1.本发明涉及磁性材料生产技术领域,特别是涉及一种磁性材料生产品质检测系统。
背景技术:
2.中空状的柱形磁性材料在加工时外径、内径高度加工会出现不合格,外观会出现磕碰受损、刀痕等缺陷。
3.现有技术中,对于柱形磁性材料外径、内径、外观的检测分别单独采用不同的检测设备进行检测,检测效率非常低,且在转移物料的过程中,也会对柱形磁性材料造成损伤,所以我们提出了一种能够对外径、内径、外观连续进行检测的磁性材料生产品质检测系统。
技术实现要素:
4.为了解决对于柱形磁性材料外径、内径、外观的检测分别单独采用不同的检测设备进行检测,检测效率非常低,且在转移物料的过程中,也会对柱形磁性材料造成损伤的问题,本发明的目的是提供一种磁性材料生产品质检测系统。
5.为了实现上述目的,本发明采用如下技术方案:一种磁性材料生产品质检测系统,包括有检测柜体和控制器,所述检测柜体的内部分别安装有送料模块、检测模块、物料承载模块、吹料模块和排料模块;
6.所述检测模块包括有固定安装在检测柜体内部的光电传感器、内外径检测相机、端部检测相机组、高度检测相机和外表面检测相机组;
7.所述物料承载模块包括有固定设置于检测柜体内部的电机,所述电机的顶部为输出端,且输出端的顶部固定连接有转盘,所述转盘的顶面开设有环形阵列的若干个料槽,所述转盘采用透明材质;
8.所述吹料模块包括有固定安装在检测柜体顶部的六个吹料阀;
9.所述排料模块包括有固定安装在检测柜体内部的六个集料管,六个所述集料管分别用于合格产品、内外径不合格产品、端部不合格产品、高度不合格产品、外表面不合格产品的收集。
10.所述控制器分别与光电传感器、内外径检测相机、端部检测相机组、高度检测相机、外表面检测相机组、电机、六个吹料阀连接。
11.优选的,所述送料模块包括有固定设置于检测柜体内部的振动料斗和振动盘,所述振动料斗的出料口位于振动盘的上方,用于向振动盘的内部供料,所述振动盘的出料口为竖直设置的管状,位于其中一个所述料槽的正上方,用于向料槽中供料。
12.优选的,所述光电传感器位于其中一个所述料槽的正上方,且光电投射方向为竖直向下。
13.优选的,所述内外径检测相机固定安装在其中一个所述料槽的正上方,且照射方向为竖直向下。
14.优选的,所述端部检测相机组包括有上下对称设置两个相机,且分别位于转盘的上方,两个相机的照射方向为相向照射,且均朝向其中一个所述料槽的方向照射。
15.优选的,所述高度检测相机的照射方向朝向转盘的圆心处为水平照射,且固定安装在转盘的外侧。
16.优选的,六个所述吹料阀位于转盘的上方,所述吹料阀的出风口靠近转盘的顶面设置,且出风口为水平朝外设置。
17.优选的,所述集料管的进料口朝向吹料阀的出风口设置。
18.优选的,所述外表面检测相机组包括有三个环形阵列设置的三个相机,三个所述相机的照射方向为倾斜向下设置,且照射方向交叉为一点。
19.一种磁性材料生产品质检测系统的检测方法,采用权利要求1至9中任一项所述的种磁性材料生产品质检测系统,包括有以下步骤:
20.s1,振动料斗中装入柱形磁性材料,且振动料斗运行振动,柱形磁性材料从振动料斗的出料口处进入振动盘中,振动盘振动运行将物料依次输送至料槽中;
21.s2,光电传感器检测到柱形磁性材料,且数据反馈至控制器;
22.s3,当s2中检测到的柱形磁性材料分别依次移动至内外径检测相机、端部检测相机组、高度检测相机和外表面检测相机组处时,且分别对柱形磁性材料进行检测;
23.s4,内外径检测相机、端部检测相机组、高度检测相机和外表面检测相机组分别进行采集图像,将图像数据反馈至控制器,控制器分析相应的图片,且得出内外径、端部、高度、外表面是否合格;
24.s5,当不合格产品移动至相应的吹料阀处时,控制器控制相应的集料管打开,且将不合格产品吹向相应的吹料阀中,合格产品由相应的集料管吹向相应的吹料阀中。
25.与现有技术相比,本发明实现的有益效果:本发明,对于柱形磁性材料外径、内径、外观等缺陷的检测,可以连续进行,大大提高了检测效果,也保证了产品的检测准确度。
附图说明
26.以下结合附图和具体实施方式来进一步详细说明本发明:
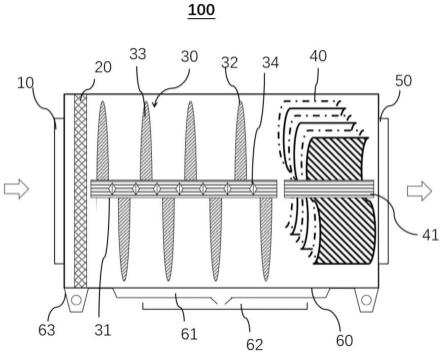
27.图1为本发明的整体的结构示意图。
28.图中:1-检测柜体、2-送料模块、3-检测模块、4-物料承载模块、5-吹料模块、6-排料模块、201-振动料斗、202-振动盘、301-光电传感器、302-内外径检测相机、303-端部检测相机组、304-高度检测相机、305-外表面检测相机组、401
‑ꢀ
电机、402-转盘、403-料槽、501-吹料阀、601-集料管。
具体实施方式
29.以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效。
30.请参阅图1。须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容
得能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
31.本发明提供一种技术方案:一种磁性材料生产品质检测系统,包括有检测柜体1和控制器,所述检测柜体1的内部分别安装有送料模块2、检测模块3、物料承载模块4、吹料模块5和排料模块6;
32.所述检测模块3包括有固定安装在检测柜体1内部的光电传感器301、内外径检测相机302、端部检测相机组303、高度检测相机304和外表面检测相机组 305;
33.所述物料承载模块4包括有固定设置于检测柜体1内部的电机401,所述电机401的顶部为输出端,且输出端的顶部固定连接有转盘402,所述转盘402的顶面开设有环形阵列的若干个料槽403,所述转盘402采用透明材质;
34.所述吹料模块5包括有固定安装在检测柜体1顶部的六个吹料阀501;
35.所述排料模块6包括有固定安装在检测柜体1内部的六个集料管601,六个所述集料管601分别用于合格产品、内外径不合格产品、端部不合格产品、高度不合格产品、外表面不合格产品的收集。
36.所述控制器分别与光电传感器301、内外径检测相机302、端部检测相机组 303、高度检测相机304、外表面检测相机组305、电机401、六个吹料阀501连接。
37.所述送料模块2包括有固定设置于检测柜体1内部的振动料斗201和振动盘202,所述振动料斗201的出料口位于振动盘202的上方,用于向振动盘202 的内部供料,所述振动盘202的出料口为竖直设置的管状,位于其中一个所述料槽403的正上方,用于向料槽403中供料。
38.所述光电传感器301位于其中一个所述料槽403的正上方,且光电投射方向为竖直向下。
39.所述内外径检测相机302固定安装在其中一个所述料槽403的正上方,且照射方向为竖直向下。
40.所述端部检测相机组303包括有上下对称设置两个相机,且分别位于转盘 402的上方,两个相机的照射方向为相向照射,且均朝向其中一个所述料槽403 的方向照射。
41.所述高度检测相机304的照射方向朝向转盘402的圆心处为水平照射,且固定安装在转盘402的外侧。
42.六个所述吹料阀501位于转盘402的上方,所述吹料阀501的出风口靠近转盘402的顶面设置,且出风口为水平朝外设置。
43.所述集料管601的进料口朝向吹料阀501的出风口设置。
44.所述外表面检测相机组305包括有三个环形阵列设置的三个相机,三个所述相机的照射方向为倾斜向下设置,且照射方向交叉为一点。
45.一种磁性材料生产品质检测系统的检测方法,包括有以下步骤:
46.s1,振动料斗201中装入柱形磁性材料,且振动料斗201运行振动,柱形磁性材料从振动料斗201的出料口处进入振动盘202中,振动盘202振动运行将物料依次输送至料槽403中;
47.s2,光电传感器301检测到柱形磁性材料,且数据反馈至控制器;
48.s3,当s2中检测到的柱形磁性材料分别依次移动至内外径检测相机302、端部检测相机组303、高度检测相机304和外表面检测相机组305处时,且分别对柱形磁性材料进行检测;
49.s4,内外径检测相机302、端部检测相机组303、高度检测相机304和外表面检测相机组305分别进行采集图像,将图像数据反馈至控制器,控制器分析相应的图片,且得出内外径、端部、高度、外表面是否合格;
50.s5,当不合格产品移动至相应的吹料阀501处时,控制器控制相应的集料管601打开,且将不合格产品吹向相应的吹料阀501中,合格产品由相应的集料管601吹向相应的吹料阀501中。
51.上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。