1.本实用新型涉及车辆制造技术领域,尤其是涉及一种线束护套及具有该线束护套的车辆。
背景技术:
2.随着汽车的功能越来越多,车身上的线束应用也随之变多。因此,穿过车身钣金的线束护套应用也越来越多,而现有的线束护套大多数使用橡胶材质,且设计相对复杂,使得制造成本偏高,所需要的开发周期较长。因此,存在改进空间。
技术实现要素:
3.本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型的一个目的在于提出一种线束护套,使得线束护套的形状轻便,从而达到成本低,且能够实现通用性的功能。
4.根据本实用新型实施例的线束护套,包括:护套本体,所述护套本体具有线束穿设孔;所述护套本体包括第一护套层、第二护套层和连接层,所述连接层粘接于所述第一护套层和所述第二护套层之间,且所述线束穿设孔依次贯通所述第一护套层、所述连接层和所述第二护套层。
5.根据本实用新型实施例的线束护套,由两个护套层直接通过连接层粘连形成,且共同限定出线束穿设孔,具有结构简单、组装方便的特点,在满足固定线束的同时,还降低了制造成本。
6.根据本实用新型实施例的线束护套,所述连接层构造为双面贴胶,且所述双面贴胶的两侧分别与所述第一护套层和所述第二护套层贴合粘接。
7.根据本实用新型实施例的线束护套,所述第一护套层的贴合面的面积、所述第二护套层的贴合面的面积均大于所述连接层的贴合面的面积。
8.根据本实用新型实施例的线束护套,所述第一护套层的厚度和所述第二护套层的厚度均大于所述连接层的厚度。
9.根据本实用新型实施例的线束护套,所述第一护套层和所述第二护套层均为化学交联聚乙烯发泡材料制成。
10.根据本实用新型实施例的线束护套,所述第一护套层、所述连接层和所述第二护套层沿厚度方向依次贴合。
11.根据本实用新型实施例的线束护套,所述第一护套层适于与车身钣金贴合相连,所述第一护套层的厚度小于所述第二护套层的厚度且大于所述连接层的厚度。
12.根据本实用新型实施例的线束护套,所述第一护套层、所述第二护套层和所述连接层在棱角处的形成有平滑过渡面。
13.根据本实用新型实施例的线束护套,所述线束穿设孔适于与线束过盈配合。
14.本实用新型还提出一种车辆。
15.根据本实用新型实施例的车辆,设置有上述实施例中任一项所述的线束护套。
16.所述车辆和上述的线束护套相对于现有技术所具有的优势相同,在此不再赘述。
17.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
18.本实用新型的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
19.图1是根据本实用新型实施例的线束护套安装于车身钣金的结构示意图;
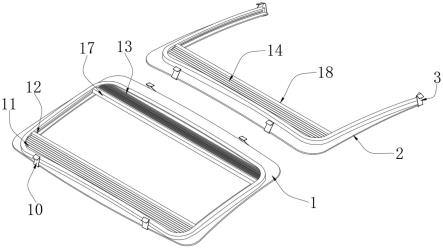
20.图2是根据本实用新型实施例的线束护套的结构爆炸图;
21.图3是根据本实用新型实施例的线束护套的正面结构示意图;
22.图4是根据本实用新型实施例的线束护套的侧面结构示意图;
23.图5是根据本实用新型实施例的线束护套的俯视图。
24.附图标记:
25.线束护套100,第一护套层1,连接层2,第二护套层3,穿设孔4,线束穿设孔5,平滑过渡面6,线束开口槽7,
26.线束200,车身钣金300。
具体实施方式
27.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
28.如无特殊的说明,本技术中的前后方向为车辆的纵向,即x向;左右方向为车辆的横向,即y向;上下方向为车辆的竖向,即z向。
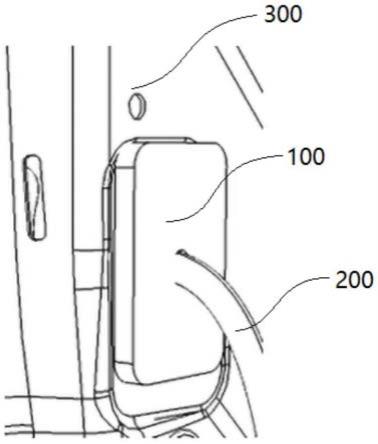
29.下面参考图1-图5描述根据本实用新型实施例的线束护套100,包括:护套本体。其中,需要说明的是,如图3所示,护套本体具有线束穿设孔5,且线束穿设孔5与线束200外径大小适配以用于向线束200提供固定位置,线束穿设孔5可设于护套本体的中心位置处。以及,在护套本体上还构造有线束开口槽7,线束开口槽7与线束穿设孔5连通,即当线束200走线布线时,可通过线束开口槽7以方便线束200插入到线束穿设孔5内,且利用线束开口槽7处的收缩变形对线束200进行固定,进而利于快速且稳定地固定于线束穿设孔5内。
30.以及,护套本体包括第一护套层1、第二护套层3和连接层2,连接层2粘连于第一护套层1和第二护套层3之间。也就是说,第一护套层1和第二护套层3共同构成线束护套100的主体结构,连接层2用于将第一护套层1与第二护套层3粘连并结合在一起。其中,线束穿设孔5依次贯通第一护套层1、连接层2和第二护套层3。也就是说,如图2所示,在第一护套层1、第二护套层3及连接层2上均设有穿设孔4,且第一护套层1的穿设孔4、连接层2的穿设孔4和第二护套层3的穿设孔4沿线束护套100的厚度方向正对分布,以共同形成为线束穿设孔5,从而可为线束200提供穿设空间及固定安装点。
31.将本实用新型的线束护套100具体装配于车辆时,可将线束护套100在供应商处完
成对线束200的组装,使得线束护套100与线束200能够一起供货。当汽车总装厂收到包括有线束200的线束护套100时,可将线束护套100直接安装至车身钣金300上,从而避免当线束护套100先安装到车身钣金300上以后,线束200不好穿设线束护套100等情况。以及,将线束护套100安装于车身钣金300时,可使用螺栓连接、粘接或者其它方式,满足将线束护套100固定安装于车身钣金300上的需求即可。如在本实施例中,可在车身钣金300上构造有凹槽,使得线束护套100的尺寸与钣金开孔匹配,以使得线束护套100可至少部分镶嵌于车身钣金300之中,随即还可利用胶或者螺栓进行二次紧固,达到线束护套100与车身钣金300的稳固连接。
32.由此,可以理解的是,本实用新型的线束护套100在设计时,是将第一护套层1与第二护套层3直接粘连而形成的,即本线束护套100在零件的数量上以及结构的复杂程度上均相较于现有的线束护套100的零件数量更少且结构上更简单,且第一护套层1与第二护套层3的形状可根据实际需求裁剪形成。由此,降低了线束护套100的制造成本,缩短了开发周期,且因线束护套100的结构简单,所占用的安装空间相对较少,可以面向更多的车型,使得本线束护套100的通用性大幅度提高。
33.根据本实用新型实施例的线束护套100,由两个护套层直接通过连接层2粘连形成,且共同限定出线束穿设孔5,具有结构简单,组装方便的特点,在满足固定线束200的同时,还降低了制造成本。
34.在一些实施例中,连接层2构造为双面贴胶,且双面贴胶的两侧分别与第一护套层1和第二护套层3贴合粘接。可以理解的是,第一护套层1与第二护套层3在连接层2的作用下达到粘连固定的效果,如图4所示,连接层2可在工装夹具的帮助下,使其与第一护套层1与第二护套层3之间粘连,且需使连接层2上的穿设孔4与第一护套层1及第二护套层3上的穿设孔4实现精准定位对齐,从而形成线束穿设孔5以用于对线束200提供安装点位。
35.在一些实施例中,第一护套层1的贴合面的面积、第二护套层3的贴合面的面积均大于连接层2的贴合面的面积。可以理解的是,如图5所示,第一护套层1与第二护套层3均覆盖连接层2,从而保证连接层2能够全面地与相邻的护套层贴合,增大粘连的面积,提高粘连的效果。如图2所示,第一护套层1的面积略大于连接层2的面积,第二护套层3的面积略大于第一护套层1的面积。也就是说,连接层2两侧的护套层的面积均大于连接层2,从而当连接层2粘连时,均能够与两侧的护套层最大化地贴合,提高粘连效果。
36.在一些实施例中,第一护套层1的厚度和第二护套层3的厚度均大于连接层2的厚度。可以理解的是,第一护套层1与第二护套层3为线束护套100的主体结构,并为线束200提供固定安装点位,在一定程度上承担了承载线束200的质量以及在结构上需要保证线束护套100能够提供减振防渗等功能。因此,本实施例设计的第一护套层1的厚度及第二护套层3的厚度大于连接层2可实现上述效果,且连接层2的作用仅为提供粘连的效果,设计过厚则会影响连接层2的剪切强度。即当连接层2受力后,其流变的几率相较于薄一点的胶层会更大,从而影响了粘连强度。
37.在一些实施例中,第一护套层1和第二护套层3均为化学交联聚乙烯发泡材料制成。可以理解的是,化学交联聚乙烯发泡材料简称为xpe材料,由低密度聚乙烯树脂加交联剂和发泡剂经过高温连续发泡而成,拥有不错的抗拉强度,且本身还具有无气味、防水、质量轻及耐磨性好等优点,利用此材料制成的线束护套100可具有较长时间的使用寿命,即相
比较于橡胶等材质,本实用新型中的线束护套100更耐用且更换周期更久,且因质量很轻可保证使用多个线束护套100时也不会对车辆带来载荷上的负担。
38.在一些实施例中,第一护套层1、连接层2和第二护套层3沿厚度方向依次贴合。也就是说,如图4所示,第一护套层1、连接层2和第二护套层3均以表面贴合接触的形式粘连,从而使粘连的接触面更大。即采用沿厚度方向依次贴合的方式可使得连接层2与两侧的护套层的接触范围更大,更有利于第一护套层1与第二护套层3之间的紧密连接。
39.在一些实施例中,第一护套层1适于与车身钣金300贴合相连。其中,需要说明的是,如图3所示,第一护套层1的端面面积小于第二护套层3的端面面积。当车身钣金300构造有匹配的开孔尺寸时,可使第一护套层1与车身钣金300进行镶嵌配合,从而达到第一护套层1背离第二护套层3的端面能与车身钣金300紧密贴合相连。
40.以及,第一护套层1的厚度小于第二护套层3的厚度且大于连接层2的厚度。如图4所示,第一护套层1的厚度小于第二护套层3的厚度,可使得车身钣金300构造的开孔深度减小,从而避免与第一护套层1贴合时因开孔深度过大造成结构强度低,影响结构的稳定性。其中,当线束护套100安装于车身钣金300后时,第二护套层3裸露于车身钣金300外,即第二护套层3设计的厚度较大可增加线束护套100整体结构的稳定性,且能够提升线束护套100的使用寿命,即第二护套层3在受到磨损、挤压等情况下仍能保持比较稳定的状态,从而在整体上提升线束护套100的使用周期。
41.在一些实施例中,第一护套层1、第二护套层3和连接层2在棱角处形成有平滑过渡面6。需要说明的是,如图1及图3所示,第一护套层1、第二护套层3及连接层2均在端面的四周上形成有平滑过渡面6,且平滑过渡面6可构造为弧形曲面。可以理解的是,设计平滑过渡面6可减小线束护套100的磨损,提高安全性。以及,圆角设计可减少关键位置处的应力集中,还可有效防止在生产阶段时直角边缘伤人等情况。从而使平滑过渡面6构造为圆角可在安装时具有非常强的实用性。
42.以及,线束护套100在第一护套层1以及第二护套层3之间还设置有毛毡,从而为线束护套100提高防震、防尘、耐磨等特性,进一步提高线束护套100的使用寿命。
43.在一些实施例中,线束穿设孔5适于与线束200过盈配合。可以理解的是,线束穿设孔5与线束200采用过盈配合可提高对线束穿设孔5对线束200的约束,从而防止线束200连接脱落等情况。
44.本实用新型还提出一种车辆。
45.根据本实用新型实施例的车辆,设置有上述中任一项的线束护套100,通过两个护套层的粘连形成线束护套100,在结构上轻便简单,在功能上满足固定线束200的需要,且护套层使用xpe材质制成,具有强度大的特点,从而摒弃了需要在护套上设计加强筋等结构,减少了结构的复杂程度。以及,在线束穿设孔5及线束200之间使用过盈配合从而加强约束线束200,提高线束200的稳定性,避免再设计约束线束200的结构,进一步减少结构的复杂程度。由此,结构简单的线束护套100可满足大部分车型对线束护套100的需要。可以理解的是,本实用新型所形成的线束护套100不仅满足固定线束200的需要,还因结构的简单降低了成本,缩短了开发周期,提高了实用性及通用性。
46.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结
构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
47.尽管已经示出和描述了本实用新型的实施例,本领域的普通技术人员可以理解:在不脱离本实用新型的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。