下来,返回s41(图6)。
56.像这样,在发生了上游侧的拥堵时,在出口侧输送机20a的位置对齐后的面团片f21不被从出口侧输送机20a进行交接,而是维持原状地进行待机。由此,能够减少在横向b上对齐地交接的面团片f21的数量变少的频度。
57.图8示出在通常的交接之后调整交接间隔的流程s60。详细地说,在s61中,在通常的交接之后,确认处于中间输送机20b的停止位置的第二个面团片f22的个数n。在个数n小于规定范围时(n《n1)或者为第一规定个数以下时,进入s62,增大交接间隔。例如,如果n1=n2=2,则在n=0(未图示)或n=1(图10)时(n为第一规定个数1以下时),增大交接间隔。例如,可以将交接间隔的规定的值从1秒更新为1.01秒(时间间隔的值),也可以将交接间隔的规定的值从60rpm更新为59.5rpm(对时间间隔进行变换所得到的圈数的值),还可以将交接间隔的规定的值从120mm更新为121.2mm(距离或间距的值)。
58.在个数n处于规定范围内时(n1≤n≤n2),进入s63,维持交接间隔。例如,如果n1=n2=2,则在n=2(图14)时,维持交接间隔而不进行更新。
59.在个数n大于规定范围时(n2《n)或者为第二规定个数以上时,进入s64,减小交接间隔。例如,如果n1=n2=2,则在n=3(图15)或n=4(图16)时(n为第二规定个数3以上时),减小交接间隔。例如,可以将交接间隔的规定的值从1秒更新为0.991秒(时间间隔的值),也可以将交接间隔的规定的值从60rpm更新为60.5rpm(对时间间隔进行变换所得到的圈数的值),还可以将交接间隔的规定的值从120mm更新为118.8mm(距离或间距的值)。
60.在从出口输送机20a交接了多个列的面团片f21时,在处于中间输送机20b的停止位置的面团片f22的个数小于规定范围时或者为第一规定个数以下时,由于面团片f2的接受量比交接量少,因此以增大交接间隔的方式更新规定的值。另外,在从出口输送机20a交接了多个列的面团片f21时,在处于中间输送机20b的停止位置的面团片f22的个数大于规定范围时或者为第二规定个数以上时,由于面团片f2的接受量比交接量多,因此以减小交
接间隔的方式更新规定的值。由此,以使面团片f2的接受量与交接量接近的方式来调整交接间隔,以避免发生上游侧的拥堵。其结果,能够减少在横向b上对齐地交接的面团片f21的数量变少的频度。
61.图9示出在从上次的交接起超过了交接间隔之后发生了上游侧的拥堵时的流程s70。在从上次的交接起超过了交接间隔、且在多个列中的至少一个列中第一个面团片f21不处于出口输送机20a的停止位置时,在s71中,确认是(“是”)否(“否”)在特定的列中满足规定的拥堵条件。在“是”的情况下,发生了上游侧的拥堵,进入s72。在“否”的情况下,返回s42(图6)。
62.规定的拥堵条件与图7的s51时的拥堵条件是同样的,例如是:在特定的列的输送机20a、20b、20c中的全部输送机的停止位置存在第一个面团片至第三个面团片f21、f22、f23的状态下第四个面团片f24接近了特定的列的搬送排出用输送机20c时;或者,在特定的列的输送机20a、20b中的全部输送机的停止位置存在第一个面团片至第二个面团片f21、f22的状态下第三个面团片f23到达了特定的列的搬送排出用输送机20c的停止位置时(均参照图17)。
63.当在特定的列中满足规定的拥堵条件时,在s72中,确认是以挤出模式工作还是以对齐模式工作。关于是以挤出模式工作还是以对齐模式工作,是预先设定的。
64.在以挤出模式工作时,进入s73,通过驱动全部的列1、2、3、4的全部的输送机20a、20b、20c,来从出口输送机20a向交接输送机30交接第一个面团片f21(图18)。该交接是在横向b上有间隙的交接。接下来,结束交接例程。
65.在挤出模式中,在横向b上对齐地交接的面团片f21的数量变少,但是能够增加交接量,由此,能够缓和上游侧的拥堵。
66.在以对齐模式工作时,进入s75,将特定的列的第三个面团片f23排出到整理输送机系统20外。例如,通过将特定的列的搬送排出用输送机20c的下游端部设置到下方位置并且驱动搬送排出用输送机20c,来将第三个面团片f23排出到整理输送机系统20外(图13)。之后,将第四个面团片f24作为第三个面团片f23来进行处理。接下来,返回s42(图6)。
67.在对齐模式中,在出口侧输送机20a的位置对齐后的面团片f21不被从出口侧输送机20a交接,而是维持原状地待机。由此,能够减少在横向b上对齐地交接的面团片f21的数量变少的频度。
68.以上,对本发明的实施方式进行了说明,但是本发明不限定于以上的实施方式,在权利要求书中记载的发明的范围内能够进行各种更新,这些更新后的实施方式也包括在本发明的范围内,这是不言而喻的。
69.作为搬送物的例子,说明了面包面团,但是搬送物不限于此。
70.在上述实施方式中,也可以省略流程s60和/或s70。
71.在上述实施方式中,在行进方向上设置了一个整理输送机系统20的中间输送机20b,但是也可以在行进方向上设置多个中间输送机,并且各中间输送机具有与上述实施方式的中间输送机20b同样的功能。在行进方向上设置有多个中间输送机的情况下,在s61中确认的处于中间输送机20b的停止位置的第二个面团片f22的个数n既可以是处于与出口侧输送机20a邻接的中间输送机20b的停止位置的第二个面团片f22的个数,也可以是处于沿行进方向设置的多个中间输送机的停止位置的第二个面团片及其之后的面团片的个数。
72.在上述实施方式的基础上,也可以在s73之后追加s60的流程,并且,也可以省略s70的流程的对齐模式。在该情况下,在从上次的交接起超过了交接间隔、且从出口侧输送机向下游侧交接多个列中的至少一列(包括全部列)的第一个面团片f21时,确认处于上述多个列的中间输送机的停止位置的搬送物的个数。
73.在上述实施方式中,在排出时,搬送排出用输送机20c的下游端部能够向下方摇动,但也可以是其以外的方式。例如,也可以是,搬送排出用输送机20c的下游端部能够在流动方向a上进行伸缩,在排出时,将其向流动方向a的上游侧拉拢,来使第三个面团片f23落下并将其排出。另外,搬送排出用输送机20c也可以通过将第三个面团片f23沿横向挤出的挤出装置来排出第三个面团片f23。
74.在上述实施方式中,面团片供给系统100向行进方向a供给4列的面团片f2并且使其在横向b上对齐,但是也可以向行进方向a供给任意列数(偶数的列数或奇数的列数)的面团片f2并且使其在横向b上对齐。
75.在上述实施方式中,将个数n分为了3种情况(个数n处于规定范围内的情况(n1≤n≤n2)、个数n小于规定范围的情况(n《n1)或者个数n为第一规定个数以下的情况、以及个数n大于规定范围的情况(n2《n)或者个数n为第二规定个数以上的情况),但是也可以不设置规定范围这种情况,并且省略图8中的维持交接间隔的s63。例如,在面团片f2的列数为3列的情况下,也可以将个数n分为个数n为规定的第一个数1以下的情况(n=0或n=1)、以及个数n为规定的第二个数2以上的情况(n=2或n=3),并且省略s63。
76.另外,在上述实施方式中,也可以是,在个数n小于规定范围时(n《n1)或者个数n为规定的第一值以下时,在s62中,n的值越小,则使交接间隔越大。例如,可以是,如果n1=n2=2,则将n=0(未图示)的交接间隔从1秒增大至1.02秒,在n=1(图10)时,将交接间隔从1秒增大至1.01秒。同样地,也可以是,在个数n大于规定范围时(n2《n)或者个数n为规定的第二值以上时,在s64中,n的值越大,则使交接间隔越小。例如,可以是,如果n1=n2=2,则将n=3(图15)的交接间隔从1秒减小至0.99秒,在n=4(图16)时,将交接间隔从1秒减小至0.98秒。像这样,通过根据n的值来增大或减小交接间隔,能够进行更加精密的控制。
77.附图标记说明
78.20:整理输送机系统;20a:出口侧输送机;20b:中间输送机;20c:搬送排出用输送机;f2:面团片;f21:第一个面团片;f22:第二个面团片;f23:第三个面团片。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。