技术特征:
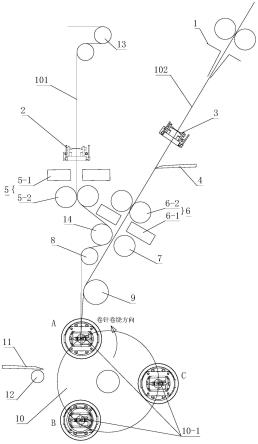
1.一种电芯卷绕方法,其特征在于:用于将复合极片和第二极片卷绕成电芯,所述复合极片包括第一极片和复合于所述第一极片两侧表面的隔膜,所述第二极片的极性和所述第一极片的极性相反,所述复合极片上设置有第一极耳,所述第二极片上设置有第二极耳;包括以下步骤:s1、所述复合极片和所述第二极片分别由复合极片放卷机构及第二极片放卷机构放出后,令所述复合极片依次经过复合极片入料纠偏组件及复合极片第一定位辊,送至卷绕头处,所述卷绕头上设置有三个卷针,所述卷绕头转动时,可使其上的卷针依次经过卷绕工位、贴胶工位及下料工位,所述复合极片被送至位于所述卷绕工位的所述卷针处;令所述第二极片依次经过第二极片送片机构、第二极片入料纠偏组件和第二极片入料压辊,送至位于所述卷绕工位的所述卷针处,所述第二极片入料压辊用于将所述第二极片压在所述复合极片上;在所述复合极片的走带路径上设置有用于感应所述第一极耳的第一极耳感应传感器以及用于记录所述复合极片走带片长的走带片长记录辊;在所述第二极片的走带路径上在所述第二极片入料纠偏组件的上游设置有第二极片切刀,在所述卷绕工位和所述贴胶工位之间设置有复合极片第二定位辊及复合极片切刀;s2、位于所述卷绕工位的所述卷针带着所述复合极片和所述第二极片转动,进行卷绕;当电芯在所述卷绕工位卷绕完成后,所述第二极片切刀将所述第二极片切断,所述复合极片仍和电芯相连,所述卷绕头转动,带有卷绕完成的电芯的所述卷针从所述卷绕工位移至所述贴胶工位,与此同时,带有贴胶完成的电芯的所述卷针从所述贴胶工位移至所述下料工位,完成下料的所述卷针从所述下料工位移至所述卷绕工位;s3、带有卷绕完成的电芯的所述卷针从所述卷绕工位移至所述贴胶工位后,所述第二极片入料压辊后退,切断后的所述第二极片的尾部落到所述第二极片入料压辊的下方;s4、所述复合极片第二定位辊移动,靠着所述复合极片,配合所述复合极片第一定位辊使所述复合极片垂直于位于所述卷绕工位的所述卷针的上方,位于所述卷绕工位的所述卷针伸出,等待所述复合极片被切断后将其夹紧;s5、位于所述贴胶工位的所述卷针根据所述第一极耳感应传感器感应到的所述第一极耳的位置以及所述走带片长记录辊记录的所述复合极片的走带片长数据,补偿卷绕相应的角度,使所述复合极片继续卷绕相应长度后,所述复合极片切刀将所述复合极片切断,与卷绕完成的电芯分离;s6、位于所述卷绕工位的所述卷针夹紧切断后的所述复合极片并转动,在所述复合极片卷绕设定的工艺长度后,所述第二极片送片机构将所述第二极片向前送,所述第二极片入料压辊前进,将所述第二极片压在所述复合极片上,开始另一个电芯的正式卷绕;在所述卷绕工位进行电芯卷绕的过程中,所述贴胶工位完成电芯的收尾和贴终止保护胶,所述下料工位完成电芯的下料,下料后位于所述下料工位的所述卷针退至卷绕等待位置,等待转动至所述卷绕工位,重复步骤s2至s6的过程,继续下一个电芯的卷绕循环。2.如权利要求1所述的电芯卷绕方法,其特征在于:所述复合极片入料纠偏组件和所述第二极片入料纠偏组件分别用于对所述复合极片和所述第二极片在送入位于所述卷绕工位的所述卷针前进行纠偏,所述第二极片入料纠偏组件包括第二极片纠偏传感器和一对第二极片纠偏辊,所述第二极片纠偏辊可绕自身轴线转动,并可相互靠近或相互远离,所述第二极片纠偏辊为从动辊;
在所述复合极片第一定位辊的下游设置有第二极片靠辊,在所述复合极片入料纠偏组件和所述复合极片第一定位辊之间设置有复合极片靠辊,所述第二极片入料压辊位于所述第二极片入料纠偏组件和所述第二极片靠辊之间,所述第二极片入料压辊和所述复合极片靠辊相对设置,所述第二极片入料压辊和所述复合极片靠辊可相互靠近或相互远离;所述第二极片入料压辊和所述第二极片靠辊同步移动。3.如权利要求1所述的电芯卷绕方法,其特征在于:所述复合极片入料纠偏组件和所述第二极片入料纠偏组件分别用于对所述复合极片和所述第二极片在送入所述卷针前进行纠偏,所述第二极片入料纠偏组件包括第二极片纠偏传感器和一对第二极片纠偏辊,所述第二极片纠偏辊可绕自身轴线转动,并可相互靠近或相互远离,两个所述第二极片纠偏辊中的一个为可由驱动单元驱动转动的主动转动辊,另一个为被动转动辊、并可相对所述主动转动辊移动,从而靠近或离开所述主动转动辊;所述第二极片入料压辊和所述复合极片第一定位辊相对设置,并可靠近或远离所述复合极片第一定位辊;所述被动转动轴和所述第二极片入料压辊同步移动。4.如权利要求1所述的电芯卷绕方法,其特征在于:所述第一极耳感应传感器设置于所述复合极片入料纠偏组件的上游,所述走带片长记录辊设置于所述第一极耳感应传感器的上游。5.如权利要求,1所述的电芯卷绕方法,其特征在于:在所述第二极片切刀的上游设置有第一极耳感应传感器。6.电芯卷绕机,用于将复合极片和第二极片卷绕成电芯,所述复合极片包括第一极片和复合于所述第一极片两侧表面的隔膜,所述第二极片的极性和所述第一极片的极性相反,所述复合极片上设置有第一极耳,所述正极片上设置有第二极耳;其特征在于:包括机架板,所述机架板上设置有沿所述复合极片的走带方向依次设置的复合极片放卷机构、复合极片入料纠偏组件和复合极片第一定位辊,以及沿所述第二极片的走带方向依次设置的第二极片放卷机构、第二极片送片机构、第二极片入料纠偏组件和第二极片入料压辊,所述第二极片入料压辊用于将所述第二极片压在所述复合极片上;所述复合极片第一定位辊和所述第二极片入料压辊的下方设置有卷绕头,所述卷绕头上设置有三个卷针,所述卷绕头转动时,可使其上的卷针依次经过卷绕工位、贴胶工位及下料工位;在所述卷绕工位和所述贴胶工位之间设置有可移动的复合极片第二定位辊及复合极片切刀,在所述第二极片的走带路径上位于所述第二极片入料纠偏组件的上游设置有第二极片切刀,在所述复合极片的走带路径上设置有用于感应所述第一极耳的第一极耳感应传感器以及用于记录所述复合极片的走带片长的走带片长记录辊。7.如权利要求6所述的电芯卷绕机,其特征在于:所述第二极片入料纠偏组件包括第二极片纠偏传感器和一对第二极片纠偏辊,所述第二极片纠偏辊可绕自身轴线转动,并可相互靠近或相互远离,所述第二极片纠偏辊为从动辊;所述复合极片第一定位辊的下游设置有第二极片靠辊,在所述复合极片入料纠偏组件和所述复合极片第一定位辊之间设置有复合极片靠辊,所述第二极片入料压辊位于所述第二极片入料纠偏组件和所述第二极片靠辊之间,所述第二极片入料压辊和所述复合极片靠辊相对设置,所述第二极片入料压辊和所述复合极片靠辊可相互靠近或相互远离。
8.如权利要求6所述的电芯卷绕机,其特征在于:所述第二极片入料纠偏组件包括第二极片纠偏传感器和一对第二极片纠偏辊,所述第二极片纠偏辊可绕自身轴线转动,并可相互靠近或相互远离,两个所述第二极片纠偏辊中的一个为可由驱动单元驱动转动的主动转动辊,另一个为被动转动辊、并可相对所述主动转动辊移动,从而靠近或离开所述主动转动辊;所述第二极片入料压辊和所述复合极片第一定位辊相对设置,并可靠近或远离所述复合极片第一定位辊。9.如权利要求6所述的电芯卷绕机,其特征在于:还包括极片除尘机构、复合极片张力控制机构、第二极片张力控制机构、第二极耳感应传感器、贴尾胶机构、电芯下料夹爪及成品输送线;所述复合极片放卷机构、极片除尘机构、复合极片张力控制机构、走带片长记录辊、第一极耳感应传感器、复合极片入料纠偏组件、复合极片第一定位辊沿所述复合极片的走带方向依次设置,所单正极片放卷机构、极片除尘机构、正极片张力控制机构、走带片长记录辊、第二极片送片机构、第二极耳感应传感器、第二极片入料纠偏组件、第二极片靠辊沿所述第二极片的走带方向依次设置;所述贴尾胶机构和所述贴胶工位对应设置,所述电芯下料夹爪和所述下料工位对应设置,所述成品输送线设置于所述下料工位的出料端。10.如权利要求9所述的电芯卷绕机,其特征在于:还包括沿所述成品输送线设置的短路测试机构及ccd外形检测机构。
技术总结
一种电芯卷绕方法及电芯卷绕机,将复合极片和常规极片卷绕成电芯,卷绕头上设置有三个卷针,电芯在卷绕工位卷绕完成后,第二极片切刀切断第二极片,卷针从卷绕工位移至贴胶工位,第二极片入料压辊离开复合极片第一定位辊;复合极片第二定位辊移动,配合复合极片第一定位辊使复合极片垂直于卷绕工位的卷针上方;贴胶工位的卷针补偿卷绕,复合极片切刀切断复合极片;卷绕工位的卷针夹紧复合极片并转动,第二极片送片机构将第二极片前送,第二极片入料压辊靠近复合极片第一定位辊,将第二极片压在复合极片上,开始电芯的卷绕;卷绕工位卷绕电芯时,贴胶工位完成电芯的收尾和贴终止保护胶,下料工位完成电芯下料。本发明的卷绕工艺流程顺畅,效率高。效率高。效率高。
技术研发人员:曹海霞 毛德智
受保护的技术使用者:珠海华冠科技股份有限公司
技术研发日:2022.08.18
技术公布日:2022/11/29
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。