1.本发明涉及核反应堆用包壳材料连接领域,特别是涉及一种核用碳化硅低温连接方法。
背景技术:
2.目前,商用的核用包壳材料主要为锆合金。然而,锆合金的高温氧化性能差,高温强度低,在失水条件下容易造成核燃料的泄漏。并且,锆合金在高温水蒸气条件下的产氢量较大,容易导致氢爆,存在安全隐患。
3.碳化硅(sic)陶瓷具有高熔点、高强度以及良好的抗腐蚀性能,使其在车辆、海洋工程、核能、航空航天等领域具有广泛的应用。此外,sic还具有良好的抗中子辐照性能以及较低的中子吸收截面,这使得sic非常有潜力应用于核能领域反应堆的包壳材料。
4.sic由于具备以上优异的性能,因此,可解决上述锆合金服役过程中可能出现的问题。然而,对于核用包壳材料的应用,因为sic的高熔点以及低自扩散系数,sic包壳需要解决两端连接的问题。对于sic连接,目前采用纳米浸渍瞬时液相(nite)工艺进行连接,所获得的sic接头具有较高的连接强度,然而,该工艺需要高温(温度需在1800℃以上)、高压(压强需在10mpa以上)条件下进行连接。
技术实现要素:
5.基于此,有必要提供一种核用碳化硅低温连接方法,以实现核用碳化硅在较低温度和较低压力下的高强度连接。
6.一种核用碳化硅低温连接方法,包括以下步骤:
7.将碳化硅粉体与烧结助剂混合,制得连接材料;
8.在多个碳化硅待连接件之间设置所述连接材料,得到预连接件;
9.对所述预连接件进行电流辅助加热处理,在1200℃~1700℃下进行连接。
10.在其中一个实施例中,所述碳化硅粉体的粒径为0.01μm~10μm。进一步地,在其中一个实施例中,所述碳化硅粉体的粒径为0.01μm~0.1μm。
11.在其中一个实施例中,所述烧结助剂选自ceo2、zro2、al2o3、sio2、y2o3、mgo、liyo2以及lacro3中的至少一种。
12.在其中一个实施例中,所述连接材料中,所述烧结助剂的质量分数为0.1%~40%。进一步地,在其中一个实施例中,所述连接材料中,所述烧结助剂的质量分数为5%~10%。
13.在其中一个实施例中,所述连接材料的形态为粉料、浆料以及流延片中的至少一种。
14.在其中一个实施例中,所述电流辅助加热处理过程在真空环境或保护性气氛中进行。
15.在其中一个实施例中,上述保护性气氛为氮气、氩气以及氦气中的至少一种。
16.在其中一个实施例中,在所述电流辅助加热处理过程中,峰值电流为100a~2000a。
17.在其中一个实施例中,所述电流辅助加热处理过程的时间为1min~10min。
18.在其中一个实施例中,在所述电流辅助加热处理过程中,对所述预连接件进行机械加压处理。
19.在其中一个实施例中,所述机械加压处理的压强为0.1mpa~1mpa。
20.在其中一个实施例中,完成连接后,所述连接材料所形成的连接层的厚度为1μm~500μm。进一步地,在其中一个实施例中,完成连接后,所述连接材料所形成的连接层的厚度为10μm~50μm。
21.与传统方案相比,上述核用碳化硅低温连接方法具有以下有益效果:
22.上述核用碳化硅低温连接方法采用碳化硅粉体与烧结助剂混合,作为碳化硅的连接材料,通过对预连接件进行电流辅助加热处理,随着温度的升高,连接材料的电阻减小,流经预连接件的电流逐渐增大,连接材料自身开始升温,能够实现核用碳化硅在较低温度和较低压力下的高强度连接。
23.通过上述核用碳化硅低温连接方法所获得的碳化硅接头具有较小的残余应力。
24.通过上述核用碳化硅低温连接方法所获得的碳化硅接头具有良好的耐高温性能。
25.上述核用碳化硅低温连接方法采用电辅助加热技术能够实现核用碳化硅的局部加热,降低其对非加热区域的影响。
26.上述核用碳化硅低温连接方法能够提高碳化硅的自扩散速率,有效加快碳化硅连接过程的传质机制,实现核用碳化硅的快速连接。
27.上述核用碳化硅低温连接方法能够实现薄壁、超长径比的米级核用碳化硅包壳连接封装。
28.采用上述核用碳化硅低温连接方法所获得的碳化硅接头在室温下的剪切强度为80mpa~200mpa,在1200℃高温下的剪切强度为90mpa~250mpa,碳化硅接头的漏率在1
×
10-8
pa
·
m3/s以下,上述核用碳化硅低温连接方法可应用于核用碳化硅包壳连接封装领域。
附图说明
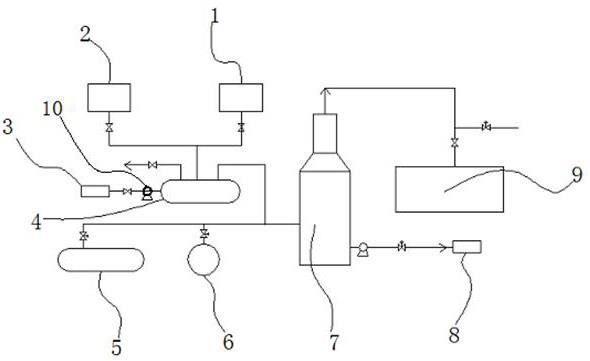
29.图1为一实施例的核用碳化硅低温连接方法所采用的电流辅助加热设备的工作原理示意图;
30.图2为图1的等效电路图;
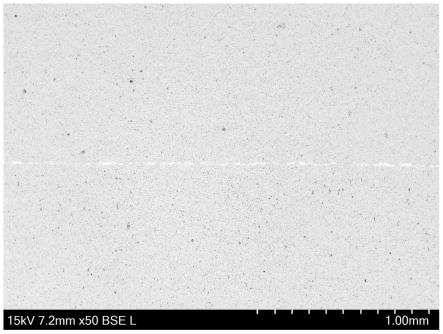
31.图3为实施例1获得的碳化硅接头的显微结构图谱;
32.图4为实施例2获得的碳化硅接头的显微结构图谱;
33.图5为实施例3获得的碳化硅接头的显微结构图谱。
具体实施方式
34.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
35.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
36.本发明一实施例的核用碳化硅低温连接方法,包括以下步骤:
37.步骤s1,将碳化硅粉体与烧结助剂混合,制得连接材料。
38.步骤s2,在多个碳化硅待连接件之间设置连接材料,得到预连接件。
39.步骤s3,对预连接件进行电流辅助加热处理,在1200℃~1700℃下进行连接。
40.上述核用碳化硅低温连接方法具有以下优势:
41.上述核用碳化硅低温连接方法采用碳化硅粉体与烧结助剂混合,作为碳化硅的连接材料,通过对预连接件进行电流辅助加热处理,随着温度的升高,连接材料的电阻减小,流经预连接件的电流逐渐增大,连接材料自身开始升温,能够实现核用碳化硅在较低温度和较低压力下的高强度连接。
42.通过上述核用碳化硅低温连接方法所获得的碳化硅接头具有较小的残余应力。
43.通过上述核用碳化硅低温连接方法所获得的碳化硅接头具有良好的耐高温性能。
44.上述核用碳化硅低温连接方法采用电辅助加热技术能够实现核用碳化硅的局部加热,降低其对非加热区域的影响。
45.上述核用碳化硅低温连接方法能够提高碳化硅的自扩散速率,有效加快碳化硅连接过程的传质机制,实现核用碳化硅的快速连接。
46.上述核用碳化硅低温连接方法能够实现薄壁、超长径比的米级核用碳化硅包壳连接封装。
47.在其中一个示例中,在步骤s1中,碳化硅粉体的粒径为0.01μm~10μm。进一步地,在其中一个示例中,碳化硅粉体的粒径为0.01μm~0.1μm。
48.在其中一个示例中,在步骤s1中,烧结助剂选自ceo2、zro2、al2o3、sio2、y2o3、mgo、liyo2以及lacro3中的至少一种。
49.在其中一个示例中,在步骤s1中,连接材料中,烧结助剂的质量分数为0.1%~40%。进一步地,在其中一个示例中,烧结助剂的质量分数为5%~10%。在一些具体的示例中,烧结助剂的质量分数为0.5%、2%、8%、15%、30%等。
50.在步骤s1中,将碳化硅粉体与烧结助剂进行混合的方式例如可以是研磨混合等。在其中一个示例中,采用球磨的方式将碳化硅粉体与烧结助剂进行混合,能够使碳化硅粉体与烧结助剂充分均匀混合。
51.在步骤s1中,所制得的连接材料的形态可以为但不限于粉料、浆料、流延片等。
52.在其中一个示例中,在步骤s2中,设置连接材料的方式是在将其碳化硅待连接件上进行涂布,涂布的方式例如为但不限于喷涂、刮涂、旋涂等。在其他示例中,连接材料也可以是直接放置在多个碳化硅待连接件之间,或者其他设置方式。
53.在其中一个示例中,在步骤s3中,电流辅助加热处理所采用电流辅助加热设备的工作原理示意图如图1所示,电流辅助加热设备中,辅助加热管设置在上电极和下电极之间。在电流辅助加热处理过程中,预连接件100设置在辅助加热管中,辅助加热管包括第一加热件210、第二加热件220以及第三加热件230。预连接件100设置在第一加热件210、第二
加热件220以及第三加热件230之间的空腔中。图2为图1的等效电路图。在电路中,预连接件100与第一加热件210以及第二加热件220串联,同时,预连接件与第三加热件230并联。在图1和图2中,v代表电源电压,r1代表第一加热件的电阻,r2代表第二加热件的电阻,r3代表第三加热件的电阻,rs代表预连接件的电阻,i代表电路总电流,i3代表经过第三加热件的电流,is代表经过预连接件的电流。
54.在电流辅助加热处理过程中,流经预连接件的电流is的计算公式为:
55.通过辅助加热管升温进行辐射加热,随着温度的升高,连接材料的电阻减小,流经预连接件的电流逐渐增大,预连接件自身开始升温,能够实现核用碳化硅在较低温度和较低压力下的高强度连接。
56.在其中一个示例中,在步骤s3中,在电流辅助加热处理过程中,环境为真空或保护性气氛。其中,保护性气氛例如为氮气、氩气、氦气等。
57.在其中一个示例中,在步骤s3中,在电流辅助加热处理过程中,峰值电流为100a~2000a。进一步地,在其中一个示例中,在电流辅助加热处理过程中,峰值电流为500a~1500a。在一些具体的示例中,在电流辅助加热处理过程中,峰值电流为200a、500a、800a、1500a、2000a等。
58.在其中一个示例中,在步骤s3中,在电流辅助加热处理过程中,对预连接件进行机械加压处理。通过对预连接件进行机械加压处理,碳化硅待连接件与连接材料能够更加紧密地接触,提高连接效率。
59.上述核用碳化硅低温连接方法能够在较低的温度下实现核用碳化硅的连接。在其中一个示例中,在电流辅助加热处理过程中,加热的温度为1200℃~1700℃。进一步地,在其中一个示例中,在电流辅助加热处理过程中,加热的温度为1300℃~1600℃。在一些具体的示例中,在电流辅助加热处理过程中,加热的温度为1200℃、1300℃、1400℃、1500℃、1600℃等。
60.上述核用碳化硅低温连接方法能够在较低的压强下实现核用碳化硅的连接。在其中一个示例中,机械加压处理的压强为0.1mpa~1mpa。进一步地,在其中一个示例中,机械加压处理的压强为0.5mpa~1mpa。在一些具体的示例中,机械加压处理的压强为0.2mpa、0.4mpa、0.6mpa、0.8mpa、1mpa等。
61.上述核用碳化硅低温连接方法能够在较短的时间内实现核用碳化硅的连接。在其中一个示例中,在步骤s3中,电流辅助加热处理的时间为1min~10min。进一步地,在其中一个示例中,电流辅助加热处理的时间为3min~8min。在一些具体的示例中,电流辅助加热处理的时间为2min、4min、6min、8min、10min等。
62.在其中一个示例中,完成连接后,连接材料所形成的连接层的厚度为1μm~500μm。进一步地,在其中一个示例中,连接层的厚度为10μm~50μm。在一些具体的示例中,连接层的厚度为5μm、20μm、50μm、100μm、300μm等。
63.上述核用碳化硅低温连接方法具有以下优势:
64.上述核用碳化硅低温连接方法采用碳化硅粉体与烧结助剂混合,作为碳化硅的连
接材料,通过对预连接件进行电流辅助加热处理,随着温度的升高,连接材料的电阻减小,流经预连接件的电流逐渐增大,连接材料自身开始升温,能够实现核用碳化硅在较低温度和较低压力下的高强度连接。
65.通过上述核用碳化硅低温连接方法所获得的碳化硅接头具有较小的残余应力。
66.通过上述核用碳化硅低温连接方法所获得的碳化硅接头具有良好的耐高温性能。
67.上述核用碳化硅低温连接方法采用电辅助加热技术能够实现核用碳化硅的局部加热,降低其对非加热区域的影响。
68.上述核用碳化硅低温连接方法能够提高碳化硅的自扩散速率,有效加快碳化硅连接过程的传质机制,实现核用碳化硅的快速连接。
69.上述核用碳化硅低温连接方法能够实现薄壁、超长径比的米级核用碳化硅包壳连接封装。
70.采用上述核用碳化硅低温连接方法所获得的碳化硅接头在室温下的剪切强度为80mpa~200mpa,在1200℃高温下的剪切强度为90mpa~250mpa,碳化硅接头的漏率在1
×
10-8
pa
·
m3/s以下,上述核用碳化硅低温连接方法可应用于核用碳化硅包壳连接封装领域。
71.下面提供具体实施例对本发明进行说明,但本发明并不局限于下述实施例。应当理解,所附权利要求概括了本发明的范围,在本发明构思的引导下,本领域的技术人员应意识到,对本发明的各实施例所进行的一定的改变,都将被本发明的权利要求书的精神和范围所覆盖。
72.实施例1
73.本实施例提供一种核用碳化硅低温连接方法,包括以下步骤:
74.步骤s1,制备连接材料。
75.提供碳化硅粉体和烧结助剂。碳化硅粉体的粒径为0.01μm,纯度为99.99%。烧结助剂为ceo
2-al2o3。ceo2的质量含量为3.5%,al2o3的质量含量为3.5%。
76.采用行星式球磨机将碳化硅粉体和烧结助剂进行混料。采用氮化硅作为研磨球,无水乙醇作为球磨介质,球磨转数为400r/min,球磨时间为12h。按照以上球磨工艺制备得到浆料,作为连接材料。
77.步骤s2,涂布连接材料。
78.通过喷涂工艺将连接材料喷涂于块状碳化硅的待连接区域,作为连接层,形成碳化硅-连接层-碳化硅三明治结构的预连接件。
79.步骤s3,电流辅助加热连接。
80.将上述三明治结构置于电流辅助加热设备中,电流辅助加热设备的工作原理如图1所示,等效电路图如图2所示,流经预连接件的电流is的计算公式为:
[0081][0082]
通过石墨模具将三明治结构固定并加载1mpa压力。连接起始阶段,通过辅助加热管升温进行辐射加热,随着温度的升高,连接层的电阻减小,流经三明治结构的电流逐渐增大,连接层自身开始升温。连接过程中,施加电流为1192a,连接温度为1400℃,连接时间为10min,环境气氛为氮气。
[0083]
该技术的连接机制为:在电流辅助加热过程中,当连接温度达到600℃左右时,
ceo2的电阻减小,从而流经三明治结构的电流进一步增大,从而能够在1400℃的较低温度条件下实现碳化硅的致密连接。
[0084]
连接完成后,本实施例中所形成的碳化硅接头的显微结构图谱如图2所示。从图2中可知,中间的连接层致密度较高,连接层的厚度为18μm。经过测试,该碳化硅接头室温下的剪切强度为80mpa,在1200℃高温下的剪切强度为90mpa,连接件的漏率为1
×
10-9
pa
·
m3/s。
[0085]
实施例2
[0086]
本实施例提供一种核用碳化硅低温连接方法,包括以下步骤:
[0087]
步骤s1,制备连接材料。
[0088]
提供碳化硅粉体和烧结助剂。碳化硅粉体的粒径为0.05μm,纯度为99.99%。烧结助剂为ceo
2-al2o3。ceo2的质量含量为3.5%,al2o3的质量含量为3.5%。
[0089]
采用行星式球磨机将碳化硅粉体和烧结助剂进行混料。采用氮化硅作为研磨球,无水乙醇作为球磨介质,球磨转数为400r/min,球磨时间为12h。按照以上球磨工艺制备得到浆料,作为连接材料。
[0090]
步骤s2,涂布连接材料。
[0091]
通过喷涂工艺将连接材料喷涂于块状碳化硅的待连接区域,作为连接层,形成碳化硅-连接层-碳化硅三明治结构的预连接件。
[0092]
步骤s3,电流辅助加热连接。
[0093]
将上述三明治结构置于电流辅助加热设备中,电流辅助加热设备的工作原理如图1所示。连接过程中,施加电流为1719a,连接温度为1500℃,连接时间为10min,环境气氛为氮气。
[0094]
连接完成后,本实施例中所形成的碳化硅接头的显微结构图谱如图3所示。从图3中可知,中间的连接层致密度较高,连接层的厚度为20μm。经过测试,该碳化硅接头室温下的剪切强度为120mpa,在1200℃高温下的剪切强度达到150mpa,连接件的漏率为1
×
10-10
pa
·
m3/s。
[0095]
实施例3
[0096]
本实施例提供一种核用碳化硅低温连接方法,包括以下步骤:
[0097]
步骤s1,制备连接材料。
[0098]
提供碳化硅粉体和烧结助剂。碳化硅粉体的粒径为0.01μm,纯度为99.99%。烧结助剂为ceo
2-al2o3。ceo2的质量含量为3.5%,al2o3的质量含量为3.5%。
[0099]
采用行星式球磨机将碳化硅粉体和烧结助剂进行混料。采用氮化硅作为研磨球,无水乙醇作为球磨介质,球磨转数为400r/min,球磨时间为12h。按照以上球磨工艺制备得到浆料,作为连接材料。
[0100]
步骤s2,涂布连接材料。
[0101]
通过喷涂工艺将连接材料喷涂于块状碳化硅的待连接区域,作为连接层,形成碳化硅-连接层-碳化硅三明治结构的预连接件。
[0102]
步骤s3,电流辅助加热连接。
[0103]
将上述三明治结构置于电流辅助加热设备中,电流辅助加热设备的工作原理如图1所示。连接过程中,施加电流为1418a,连接温度为1700℃,连接时间为10min,环境气氛为
氮气。
[0104]
连接完成后,本实施例中所形成的碳化硅接头的显微结构图谱如图4所示。从图4中可知,中间的连接层致密度较高,连接层的厚度为12μm。经过测试,该碳化硅接头室温下的剪切强度为160mpa,在1200℃高温下的剪切强度达到180mpa,连接件的漏率为1
×
10-12
pa
·
m3/s。
[0105]
实施例4
[0106]
本实施例提供一种核用碳化硅低温连接方法,包括以下步骤:
[0107]
步骤s1,制备连接材料。
[0108]
提供碳化硅粉体和烧结助剂。碳化硅粉体的粒径为0.01μm,纯度为99.99%。烧结助剂为ceo
2-al2o3。ceo2的质量含量为3.5%,al2o3的质量含量为3.5%。
[0109]
采用行星式球磨机将碳化硅粉体和烧结助剂进行混料。采用氮化硅作为研磨球,无水乙醇作为球磨介质,球磨转数为400r/min,球磨时间为12h。按照以上球磨工艺制备得到浆料,作为连接材料。
[0110]
步骤s2,涂布连接材料。
[0111]
通过喷涂工艺将连接材料喷涂于块状碳化硅的待连接区域,作为连接层,形成碳化硅-连接层-碳化硅三明治结构的预连接件。
[0112]
步骤s3,电流辅助加热连接。
[0113]
将上述三明治结构置于电流辅助加热设备中,电流辅助加热设备的工作原理如图1所示。连接过程中,施加电流为2000a,连接温度为1600℃,连接时间为10min,环境气氛为氮气。
[0114]
经过测试,本实施例中,本实施例中所形成的碳化硅接头的连接层厚度为15μm。该碳化硅接头室温下的剪切强度为200mpa,在1200℃高温下的剪切强度达到230mpa,连接件的漏率为1
×
10-12
pa
·
m3/s。
[0115]
实施例5
[0116]
本实施例提供一种核用碳化硅低温连接方法,包括以下步骤:
[0117]
步骤s1,制备连接材料。
[0118]
提供碳化硅粉体和烧结助剂。碳化硅粉体的粒径为0.01μm,纯度为99.99%。烧结助剂为ceo
2-al2o3。ceo2的质量含量为3.5%,al2o3的质量含量为3.5%。
[0119]
采用行星式球磨机将碳化硅粉体和烧结助剂进行混料。采用氮化硅作为研磨球,无水乙醇作为球磨介质,球磨转数为400r/min,球磨时间为12h。按照以上球磨工艺制备得到浆料,作为连接材料。
[0120]
步骤s2,涂布连接材料。
[0121]
通过喷涂工艺将连接材料喷涂于块状碳化硅的待连接区域,作为连接层,形成碳化硅-连接层-碳化硅三明治结构的预连接件。
[0122]
步骤s3,电流辅助加热连接。
[0123]
将上述三明治结构置于电流辅助加热设备中,电流辅助加热设备的工作原理如图1所示。连接过程中,施加电流为1000a,连接温度为1700℃,连接时间为10min,环境气氛为氮气。
[0124]
经过测试,本实施例中,本实施例中所形成的碳化硅接头的连接层的厚度为12μm。
该碳化硅接头室温下的剪切强度为150mpa,在1200℃高温下的剪切强度达到160mpa,连接件的漏率为1
×
10-12
pa
·
m3/s。
[0125]
由以上实施例可知,采用本发明的核用碳化硅低温连接方法所获得的碳化硅接头在室温下的剪切强度为80mpa~200mpa,在1200℃高温下的剪切强度为90mpa~250mpa,碳化硅接头的漏率在1
×
10-8
pa
·
m3/s以下,上述核用碳化硅低温连接方法可应用于核用碳化硅包壳连接封装领域。
[0126]
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0127]
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准,说明书可以用于解释权利要求的内容。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。