技术特征:
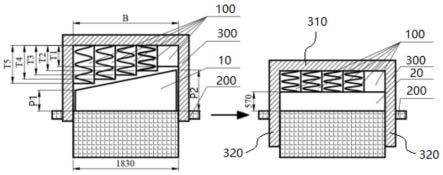
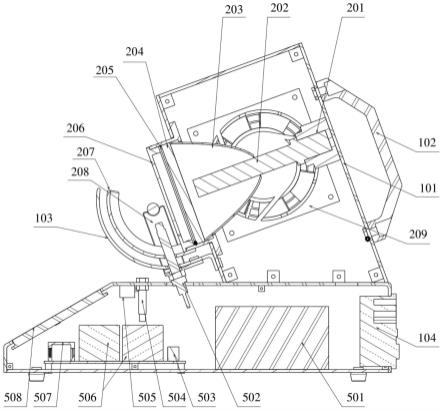
1.一种弧形锻件的差速锻造方法,其特征在于,采用梯形直坯进行锻造,所述梯形直坯的截面为直角梯形,包括:将所述梯形直坯放置于组合弹性模组和下平砧之间,逐步向前送进锻压,并重复送进锻压操作,以实现拔长并弯曲成形,其中,所述梯形直坯以其直角腰面贴合所述下平砧;所述组合弹性模组包括多个弹性模,多个所述弹性模沿所述梯形直坯的斜腰方向并列排布,多个所述弹性模对所述梯形直坯锻压时,同时接触所述梯形直坯。2.根据权利要求1所述的弧形锻件的差速锻造方法,其特征在于,除位于所述梯形直坯最高侧的所述弹性模以外的所述弹性模包括弹性件和与所述弹性件连接的平砧,所述平砧用于与所述梯形直坯的斜腰面接触,且所述平砧位于所述弹性件的形变方向上。3.根据权利要求1所述的弧形锻件的差速锻造方法,其特征在于,还采用支撑模,所述支撑模位于多个所述弹性模的上方,多个所述弹性模在所述支撑模的带动下锻压所述梯形直坯。4.根据权利要求3所述的弧形锻件的差速锻造方法,其特征在于,所述支撑模包括顶面和分别位于所述顶面两侧的两侧面,多个所述弹性模位于两所述侧面之间,且由一所述侧面向另一所述侧面排布。5.根据权利要求3所述的弧形锻件的差速锻造方法,其特征在于,所述支撑模和所述下平砧之间设置有上下导向组件。6.根据权利要求5所述的弧形锻件的差速锻造方法,其特征在于,所述上下导向组件包括设置于所述支撑模上的导向柱和设置于所述下平砧对应位置的导向孔,所述导向柱的高度方向和所述导向孔的深度方向均与所述弹性模的锻压方向一致。7.根据权利要求1所述的弧形锻件的差速锻造方法,其特征在于,多个所述弹性模的自然高度满足:其中,p1、p2为梯形直坯的梯形截面上底与下底长度,n为弹性模的个数,t
n
为第n个弹性模的高度。8.根据权利要求7所述的弧形锻件的差速锻造方法,其特征在于,n在3~8之间。9.根据权利要求1所述的弧形锻件的差速锻造方法,其特征在于,多个所述弹性模与所述梯形直坯的接触面的纵向宽度s一致,向前送进时的每砧的进砧量m在之间。10.一种应用于权利要求1-9任一所述的弧形锻件的差速锻造方法的成形模具,其特征在于,包括组合弹性模组,所述组合弹性模组包括多个弹性模,多个所述弹性模并列排布,且锻压时同时接触坯料。
技术总结
本发明公开了一种弧形锻件的差速锻造方法及成形模具,属于锻造技术领域。针对弧形锻件成形困难和纤维组织流向与其走向不一致的问题,本发明采用梯形直坯进行锻造,梯形直坯的截面为直角梯形,包括:将梯形直坯放置于组合弹性模组和下平砧之间,逐步向前送进锻压,并重复送进锻压操作,以实现拔长并弯曲成形,梯形直坯以其直角腰面贴合下平砧;组合弹性模组包括多个弹性模,多个弹性模沿梯形直坯的斜腰方向并列排布,多个弹性模对梯形直坯锻压时,同时接触梯形直坯。本发明利用梯形直坯两侧金属流动速度差实现坯料弯曲,成形简单,同时通过使用组合弹性模组阻碍坯料拔长过程中金属的横向流动,使金属沿坯料轴向流动,确保坯料曲率半径。坯料曲率半径。坯料曲率半径。
技术研发人员:崔振山 陶志勇 王长军 黄健 梁剑雄 周光明 杨志勇 余鹏
受保护的技术使用者:上海电气上重铸锻有限公司 钢铁研究总院有限公司
技术研发日:2022.08.19
技术公布日:2022/11/29
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。