1.本发明属于烟草行业片烟制丝加工技术领域,涉及一种用于控制烟丝长度参数的切丝装置。
背景技术:
2.意大利高比优(garbuio)公司推出的sd5切丝机是烟草行业主要的制丝设备,采用大的刀辊直径且刀片数量均布10片,刀门有效宽度达500mm,可完成切烟丝和烟梗工序,满足不同的切丝能力范围,具备柔性加工能力,有出色的切丝质量和卷烟的烟丝填充值,因此,是烟草制丝加工的主流设备之一。
3.sd5切丝机对加工出来烟丝的长度尺寸取决于片烟的几何尺寸和刀片的刃口尺寸,而片烟的几何尺寸取决于复烤成品的片烟尺寸。随烟草行业卷烟产品结构发生变化或调整,特别针对一些特殊规格卷烟烟支,经过研究,对于细支烟(直径φ5.4mm)、中支烟(直径φ6.37mm)或新型卷烟,烟丝长度过长,比如大于25mm、或大于30mm、或大于50mm等等,往往会导致烟支在卷制过程中出现烟丝填充性不佳的问题。因此,控制烟丝的切丝长度参数是一种提高该类特殊卷烟烟支质量的方法之一。而目前,sd5切丝机并没有控制切丝长度参数的功能,也不宜花昂贵的费用再另购置一台或设计一台具有该功能的切丝机。
技术实现要素:
4.为解决上述技术问题,本发明的目的在于提供一种用于控制烟丝长度参数的切丝装置,应用于sd5切丝机刀辊系统上,在片烟的制丝加工过程中能够控制烟丝长度参数,避免切出长度过长的烟丝,大大提高烟支的烟丝填充性,提高卷烟质量。
5.为达到上述目的,本发明的技术方案是:一种用于控制烟丝长度参数的切丝装置,安装于sd5切丝机刀辊上,包括切丝刀片、刀片衬条及压刀板,切丝刀片位于刀片衬条和压刀板之间被压紧。切丝刀片包括刀片本体及多个长刀片,多个长刀片均匀地设置于刀片本体的底部,相邻两个长刀片之间的间距和切丝长度相等,切丝刀片用于切断烟丝,多个长刀片用于控制切丝长度。刀片衬条位于切丝刀片的底部且靠近长刀片的刀尖设置,刀片衬条上设有多个刀片凹槽,多个刀片凹槽和多个长刀片一一对应,使得刀片衬条用于托住切丝刀片。压刀板位于切丝刀片的顶部,其上设有多个压刀板沉头孔及相应的压刀板安装螺钉,用于将压刀板安装于切丝机底座上。压刀板的底部设有压刀板滑槽,为切丝机底座上安装的回转推块上的进刀推块提供运动空间。
6.优选地,长刀片和刀片凹槽均设有十八个,长刀片能够沿对应的刀片凹槽移动,刀片衬条的平段与刀片本体接触贴合,刀片衬条的凹槽段与长刀片接触贴合,实现密封,防止烟丝和粉尘进入切丝刀片和刀片衬条之间,从而保证设备正常运行。相邻两个长刀片之间的间距为25mm,控制切丝长度小于25mm。
7.优选地,长刀片的刀尖角度为22.5度,长刀片的刀尖和刀片本体的刀刃之间的距离为5.5mm,由人工反复实验达到最佳切丝效果得出最佳值。
8.优选地,刀片本体及多个长刀片采用平块高速钢模板、通过车削、铣削和精磨加工成型。该加工工艺为独创的加工工艺,切丝刀片的刚度、韧性、精度极高,刃口极锋利。
9.优选地,刀片本体前部的左右两边缘处设有刀斜面,刀斜面的倾斜角度为22.5度,与长刀片的刀尖角度值相同,便于切丝。
10.优选地,刀片衬条设有刀片凹槽的端面上设有多个衬条沉头孔,与sd5切丝机底座上的多个螺纹孔相对应,用于将刀片衬条安装于切丝机底座上。
11.优选地,压刀板滑槽设有两个,与sd5切丝机上设置的两个回转推块对应,使得两个回转推块上的进刀推块能够于两个压刀板滑槽内运动。
12.优选地,压刀板的底部还设有压刀板通槽,压刀板通槽为横向设置的方形槽结构。压刀板通槽使得压刀板前端更容易弹性变形,在保证切丝刀片受到一定夹紧力的同时,更加利于切丝刀片伸出来实现切丝。
13.优选地,压刀板通槽的深度大于压刀板滑槽的深度,保证压刀板弹性的同时又不妨碍进刀推块运动。
14.优选地,切丝刀片、刀片衬条及压刀板的长度相等,与sd5切丝机刀辊的宽度相适应,均设置为525mm。
15.本发明提供的用于控制烟丝长度参数的切丝装置配合sd5切丝机刀辊安装,安装于切丝机底座上。节约了另购置一台或设计一台具有该功能的切丝机的昂贵成本,也满足了卷烟生产对烟丝物理参数的要求,具有以下有效果:
16.1、本发明的切丝刀片和刀片衬条之间的配合面采用沟槽式,即凹凸配合,使得进刀推块推动切丝刀片进刀具有直线型和精准性,对切丝长度具有精准一致性。
17.2、由于国内特殊规格卷烟烟支,如细支烟(直径φ5.4mm)、中支烟(直径φ6.37mm),或新型卷烟,目前还不算烟草市场的主流,所以,控制烟丝长度的制丝生产并不普遍。由于本发明的切丝装置涉及的部件制造不多,因此,装置成本不高,且安装调试快捷方便,具有很好的推广应用前景。
附图说明
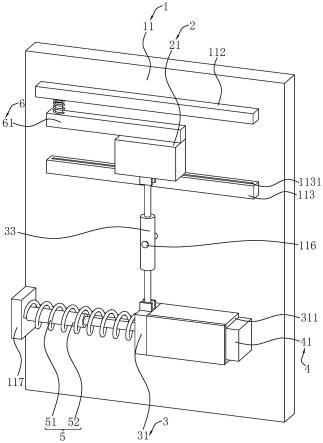
18.图1为本发明的结构示意图;
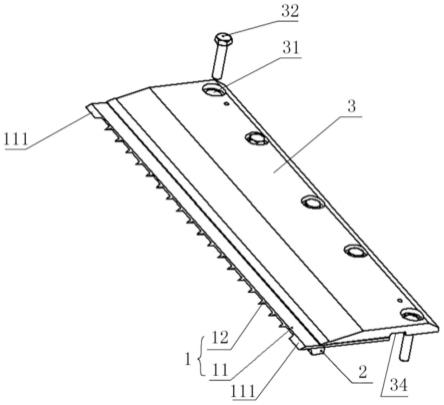
19.图2为本发明中切丝刀片的主视图;
20.图3为本发明中切丝刀片的仰视图;
21.图4为本发明中切丝刀片的右视图;
22.图5为本发明中刀片衬条的主视图;
23.图6为本发明中刀片衬条的俯视图;
24.图7为本发明中压刀板的俯视图;
25.图8为本发明中压刀板的仰视图;
26.图9为本发明中压刀板的右视图;
27.图10为安装于sd5切丝机底座上回转推块及进刀推块的结构示意图;
28.图11为本发明与sd5切丝机刀辊安装的爆炸图;
29.图12为本发明与sd5切丝机刀辊的装配示意图;
30.图13为本发明于实际应用中的进刀机械原理示意图。
31.主要元件符号说明:
32.1切丝刀片
33.11刀片本体;111刀斜面;112刀刃;12长刀片;121刀尖
34.2刀片衬条
35.21刀片凹槽;22衬条沉头孔;23衬条安装螺钉
36.3压刀板
37.31压刀板沉头孔;32压刀板安装螺钉;33压刀板滑槽;34压刀板通槽4进刀推块
38.5回转推块
39.6定位销轴
40.7切丝机底座
41.71、72螺纹孔
42.8刀辊
43.91进刀连杆;911转轴;92连接片;93进刀螺杆;94进刀螺套;95蜗轮;96单向轴承;97蜗杆;98中心推杆;99卡盘总成;100弹簧;101气缸
具体实施方式
44.下面将结合本发明实施例中的附图,对本发明提供的用于控制烟丝长度参数的切丝装置的实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
45.在本发明的描述中,需要理解的是,术语“中心”、“横向”、“纵向”、“前”、“后”、“左”、“右”、“上”、“下”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制。
46.如图1所示,本发明提供一种用于控制烟丝长度参数的切丝装置,配合sd5切丝刀辊安装,包括切丝刀片1、刀片衬条2及压刀板3,刀片衬条2位于切丝刀片1和压刀板3之间。
47.如图1至图4所示,切丝刀片1包括刀片本体11及多个长刀片12,刀片本体11前部的左右两边缘处设有刀斜面111,多个长刀片12均匀地设置于刀片本体11的底部,长刀片12的刀尖121超出刀片本体11的刀刃112。相邻两个长刀片12之间的间距t和切丝长度相等。长刀片12和刀片本体11采用平块高速钢模板、通过车削、铣削和精磨加工成型。该加工工艺为独创的加工工艺,切丝刀片的刚度、韧性、精度极高,刃口极锋利。
48.如图2至图4所示,在本优选的实施方式中,长刀片12共设有十八个,相邻两个长刀片12之间的间距t为25mm,在实际制丝加工过程中,控制切丝长度为25mm以内。长刀片12的刀尖角度a为22.5度,刀尖121和刀刃112之间的距离p为5.5mm。刀斜面111的倾斜角度和刀尖角度a相等,设置为22.5度。切丝刀片1的总长度l为525mm、宽度b为112mm、厚度s为3mm,切丝刀片1最薄部分的厚度s1为0.8-1mm。
49.如图1、图5和图6所示,刀片衬条2位于切丝刀片1的底部,且靠近长刀片12的刀尖121设置。刀片衬条2为长方体条形结构,其外形尺寸与sd5切丝机底座相应部位的形状尺寸
相适应。刀片衬条2上设有多个刀片凹槽21,多个刀片凹槽21和多个长刀片12一一对应。长刀片12卡入与其对应的刀片凹槽21内,刀片衬条2的平段和刀片本体11接触贴合,刀片衬条2的凹槽段和长刀片12接触贴合。刀片衬条2设有刀片凹槽21的端面(即刀片衬条2的平段)上设有多个衬条沉头孔22,与sd5切丝机底座上的多个螺纹孔相对应,衬条沉头孔22和相应的衬条安装螺钉23配合用于将刀片衬条2安装于底座相应的位置上。
50.如图5和图6所示,在本优选的实施方式中,与长刀片12对应,刀片凹槽21共设有十八个,相邻两个刀片凹槽21之间的间距t为25mm。刀片衬条的总长度l为525mm。衬条沉头孔22共设有六个,与sd5切丝机底座上的六个螺纹孔71相对应。
51.如图1、图7、图8和图9所示,压刀板3位于切丝刀片1的顶部,其顶部端面上设有多个压刀板沉头孔31,压刀板沉头孔31和相应的压刀板安装螺钉32配合用于将压刀板3安装于sd5切丝机底座上。压刀板3的底部设有压刀板滑槽33和压刀板通槽34,压刀板通槽34的深度大于压刀板滑槽33的深度。压刀板滑槽33为具有一定容置空间的凹槽结构,共设有两个,与sd5切丝机上设置的两个回转推块对应,使得两个回转推块上的进刀推块能够于两个压刀板滑槽33内运动。压刀板通槽34为横向设置的方形槽结构,其作用是,使压刀板3前端更容易弹性变形,在保证切丝刀片1受到一定夹紧力的同时,更加利于切丝刀片1伸出来实现切丝。
52.如图7至图9所示,在本优选的实施方式中,压刀板沉头孔31和压刀板安装螺钉32均设有五个,与底座上相应位置的五个螺纹孔72相对应。压刀板3的总长度l为525mm、宽度b为146
±
1mm、厚度s为13mm、压板角b为13.5度。
53.如图10和图11所示,进刀推块4通过回转推块5上的沉头孔安装于回转推块5上,回转推块5通过定位销轴6可转动地安装于切丝机底座7上,进刀推块4和回转推块5设计合适的厚度,使得进刀推块4能够与切丝刀片1的底部接触并推动切丝刀片1进行切丝。
54.如图11和图12所示,将本发明提供的用于控制烟丝长度参数的切丝装置安装于sd5切丝机的刀辊系统,首先,采用六个衬条安装螺钉23穿过六个衬条沉头孔22并安装于切丝机底座7上部的六个螺纹孔71内,将刀片衬条2固定。然后,将切丝刀片1置于刀片衬条2和压刀板3之间,使切丝刀片1的底部卡在两个进刀推块4上。同时,采用五个压刀板安装螺钉32穿过五个压刀板沉头孔31并安装于切丝机底座7下部的五个螺纹孔72内,将压刀板3压住切丝刀片1,保证长刀片12位于相应的刀片凹槽21内。
55.按照上述安装步骤,将十套本发明的切丝装置安装于刀辊8径向方向均匀布置的十个切丝机底座上,在刀辊8转动的过程中实现切丝并控制烟丝长度。
56.本发明于实际应用中的工作原理:
57.如图13所示,利用sd5刀辊系统的进刀机构与磨刀器配合实现对切丝刀片1的定时自动进刀和磨削,根据sd5切丝机设定的切丝刀片1进给频率,当系统发出进刀信号,进刀气路电磁阀导通,压缩空气经旋转接头进入气缸101,气缸101充气后,压缩弹簧100将推动卡盘总成99和中心推杆98移动,带动摆臂和单向轴承96,通过单向轴承96与同轴的蜗杆97旋转,使蜗轮95转动,使同轴的进刀螺套94旋转,进刀螺套94内的进刀螺杆93的一端与进刀连杆91通过连接片92用销钉连接,将进刀螺套94的旋转运动转化为进刀螺杆93的直线运动,进刀螺杆93带动进刀连杆91运动。根据连杆原理,进刀连杆91上的转轴911将带动回转推块5围绕定位销轴6旋转。
58.进刀推块4随回转推块5转动从而推动切丝刀片1产生向上位移,切丝刀片1从刀片衬条2和压刀板3之间伸出,实现进刀切丝。完成单次进刀后,气缸101排气,中心推杆98和卡盘总成99在弹簧100的作用下复位到原始状态。在复位过程中,单向轴承96反向空载转动复位,蜗杆97、蜗轮95不动作、,进刀推块4、回转推块5、切丝刀片1不动作,在原位等待下次进刀指令。当切丝刀片1不断伸出被磨削使用后,剩余宽度减小到规定尺寸时,拆下压刀板3,取下旧刀片;使用气枪通过手动退刀机构,反转进刀螺套94,进刀连杆91上的转轴911带动回转推块5围绕定位销轴6顺时针旋转,进刀推块4随回转推块5向下位移至最低位,安装新的切丝刀片1,安装压刀板3,完成新刀片的更换。
59.如图12所示,在上述切丝过程中,物料从与刀辊8的轴线相垂直的方位水平向刀辊径向连续送料,刀辊8顺时针旋转,十套本发明的切丝装置依次循环对物料进行切丝,同时该切丝装置精确控制切丝长度。
60.需要说明的是:以上所述仅为本发明的优选实施例,不能一次限定本发明的实施范围。因此,凡在本发明的精神和原则之内所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。