1.本实用新型涉及贴胶设备领域,特别涉及一种自动贴胶纸机。
背景技术:
2.3c产品是近几年来伴随着电子产业的发展而新兴起的,主要是指计算机类(computer)、通信类(communication)、消费类(consumer)电子产品,在这一行业中,科技的发展日新月异,升级换代频繁,几乎每个月都要推出大量新产品,这也就成为产品设计的热点领域。
3.3c电子行业,产品很多都是金属件。对于很多小家电或者其他电子产品来说,与外界电源连接的充电插头是比不可少的零部件之一。
4.在插头的生产过程中,需要对充电插头的后盖进行贴覆绝缘胶片,以起到隔离和保护电子元器件等的作用。现有技术中,对于这一工序一般采用人工进行贴敷,具有以下缺点:1、人工成本高、效率低;2、人工进行贴敷,受人力因素影响,贴敷位置容易出现误差,易产生次品,良品率低; 3、无法满足大批量生产。
技术实现要素:
5.本实用新型的目的是提供一种自动贴胶纸机,至少能够解决上述问题之一。
6.根据本实用新型的一个方面,提供了一种自动贴胶纸机,包括上料装置、下料装置和贴胶装置,上料装置和下料装置分别设置于贴胶装置的两侧,上料装置配置为输送后壳,贴胶装置配置为将胶纸贴于后壳,下料装置配置为输送经贴胶装置贴胶完成后的产品;
7.贴胶装置包括第一机架以及设置于第一机架的输送机构、胶纸进料机构、吸料贴覆机构和取后壳机构,输送机构的前后两端分别连接上料装置和下料装置,胶纸进料机构、吸料贴覆机构和取后壳机构分布于输送机构的左右两侧;
8.胶纸进料机构配置为输送胶纸;
9.输送机构配置为输送后壳以及贴胶完成后的产品;
10.取后壳机构与输送机构相配合,配置为抓取和/或运输后壳并与吸料贴覆机构共同配合完成贴胶纸,并将贴胶完成后的产品运输至输送机构;
11.吸料贴覆机构配置为吸附胶纸并将其贴覆于后壳。
12.由此,本实用新型公开了一种全新结构的自动贴胶纸机,该贴胶纸机的贴胶装置包括自动拨胶纸的胶纸进料机构、吸料贴覆机构和取后壳机构,具体工作原理为:胶纸进料机构将绝缘胶纸与离型纸自动分离,吸料贴覆机构将绝缘胶纸吸附并移动到贴敷位置,取后壳机构将后壳从输送机构中取出旋转并自行定位好,吸料贴覆机构将绝缘胶纸贴覆在充电器后壳上。本实用新型的自动贴胶纸机能够实现自动贴胶纸,相对于人工手动操具有:减少人力、提升效率和精度、提高产品质量和良率、满足大批量生产需求、降低产品生产成本、使产品更具市场竞争力等诸多优点。
13.在一些实施方式中,吸料贴覆机构包括第二驱动件和第二吸料组件,第二驱动件
安装于第一机架,第二吸料组件安装于第二驱动件。由此,第二驱动件可以驱动第二吸料组件运动,完成对产品的移动。
14.在一些实施方式中,第二吸料组件包括连接头以及安装于连接头上的至少一个与胶纸相配合的第二吸头,连接头与第二驱动件的驱动端连接。由此,第二吸头可以实现对胶纸的吸附。
15.在一些实施方式中,取后壳机构包括第一前后进给驱动组件、第一高度调节驱动组件、第一旋转驱动组件和第一吸料组件,第一前后进给驱动组件安装于第一机架,第一高度调节驱动组件安装于第一前后进给驱动组件,第一旋转驱动组件安装于第一高度调节驱动组件,第一吸料组件安装于第一旋转驱动组件,第一吸料组件用于吸取后壳,第一旋转驱动组件用于驱动第一吸料组件旋转,第一高度调节驱动组件用于调节第一吸料组件的高度,第一前后进给驱动组件用于驱动第一吸料组件前后运动。由此,取后壳机构的工作原理为:第一前后进给驱动组件、第一高度调节驱动组件共同配合能够实现对第一吸料组件的两轴方向的移动,第一旋转驱动组件能够驱动整个第一吸料组件旋转,第一吸料组件能够吸取后壳,便于吸料贴覆机构进行贴胶纸工作。
16.在一些实施方式中,第一前后进给驱动组件包括第三驱动件、导轨、滑块和第二安装板,第三驱动件、导轨均安装于第一机架,第一高度调节驱动组件安装于第二安装板,第二安装板的一端通过滑块可滑动地安装于第三驱动件,另一端通过滑块可滑动地安装于导轨,第三驱动件与第二安装板动力连接,用于驱动第二安装板前后滑动。由此,第三驱动件驱动第二安装板沿着导轨滑动,进而实现对第一吸料组件在前后位置的进给。
17.在一些实施方式中,第一吸料组件包括第一安装板以及安装于第一安装板上的至少一个与后壳相配合的第一吸头,第一安装板可转动地安装于第一高度调节驱动组件且其中一端与第一旋转驱动组件动力连接。由此,第一吸头可以实现对后壳的吸附。
18.在一些实施方式中,自动贴胶纸机还包括料盘,料盘用于放置后壳或者贴胶完成后的产品,输送机构包括第一驱动件和输送轨道,第一驱动件和输送轨道均设置于第一机架,输送轨道与料盘相配合,第一驱动件与输送轨道动力连接,用于驱动输送轨道运行,带动料盘移动。由此,第一驱动件驱动输送轨道运行,带动料盘以及放置于料盘移动,完成放置于料盘内后壳或者贴胶完成后的产品的运输。
19.在一些实施方式中,上料装置包括第二机架、第一放料架和上料机构,第一放料架和上料机构均安装于第二机架,第一放料架用于放置装有后壳的料盘,上料机构用于抓取料盘并将其运输至输送机构。由此,上料机构能够完成上料工作。
20.在一些实施方式中,上料机构包括第二前后进给驱动组件、第二高度调节驱动组件、第二旋转驱动组件和第三吸料组件,第二前后进给驱动组件安装于第二机架,第二高度调节驱动组件安装于第二前后进给驱动组件,第二旋转驱动组件安装于第二高度调节驱动组件,第三吸料组件安装于第二旋转驱动组件,第三吸料组件用于吸取料盘内的后壳,第二旋转驱动组件用于驱动第三吸料组件旋转,第二高度调节驱动组件用于调节第三吸料组件的高度,第二前后进给驱动组件用于驱动第三吸料组件前后运动。由此,上料机构的工作原理为:第二前后进给驱动组件、第二高度调节驱动组件共同配合能够实现对第三吸料组件的两轴方向的移动,第二旋转驱动组件能够驱动整个第二吸料组件旋转,第二吸料组件能够吸取料盘并将其运输至输送机构的输送轨道上,完成上料工作。
21.在一些实施方式中,第三吸料组件包括第三安装板以及安装于第三安装板上的至少一个与料盘相配合的第三吸头,第三安装板的上端与第一旋转驱动组件的驱动端连接。由此,第三吸头可以实现对料盘的吸附。
22.在一些实施方式中,下料装置包括第三机架、第二放料架和下料机构,第二放料架和下料机构均安装于第三机架,第二放料架用于放置装有贴胶完成后的产品的料盘,下料机构用于抓取从输送机构处输出的料盘并将其运输至第二放料架。由此,下料机构能够完成下料工作。
23.在一些实施方式中,贴胶装置还包括限位机构,限位机构安装于第一机架且位于输送机构的两条输送轨道之间,限位机构与料盘限位配合。由此,限位机构能够实现对料盘的限位,避免行程超出范围,同时便于定位。
24.本实用新型的有益效果:
25.本实用新型公开了一种全新结构的自动贴胶纸机,该贴胶纸机的贴胶装置包括自动拨胶纸的胶纸进料机构、吸料贴覆机构和取后壳机构,具体工作原理为:胶纸进料机构将绝缘胶纸与离型纸自动分离,吸料贴覆机构将绝缘胶纸吸附并移动到贴敷位置,取后壳机构将后壳从输送机构中取出旋转并自行定位好,吸料贴覆机构将绝缘胶纸贴覆在充电器后壳上。本实用新型的自动贴胶纸机能够实现自动贴胶纸,相对于人工手动操具有:减少人力、提升效率和精度、提高产品质量和良率、满足大批量生产需求、降低产品生产成本、使产品更具市场竞争力等诸多优点。
附图说明
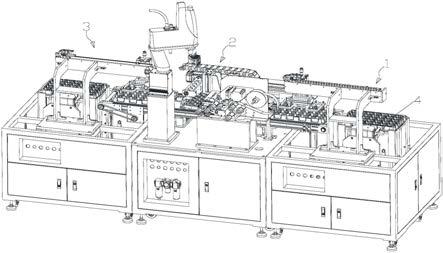
26.图1为本实用新型一实施方式的自动贴胶纸机的立体结构示意图;
27.图2为图1所示的自动贴胶纸机的贴胶装置的立体结构示意图;
28.图3为图2所示的贴胶装置去掉第一机架后的立体结构示意图;
29.图4为图3所示的贴胶装置的输送机构和限位机构的立体结构示意图;
30.图5为图2所示的贴胶装置的吸料贴覆机构的立体结构示意图;
31.图6为图5所示的吸料贴覆机构的第二吸头的立体结构示意图;
32.图7为图2所示的贴胶装置的取后壳机构的立体结构示意图之一;
33.图8为图2所示的贴胶装置的取后壳机构的立体结构示意图之二;
34.图9为图8所示的取后壳机构的a处的放大结构示意图;
35.图10为图1所示的自动贴胶纸机的上料装置的立体结构示意图;
36.图11为图10所示的上料装置去掉第二机架后的立体结构示意图;
37.图12为图11所示的上料装置的b处的放大结构示意图;
38.图13为本实用新型一实施方式的后壳的立体结构示意图;
39.图14为图1所示的自动贴胶纸机的下料装置的立体结构示意图。
40.图1~14中的附图标记:1
‑
上料装置;2
‑
下料装置;3
‑
贴胶装置;4
‑
料盘;5
‑
胶纸;6
‑
后壳;11
‑
第二机架;12
‑
第一放料架;13
‑
上料机构;21
‑
第三机架;22
‑
第二放料架;23
‑
下料机构;31
‑
第一机架;32
‑
输送机构;33
‑ꢀ
胶纸进料机构;34
‑
吸料贴覆机构;35
‑
取后壳机构;36
‑
限位机构;131
‑
第二前后进给驱动组件;132
‑
第二高度调节驱动组件;133
‑
第二旋转驱动组件; 134
‑
第三吸料组件;321
‑
第一驱动件;322
‑
输送轨道;341
‑
第二驱动件;342
‑ꢀ
第二
吸料组件;351
‑
第一前后进给驱动组件;352
‑
第一高度调节驱动组件; 353
‑
第一旋转驱动组件;354
‑
第一吸料组件;361
‑
限位板;362
‑
第五驱动件; 134a
‑
第三安装板;134b
‑
第三吸头;342a
‑
连接头;342b
‑
第二吸头;351a
‑ꢀ
第三驱动件;351b
‑
导轨;351c
‑
滑块;351d
‑
第二安装板;352a
‑
安装架;352b
‑ꢀ
第四驱动件;354a
‑
第一安装板;354b
‑
第一吸头。
具体实施方式
41.下面结合附图对本实用新型作进一步详细的说明。
42.图1~14示意性地显示了根据本实用新型的一种实施方式的自动贴胶纸机。
43.如图1~14所示,该自动贴胶纸机包括上料装置1、下料装置2和贴胶装置3。上料装置1和下料装置2分别设置于贴胶装置3的两侧,上料装置 1配置为输送后壳6,贴胶装置3配置为将胶纸5贴于后壳6,下料装置2 配置为输送经贴胶装置3贴胶完成后的产品。
44.贴胶装置3包括第一机架31以及设置于第一机架31的输送机构32、胶纸进料机构33、吸料贴覆机构34和取后壳机构35,输送机构32的前后两端分别连接上料装置1和下料装置2,胶纸进料机构33、吸料贴覆机构 34和取后壳机构35分布于输送机构32的左右两侧。
45.胶纸进料机构33配置为输送胶纸5;
46.输送机构32配置为输送后壳6以及贴胶完成后的产品;
47.取后壳机构35与输送机构32相配合,配置为抓取和/或运输后壳6并与吸料贴覆机构共同配合完成贴胶纸5,并将贴胶完成后的产品运输至输送机构32;
48.吸料贴覆机构34配置为吸附胶纸5并将其贴覆于后壳6。
49.本实施方式的胶纸进料机构33为放卷辊以及多个导向辊组成的放料、剥料结构组成,能够将胶纸5和离型膜分离,便于吸料贴覆机构34吸取胶纸5。
50.如图5和图6所示,本实施方式的吸料贴覆机构34包括第二驱动件341 和第二吸料组件342。第二驱动件341安装于第一机架31,第二吸料组件 342安装于第二驱动件341。由此,第二驱动件341可以驱动第二吸料组件 342运动,完成对产品的移动。本实施方式的第二驱动件341可以为市面上常用的多轴机械手。
51.第二吸料组件342包括连接头342a以及安装于连接头342a上的至少一个与胶纸5相配合的第二吸头342b,连接头342a与第二驱动件341的驱动端连接。本实施方式的第二吸头342b的数量为5个,5个第二吸头342b 呈直线排列设置且每个第二吸头342b上均开设有多个吸孔。由此,第二吸头342b可以实现对胶纸5的吸附。
52.如图7~9所示,本实施方式的取后壳机构35包括第一前后进给驱动组件351、第一高度调节驱动组件352、第一旋转驱动组件353和第一吸料组件354。第一前后进给驱动组件351安装于第一机架31,第一高度调节驱动组件352安装于第一前后进给驱动组件351,第一旋转驱动组件353安装于第一高度调节驱动组件352,第一吸料组件354安装于第一旋转驱动组件353,第一吸料组件354用于吸取后壳6,第一旋转驱动组件353用于驱动第一吸料组件354旋转,第一高度调节驱动组件352用于调节第一吸料组件354的高度,第一前后进给驱动组件351用于驱动第一吸料组件354前后运动。由此,取后壳机构35的工作原理为:第一前后进给驱动组件351、第一高度调节驱动组件352共同配合能够实现对第一吸料组件354的两轴方向的移动,第一旋转驱动组件353能够驱动整个第一吸料组件354旋转,第一吸料组件354能够吸取后壳6,便于吸料贴覆机构34进行贴胶纸5工作。
53.第一前后进给驱动组件351包括第三驱动件351a、导轨351b、滑块351c 和第二安装板351d。第三驱动件351a、导轨351b均安装于第一机架31,第一高度调节驱动组件352安装于第二安装板351d,第二安装板351d的一端通过滑块351c可滑动地安装于第三驱动件351a,另一端通过滑块351c 可滑动地安装于导轨351b。第三驱动件351a与第二安装板351d动力连接,用于驱动第人安装板前后滑动。本实施方式的第三驱动件351a可以为直线电机。由此,第三驱动件351a驱动第二安装板351d沿着导轨351b滑动,进而实现对第一吸料组件354在前后位置的进给。
54.本实施方式的第一高度调节驱动组件352包括安装架352a和第四驱动件352b,第四驱动件352b安装于第二安装板351d,安装架352a与第四驱动件352b的驱动端连接,第一吸料组件354和旋转驱动组件均安装于安装架352a,第四驱动件352b可以伸缩气缸。本实施方式的旋转驱动组件为旋转气缸。
55.第一吸料组件354包括第一安装板354a以及安装于第一安装板354a 上的至少一个与后壳6相配合的第一吸头354b。本实施方式的第一吸头 354b为5个,5个第一吸头354b呈直线排列设置且每个第一吸头354b均为吸盘。第一安装板354a的一端可转动地安装于第一高度调节驱动组件352 的安装架352a且另一端与第一旋转驱动组件353动力连接。由此,第一吸头354b可以实现对后壳6的吸附。
56.自动贴胶纸机还包括料盘4。料盘4用于放置后壳6或者贴胶完成后的产品。输送机构32包括第一驱动件321和输送轨道322。第一驱动件321 和输送轨道322均设置于第一机架31,输送轨道322与料盘4相配合。第一驱动件321与输送轨道322动力连接,用于驱动输送轨道322运行,带动料盘4移动。本实施方式的第一驱动件321为电机,输送轨道322为皮带。第一驱动件321与输送轨道322通过皮带传动连接,实现动力连接。由此,第一驱动件321驱动输送轨道322运行,带动料盘4以及放置于料盘4移动,完成放置于料盘4内后壳6或者贴胶完成后的产品的运输。
57.本实施方式的贴胶装置3还包括限位机构36,限位机构36安装于第一机架31且位于输送机构32的两条输送轨道322之间,限位机构36与料盘 4限位配合。本实施方式的限位机构36包括第五驱动件362和限位板361,第五驱动件362安装于第一机架31,限位板361的底端与第五驱动件362 的驱动端连接,顶断与料盘4相配合;本实施方式的第五驱动件362可以为伸缩气缸,用于驱动限位板361升降:限位板361上升时可对料盘4进行限位,下降后料盘4可正常运输。由此,限位机构36能够实现对料盘4 的限位,避免行程超出范围,同时便于定位。
58.如图10~13所示,本实施方式的上料装置1包括第二机架11、第一放料架12和上料机构13。第一放料架12和上料机构13均安装于第二机架 11,第一放料架12用于放置装有后壳6的料盘4,上料机构13用于抓取料盘4并将其运输至输送机构32。由此,上料机构13能够完成上料工作。
59.上料机构13包括第二前后进给驱动组件131、第二高度调节驱动组件 132、第二旋转驱动组件133和第三吸料组件134。第二前后进给驱动组件 131安装于第二机架11,第二高度调节驱动组件132安装于第二前后进给驱动组件131,第二旋转驱动组件133安装于第二高度调节驱动组件132,第三吸料组件134安装于第二旋转驱动组件133,第三吸料组件134用于吸取料盘4内的后壳6,第二旋转驱动组件133用于驱动第三吸料组件134 旋转,第
二高度调节驱动组件132用于调节第三吸料组件134的高度,第二前后进给驱动组件131用于驱动第三吸料组件134前后运动。由此,上料机构13的工作原理为:第二前后进给驱动组件131、第二高度调节驱动组件132共同配合能够实现对第三吸料组件134的两轴方向的移动,第二旋转驱动组件133能够驱动整个第二吸料组件342旋转,第二吸料组件342 能够吸取料盘4并将其运输至输送机构32的输送轨道322上,完成上料工作。本实施方式的第二前后进给驱动组件131可以为直线电机与滑块351c、滑轨的组合结构;第二高度调节驱动组件132可以为伸缩气缸;第二旋转驱动组件133可以为旋转气缸。
60.第三吸料组件134包括第三安装板134a以及安装于第三安装板134a 上的至少一个与料盘4相配合的第三吸头134b,第三安装板134a第三安装板134a的上端与第一旋转驱动组件353的驱动端连接。本实施方式的第三吸头134b可以为吸盘且数量为8个,8个第三吸头134b分别设置于第三安装板134a的左右两端。第一安装板354a的一端可转动地安装于第一高度调节驱动组件352的安装架352a且另一端与第一旋转驱动组件353动力连接。由此,第三吸头134b可以实现对料盘4的吸附。
61.如图14所示,本实施方式的下料装置2包括第三机架21、第二放料架22和下料机构23,第二放料架22和下料机构23均安装于第三机架21,第二放料架22用于放置装有贴胶完成后的产品的料盘4,下料机构23用于抓取从输送机构32处输出的料盘4并将其运输至第二放料架22。由此,下料机构23能够完成下料工作。本实施方式的下料机构23的结构与上料机构 13结构基本相同,区别在于:两者的作用不同,上料机构13用于上料,下料机构23用于下料。
62.本实用新型的自动贴胶纸机的工作原理为:
63.s1、上料:上料装置1工作,第二吸料组件342对放置于第一放料架 12上的装有后壳6的料盘4进行吸取,然后在第二前后进给驱动组件131、第二高度调节驱动组件132共同作用下移动,根据需要启动第二旋转驱动组件133驱动整个第二吸料组件342旋转,然后将装有后壳6的料盘4运输至输送机构32的输送轨道322上,完成上料工作。
64.s2、贴胶纸5:输送机构32启动,将料盘4运输至取后壳机构35的下方,取后壳机构35工作,第一吸料组件354在第一前后进给驱动组件351、第一高度调节驱动组件352共同作用下移动到位,对后壳6进行吸取,复位,然后再在第一旋转驱动组件353的驱动下旋转180度,使得后壳6底面朝上,呈待贴胶状态;吸料贴覆机构34工作,第二驱动件341驱动第二吸料组件342移动,将胶纸进料机构33输送过来的胶纸5进行吸附,并在第二驱动件341的驱动下将其贴覆于后壳6,得到贴胶完成后的产品;第一吸料组件354将贴胶完成后的产品放回原料盘4的原位置,以此循环操作,直到料盘4内的全部后壳6贴胶完成。
65.s3:下料:输送机构32将装有贴胶完成后的产品的料盘4输送至输送轨道322的端部,下料装置2工作,将输送轨道322上的料盘4吸取并放置于第二放料架22上,完成下料工作。
66.本实用新型公开了一种全新结构的自动贴胶纸机,该贴胶纸机的贴胶装置3包括自动拨胶纸5的胶纸进料机构33、吸料贴覆机构34和取后壳机构35,具体工作原理为:胶纸进料机构33将绝缘胶纸5与离型纸自动分离,吸料贴覆机构34将绝缘胶纸5吸附并移动到贴敷位置,取后壳机构35将后壳6从输送机构32中取出旋转并自行定位好,吸料贴覆机构34将绝缘胶纸5贴覆在充电器后壳6上。本实用新型的自动贴胶纸机能够实现自动贴胶纸5,相对
于人工手动操具有:减少人力、提升效率和精度、提高产品质量和良率、满足大批量生产需求、降低产品生产成本、使产品更具市场竞争力等诸多优点。
67.以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。