1.本文各方面涉及适用于衣物的具有非线性缠结接缝(non-linear entangled seams)的非织造织物(nonwoven textile)及其生产方法和系统。
背景技术:
2.传统的隔热衣物通常通过以下方式形成:将织物材料(例如,织造或针织(knit)织物)的衣片彼此邻近地定位,可选地在预定位置处将粘合剂施加到织物材料的衣片,在预定位置处将织物材料热压和/或缝合在一起以形成将隔板分开的线性接缝,并且用羽绒或其他类型的隔热填充材料填充隔板。由于用于形成衣物的不同材料的数量,这种构造方法可能是昂贵的,并且还可能是时间密集的。此外,与例如纺织织物材料中使用的纱线、使用纱线编织或针织织物材料、施加粘合剂、热压或缝合接缝以及填充隔板相关联的能量成本和碳足迹可能较高,并且由于存在大量不同的材料,所得衣物的可回收性可能受到限制。当用于形成衣物的织物材料包括某种类型的元素的重复可视布置(visual arrangement)(例如,印花部件的可视布置、接缝的可视布置等)时,可能存在材料浪费,以确保一个衣物批次中的每个衣物在衣物上的一致位置处包括元素的可视布置,以便为该衣物批次中的每个衣物呈现均匀的外观。
附图说明
3.下面参考附图详细地描述本文各方面的例子,其中:
4.图1图示了根据本文各方面的具有非线性缠结接缝的示例复合非织造织物的第一表面;
5.图2a图示了根据本文各方面的图1的复合非织造织物的第一示例相对第二表面,其中第二表面由织造织物形成;
6.图2b图示了根据本文各方面的图1的复合非织造织物的第二示例相对第二表面,其中第二表面由非织造织物形成;
7.图3图示了根据本文各方面的在图1的切割线3-3处截取的复合非织造织物的横截面;
8.图4a图示了根据本文各方面的第一示例非线性缠结接缝的一部分的放大视图;
9.图4b图示了根据本文各方面的第二示例非线性缠结接缝的一部分的放大视图;
10.图5图示了根据本文各方面的用于生产图1的复合非织造织物的示例缠结系统的侧视图;
11.图6a图示了根据本文各方面的作为图5的缠结系统的一部分的第一示例缠结工位的正视图;
12.图6b图示了根据本文各方面的作为图5的缠结系统的一部分的替代示例缠结工位的正视图;
13.图7至图8图示了根据本文各方面的作为图5的缠结系统的一部分的附加示例缠结
工位的正视图;
14.图9a和图9b图示了根据本文各方面的用于图5的缠结系统的示例缠结头;
15.图10a图示了根据本文各方面的使用图6a的缠结工位形成非线性缠结接缝的示例过程的示意图;
16.图10b图示了根据本文各方面的使用图6b的缠结工位形成非线性缠结接缝的示例过程的示意图;
17.图11图示了根据本文各方面的用于制造具有共同成品形式的衣物批组的示例过程,其中衣物批组包括非线性缠结接缝的不同可视布置;
18.图12图示了根据本文各方面的使用图11的示例过程形成的上身衣物批组;
19.图13图示了根据本文各方面的使用图11的示例过程形成的下身衣物批组;
20.图14图示了根据本文各方面的具有彼此相交的非线性缠结接缝的示例复合非织造织物的第一表面;
21.图15图示了根据本文各方面的在图14的切割线15-15处截取的横截面;
22.图16图示了根据本文各方面的具有分区隔热特征的示例上身衣物,其中该示例上身衣物使用图14的复合非织造织物形成;
23.图17图示了根据本文各方面的具有间断非线性缠结接缝的示例复合非织造织物;
24.图18图示了根据本文各方面的具有非线性缠结接缝的示例单层非织造织物;以及
25.图19图示了根据本文各方面的图18的示例单层非织造织物的横截面。
具体实施方式
26.本发明的主题在本文中被具体描述以满足法定要求。然而,该描述本身并不旨在限制本公开的范围。相反,本发明人已经设想,所要求保护或公开的主题也可以以其他方式结合其他当前或未来技术来体现,以包括不同的步骤或与本文件中描述的步骤类似的步骤的组合。此外,尽管术语“步骤”和/或“框”在本文中可以用于表示所采用的方法的不同元素,但是除非且除了明确陈述个别步骤的顺序,否则这些术语不应被解释为暗示本文所公开的各种步骤之中或之间的任何特定顺序。
27.传统的隔热衣物通常通过以下方式形成:将织物材料(例如,织造或针织织物)的衣片彼此邻近地定位,可选地在预定位置处将粘合剂施加到织物材料的衣片,在预定位置处将织物材料热压和/或缝合在一起以形成将隔板分开的线性接缝,并且用羽绒或其他类型的隔热填充材料填充隔板。由于用于形成衣物的不同材料的数量,这种构造方法可能是昂贵的,并且还可能是时间密集的。此外,与例如纺织织物材料中使用的纱线、使用纱线编织或针织织物材料、施加粘合剂、热压或缝合接缝以及填充隔板相关联的能量成本和碳足迹可能较高,并且由于存在大量不同的材料,所得衣物的可回收性可能受到限制。当用于形成衣物的织物材料包括某种类型的元素的重复可视布置(例如,印花部件的可视布置、接缝的可视布置等)时,可能存在材料浪费,以确保一个衣物批次中的每个衣物在衣物上的一致位置处包括元素的可视布置,以便为该衣物批次中的每个衣物呈现均匀的外观。
28.在高水平上,本文各方面涉及适用于衣物的具有非线性缠结接缝的复合非织造织物及其生产方法和系统。在示例方面,缠结系统可以用于形成复合非织造织物。在示例方面,缠结系统可以包括一个或多个缠结工位,这些缠结工位可以沿传送系统连串对齐,该传
送系统适于沿传送系统的表面在材料流动方向上推进用于形成复合非织造织物的层的堆叠配置。在一个示例方面,每个缠结工位包括致动器,该致动器适于在垂直于表面传送平面的方向上移动。每个缠结工位还包括联接到致动器的一个或多个缠结头。在一个方面,缠结头包括一个或多个缠结针,在示例方面,该一个或多个缠结针以结构化布置的方式布置。在一个例子中,致动器在垂直于表面传送平面的方向上的移动使缠结针接合层的堆叠配置。在另一个例子中,致动器可以保持静止,但致动或使缠结头和/或缠结针在垂直于传送平面的方向上上下移动,使得缠结针接合层的堆叠配置。在另一个示例方面,缠结头适于喷出一股或多股加压流体(诸如水)射流。在该例子中,致动器也可以保持静止,并使流体射流从缠结头喷出。
29.在示例方面,滑架也可以直接或通过致动器的方式间接联接到缠结头,其中滑架适于在不平行于材料流动方向的方向上移动。附加地或替代地,传送系统可以适于在不平行于材料流动方向的方向上移动。因此,在示例方面,缠结头和传送系统可以适于在不平行于材料流动方向的方向上相对于彼此移动。
30.在示例方面,缠结头可以位于相应缠结工位上的不同位置处,以便在沿传送系统的表面传送堆叠配置时与堆叠配置的不同部分接触。例如,第一缠结工位可以包括定位在从传送系统的表面的侧边缘向内(即,垂直于材料流动方向)的第一距离处的第一缠结头,并且在第一缠结工位之后定位的第二缠结工位可以包括定位在从传送系统的侧边缘向内的第二距离处的第二缠结头,其中第二距离不同于第一距离。
31.在示例方面,层的堆叠配置包括第一非织造层、第二层和位于第一非织造层与第二层之间的填充材料。堆叠配置位于传送系统的表面上,使得第一非织造层面向上或朝向致动器、滑架和第一缠结工位的缠结头,并且第二层面向传送系统的表面。在一个示例方面,当缠结头包括缠结针时,当复合非织造织物处于第一静止相时,致动器使缠结头和/或缠结针在垂直于表面传送平面的方向上移动,使得缠结针以及间接的缠结头与堆叠配置接合以形成第一缠结区域。当缠结针与堆叠配置接合时,针驱动纤维从第一非织造层穿过填充材料并进入第二层。在另一个示例方面,当缠结头喷出一股或多股加压流体射流,而堆叠配置处于第一静止相时,致动器致动缠结头以喷出接触堆叠配置的一股或多股流体射流以形成第一缠结区域。替代地,当缠结头连续喷出一股或多股流体射流时,堆叠配置可以被连续推进。在这些方面,当流体射流接触堆叠配置时,射流的压力驱动纤维从第一非织造层穿过填充材料并进入第二层。
32.当使用缠结针时,传送系统然后将第一非织造层、第二层和填充材料的堆叠配置在材料流动方向上推进预定量。在示例方面,推进的预定量可以小于或等于缠结头在材料流动方向上的尺寸。附加地,缠结头和/或传送系统可以在不平行于材料流动方向的方向上移动预定量。在示例方面,移动的预定量可以小于或等于缠结头在不平行于材料流动方向的方向上的尺寸。当堆叠配置处于第二静止相并且当缠结头包括缠结针时,致动器使缠结头和/或缠结针在垂直于表面传送平面的方向上移动,使得缠结针与堆叠配置接合以形成第二缠结区域。当缠结头适于喷出一股或多股加压流体射流时,致动器致动缠结头以喷出一股或多股流体射流以形成第二缠结区域。第二缠结区域从第一缠结区域延伸以形成非线性缠结接缝。
33.当堆叠配置继续推进通过第一缠结工位时,形成从第一缠结区域和第二缠结区域
延伸的附加缠结区域,使得在材料流动方向上形成明显的连续缠结接缝。通过在不平行于材料流动方向的方向上移动缠结头和/或传送系统,连续缠结接缝在材料流动方向上变成非线性。在示例方面,第一缠结区域和第二缠结区域可以部分重叠,使得重叠区域表示缠结针和/或流体射流与堆叠配置接合至少两次的区域。在其他示例方面,第一缠结区域和第二缠结区域可以不重叠,而是彼此直接邻近地定位以形成明显的连续非线性缠结接缝。在其他方面,第一缠结区域和第二缠结区域可以间隔开以形成间断非线性缠结接缝。任何和所有方面及其任何变化均被设想为在本文的范围内。
34.第一非织造层、第二层和填充材料的堆叠配置可以继续推进通过附加缠结工位,在该附加缠结工位形成附加非线性缠结接缝,这些附加非线性缠结接缝可以与由第一缠结工位形成的非线性缠结接缝分开且不同。换句话说,附加非线性缠结接缝可以沿不平行于材料流动方向的方向位于不同的位置处。根据缠结系统中缠结工位的数量,所得复合非织造织物可以具有缠结接缝的可视布置的短重复、缠结接缝的可视布置的长重复,或无缠结接缝的可视布置的重复。
35.所得复合非织造织物可以包括在织物的材料流动方向上延伸的多个非线性缠结接缝。如上所述,缠结接缝表示来自第一非织造层的纤维延伸穿过填充材料并进入第二层的区域。在示例方面,纤维可以延伸穿过第二层,使得它们从复合非织造织物的第二表面向外延伸。复合非织造织物还包括第一非织造层、第二层和填充材料基本上未缠结的区域。第一非织造层、第二层和填充材料基本上未缠结的区域具有比缠结接缝更大的厚度。当复合非织造织物形成为衣物时,第一非织造层、第二层和填充材料基本上未缠结的区域将对应于传统隔热衣物中存在的“隔板”,并且被配置成存储和保持热量以提供温暖,而缠结接缝有助于防止填充材料在穿着期间漂移或移位。
36.本文所述的系统、方法、织物和衣物提供了许多优点。例如,复合非织造织物易于制造并且快速制造,需要极少量的材料(例如,无粘合剂,无缝合)和设备(例如,无热压),并且不需要如传统构造那样将填充材料沉积到隔板中的后处理步骤。这又减少了与制造过程相关联的碳足迹。此外,复合非织造织物可以由相同或类似的材料(即,相同聚合物类别的材料)形成。在一个示例方面,第一非织造层、第二层和填充材料中的每一个可以由回收聚酯纤维形成。这允许整个织物通过例如切碎而容易地回收,其中切碎的材料不需要随后分类以除去不同的材料。此外,因为非线性接缝使用例如回收聚酯纤维通过缠结过程形成,所以复合非织造织物不包括用于缝合的粘合剂和/或纺线(thread),这减少了在回收之前除去织物的这些部分的需要。
37.在示例方面,因为复合非织造织物可以由相同聚合物类别的材料形成,并且因为复合非织造织物可以不包括不同的材料,诸如纺线、粘合剂等,所以由复合非织造织物形成的所得衣物可以通过例如切碎而容易地回收。此外,来自衣物的切碎的材料可以随后形成为第一非织造层、第二层和填充材料中的一个或多个,以产生衣物的可持续生命周期。与此一致,在由复合非织造织物制造衣物的过程中产生成的废片(scrappiece)也可以通过切碎而容易地回收,并且来自废料的切碎的材料可以随后形成为第一非织造层、第二层和填充材料中的一个或多个。
38.使用上述缠结系统及制造方法的附加优点是能够产生缠结接缝的复杂可视布置。如本文所用,缠结接缝的可视布置由与缠结接缝中的每一个相关联的不同形状、缠结接缝
之间的间隔、缠结接缝的数量、缠结接缝的宽度等共同产生。为了产生缠结接缝的复杂可视布置,缠结头可以定位在缠结工位上的不同位置处,不同缠结工位处的缠结头的数量和/或间隔可以变化,由缠结头产生的缠结足迹(entanglement footprint)可以变化,并且缠结头和/或传送系统在不平行于材料流动方向的不同方向上的移动可以变化。缠结接缝的复杂可视布置可以包括其中缠结接缝可以彼此交叉、相交或紧密地定位在一起的那些布置。除了产生有趣的美感之外,产生接缝可以彼此交叉、相交或紧密地定位在一起的区域的能力还允许生成复合非织造织物的差别厚度。例如,接缝可以彼此交叉或相交的区域表示来自缠结工位的一个或多个缠结头与复合非织造织物接合多次的实例。因此,与其他缠结接缝区域相比,以及与第一非织造层、第二层和填充材料基本上未缠结的区域相比,这些区域可以具有减小的厚度。当复合非织造织物形成为衣物时,这些区域可以邻近需要较少隔热(基于例如人体的热图)的人体部分定位,因为与复合非织造织物的其他区域相比,这些区域通常具有较小的蓬松度和较小的隔热特性。
39.使用本文所述的缠结系统及制造方法的另一个优点是能够产生具有缠结接缝的可视布置的短重复、缠结接缝的可视布置的长重复,或无缠结接缝的可视布置的重复的织物。这通过改变沿传送系统连串布置的缠结工位的数量来实现。使用本文所述的缠结系统产生长重复或无重复的能力解决了传统衣物制造的潜在缺点。使用具有元素的短重复可视布置的织物的传统衣物制造可能生成材料浪费。这是因为用于形成衣物的式样片以这样的方式定位,即产生在衣物上的相同位置处具有元素的相同可视布置的衣物。这通常导致大量的废料。产生复合非织造织物使得其具有缠结接缝的可视布置的长重复或无重复的能力,允许产生衣物批组,该衣物批组具有共同成品形式,但由于缠结接缝的独特可视布置而具有变化的美感,同时具有极少的材料浪费。当被视为一个衣物批组或批次时,消费者将认为这些衣物具有共同的来源和/或共同的制造商,但是将能够从该批组中选择具有符合他们的喜好的缠结接缝的可视布置的衣物。
40.与本文所述的缠结系统及制造方法相关的另一个方面是在一个或多个单个非织造层上产生非线性缠结接缝的能力。在单层上产生缠结接缝的能力还具有以下优点,包括用极少量的材料(例如,无粘合剂,无缝合)和设备(例如,无热压)易于制造并且快速制造。这又减少了与制造过程相关联的碳足迹。此外,非织造织物可以由相同或类似的材料(即,相同聚合物类别的材料)形成。这允许整个织物通过例如切碎而容易地回收,其中切碎的材料不需要随后分类以除去不同的材料。此外,因为非线性接缝使用例如回收聚酯纤维通过缠结过程形成,所以非织造织物不包括用于缝合的粘合剂和/或纺线,这减少了在回收之前除去织物的这些部分的需要。
41.单个非织造层可以包括单个纤维层(例如,轻微缠结的纤维网)、彼此缠结的多个纤维层、与诸如弹性体层、织物层等其他材料缠结的纤维层。在示例方面,一旦在单独非织造层上产生非线性缠结接缝,则非织造层可以形成为例如服装制品。在其他示例方面,具有非线性缠结接缝的不同非织造层可以彼此邻近地定位,可选的附加层(非织造的、针织的、织造的、膜等)位于其间,并且可以使用缠结、缝纫、粘结等将不同的层固定在一起。任何和所有方面及其任何变化均被设想为在本文的范围内。
42.如本文所用,术语“衣物”或“服装制品”旨在涵盖由穿着者穿着的制品。照此,它们可以包括上身衣物(例如,上衣、t恤、套头衫、连帽衫、夹克、外套等)和下身衣物(例如,裤
子、短裤、紧身裤、七分裤、连体紧身衣等)。衣物还可以包括帽子、手套、袖子(袖套、小腿袖)、鞋类制品(诸如鞋子的鞋面)等。当指衣物时,术语“面向内的表面”是指当衣物按预期穿着时被配置成面向穿着者的身体表面的表面,并且术语“面向外的表面”是指当衣物按预期穿着时被配置成背离穿着者的身体表面并朝向外部环境的表面。术语“面向最内侧的表面”是指相对于衣物的其他层最靠近穿着者的身体表面的表面,并且术语“面向最外侧的表面”是指相对于衣物的其他层最远离穿着者的身体表面定位的表面。与构造衣物相关使用的术语“式样”或“式样片”是指式样或式样片具有对应于成品衣物(诸如袖子、前躯干衣片、衣领等)上的结构的外周形状。当除去、提取或切割具有对应于式样或式样片的外周形状的织物部分时,使用式样或式样片,其中使用例如传统的切割-缝纫构造将织物部分组装以形成衣物。
43.如本文所用,术语“复合非织造织物”涵盖包括与其他层组合的至少一个非织造层的任何织物,而这些层除了缠结接缝之外可以基本上彼此不粘附。因此,本文设想复合非织造织物完全由非织造层形成。本文还设想非织造层可以与其他构造诸如纤维材料、膜、织造层、针织层、编织层等组合。本文设想术语“复合非织造织物”涵盖层的堆叠配置和在接缝区域处联结形成该层的堆叠配置的一个或多个缠结接缝。
44.术语“非织造层”是指纤维通过机械和/或化学相互作用保持在一起而不呈针织、织造、编织构造或其他结构化构造形式的层。在特定方面,非织造层包括被机械或化学操控以形成垫状材料(mat-like material)的纤维的集合。换言之,非织造层直接由纤维制成。本文所述的复合非织造织物可以包括形成为内聚结构的不同的层,其中不同的层可以具有不同或类似的纤维或纱线组成和/或不同的特性。在一个例子中,第一非织造层和可选的第二层可以包括纺粘层。如本文所用,通过将已熔融的聚合物材料的连续长丝纺丝到移动带上并使用例如压延工艺将长丝粘结在一起而形成纺粘层。纺粘非织造物通常具有柔软的手感,并且坚固和耐用。它们通常还具有适于印花(包括使用数字印花头的数字印花)的光滑表面。在另一个示例方面,第一非织造层和可选的第二层可以包括水刺层。如本文所用,水刺层包括通过例如水力缠结的方式缠结的纤维网。本文各方面设想填充材料可以包括形成片状材料的缠结纤维网。在示例方面,纤维可以被树脂粘结以形成内聚结构。本文其他方面设想填充材料包括松散的合成纤维/长丝、羽绒或上述任何材料的组合。
45.当指复合非织造织物时,术语“基本上未缠结的”是指各层未彼此缠结(使得各层可以相对于彼此独立地移动)或层中的一个或多个轻微地彼此缠结的复合非织造织物的区域。当指复合非织造织物时,术语“缠结接缝”是指复合非织造织物的层已经通过例如针刺或水力缠结的方式彼此机械缠结的复合非织造织物的区域。照此,接缝区域中的复合非织造织物的不同的层可以包括最初存在于特定层中的纤维以及存在于其他层中的纤维,这些其他层包括附加非织造层或已经通过缠结工艺移动到层中的填充材料。当描述缠结接缝是“非线性的”时,本文设想非线性缠结接缝与复合非织造织物的线性边缘之间的距离可以沿非织造织物的材料流动方向变化。本文各方面设想接缝可以包括单独或组合形成非线性缠结接缝的线性分段、弯曲分段、曲线分段等。在示例方面,邻近的非线性缠结接缝之间的距离可以沿复合非织造织物的材料流动方向变化。
46.本文设想的机械缠结工艺可以包括使用有倒钩或结构化的针(例如,叉状针)(本文中称为缠结针)的针缠结(通常称为针刺),或流体缠结,其在本文中称为水力缠结。针刺
通常使用缠结针将一定比例的纤维从大致水平的定向(沿x、y平面延伸的定向)重新定位到大致竖直的定向(z方向定向)。大致参考针刺工艺,形成复合非织造织物的层可以堆叠,并且与缠结头相关联的缠结针穿过堆叠配置进出。因此,当描述缠结头与非织造织物接合时,本文设想与缠结头相关的缠结针与非织造织物接合。可以使用脱料板,其在针已经移入和移出堆叠配置之后从针剥离纤维。缠结头与堆叠配置的每次接合在本文中称为“通过(pass)”。可以调整与缠结头相关联的参数以实现所得复合非织造织物的所需特性(例如,基重、厚度等),以下将进一步解释。
47.当倒钩从第一非织造层移动穿过堆叠配置时,缠结针上的倒钩“捕获”纤维。缠结针的移动有效地将由倒钩捕获的纤维从第一非织造层的表面附近或第一非织造层的表面处的位置移动或推动到第二层的表面附近或第二层的表面处的位置,并进一步引起与其他纤维的物理相互作用,从而有助于通过例如摩擦将移动的纤维“锁定”到位。本文还设想,缠结针可以从第二层在朝向第一非织造层的方向上通过堆叠配置。本文还设想,缠结针可以从第一非织造层朝向第二层和从第二层朝向第一非织造层通过堆叠配置。水力缠结的工作类似于针刺,除了不是使用缠结针,而是通过加压流体(例如,水)射流使纤维移动穿过不同的层。可以调整与水力缠结过程相关联的参数,诸如流体射流的压力、流体射流的数量、传送速率等,以实现所需的缠结程度。
48.术语“缠结头”在本文中用于描述一种结构,该结构包括处于限定布置的一个或多个缠结针和/或处于限定布置的用于喷出加压流体射流的一个或多个孔口。当缠结针和/或流体射流经由缠结头与复合非织造织物接合时,它们可以形成缠结足迹。如本文所用,术语“缠结足迹”是由复合非织造织物上的缠结头产生的缠结点的结构化布置。例如,根据缠结针和/或缠结头中的孔口的限定布置,缠结足迹可以具有圆形形状、正方形形状、矩形形状、三角形形状等。
49.如本文所用,术语“材料流动方向”是指材料沿传送系统推进的方向。材料流动方向也可以称为机器方向。因此,当描述复合非织造织物包括在材料流动方向上延伸的非线性缠结接缝时,非线性缠结接缝沿缠结系统的传送系统在复合非织造织物的推进的方向上延伸。如本文所述,缠结头或当使用水力缠结时的流体射流可以在垂直于传送系统传送平面的方向移动。换句话说,如果传送平面沿x、y平面延伸,并且材料流动方向在正x方向上延伸,则缠结头或流体射流可以在正或负z方向上移动。当描述滑架或传送系统在不平行于材料流动方向的方向上移动时,本文设想滑架和/或传送系统在大致正或负y方向上移动。这也可以称为跨机器(cross-machine)方向。
50.本文设想的用于形成非织造层和其他层的纤维可以由多种不同材料(例如,棉、尼龙等)形成,包括通常称为聚酯的聚对苯二甲酸乙二醇酯(pet)。pet纤维可以包括原生pet纤维(未回收的纤维)和回收pet纤维。回收pet纤维包括衍生自切碎的制品的切碎的pet纤维和再挤出的pet纤维(使用回收pet碎片再挤出的纤维)。
51.本文提供了关于复合非织造织物的各种测量。所得复合非织造物的厚度可以使用精密测厚仪测量。例如,为了测量厚度,可以将织物放置在平砧上,并在标准固定负载下将压力脚从上表面压在织物上。精密测厚仪上的刻度盘指示器给出以mm为单位的厚度指示。基重使用iso3801测试标准测量,并且单位为克每平方米(gsm)。通常对应于隔热特征的热阻使用iso11092测试标准进行测量,并且单位为rct(m2*k/w)。除非另有说明,否则本文提
供的所有测量在标准环境温度和压力(25摄氏度或298.15k和1巴)下测量,其中非织造织物处于静止(未拉伸)状态。
52.图1描绘了复合非织造织物100的第一表面101,其中第一表面101由第一非织造层110形成。在示例方面,第一非织造层110可以包括纺粘或水刺材料,但是本文也设想了其他非织造构造。纺粘或水刺材料通常具有柔软的手感并且耐用,使得它们适于结合到衣物中。第一非织造层110由附图标记112所指示的缠结纤维形成。当复合非织造织物100结合到衣物中时,第一表面101可以被定位成衣物的面向内的表面或面向最内侧的表面。替代地,第一表面101可以被定位成衣物的面向外的表面或面向最外侧的表面。
53.复合非织造织物100还包括第二层114,其将关于图2a和图2b更详细地描述。填充材料116位于第一非织造层110与第二层114之间。填充材料116可以包括具有缠结纤维的纤维片(其可以可选地被树脂粘结以保持更内聚的结构)、轻微缠结的纤维网、经梳理网(carded web)、松散的合成纤维、羽绒等。
54.如图1所示,复合非织造织物100可以包括在复合非织造织物100的材料流动方向105上延伸的多个非线性缠结接缝118。缠结接缝118表示来自不同的层的纤维彼此缠结的区域。在一个示例方面,缠结接缝118表示来自第一非织造层110的纤维延伸穿过填充材料116并进入第二层114的区域。位于缠结接缝118之间的复合非织造织物100的区域122表示第一非织造层110、第二层114和填充材料116基本上未缠结的区域,使得不同的层在区域122处彼此不固定或粘附或轻微固定或粘附。如图所示,区域122比缠结接缝118具有更大的蓬松度或更大的厚度,并且当将复合非织造织物100结合到衣物中时,可以有助于存储和保持热量。反过来,当穿着结合有复合非织造织物100的衣物时,缠结接缝118可以有助于防止填充材料116的移位或漂移。
55.关于至少缠结接缝118a,缠结接缝118a与复合非织造织物100的线性第一边缘120之间的距离沿复合非织造织物100的材料流动方向105变化。例如,缠结接缝118a与第一边缘120之间的第一距离124可以小于缠结接缝118a与第一边缘120之间的第二距离126。这也适用于图1所示的另一缠结接缝118。如图所描绘,缠结接缝118可以包括从彼此延伸的线性分段、曲线段和上述各项的组合。对各个缠结接缝118的形状、缠结接缝118的数量、邻近的缠结接缝118之间的间隔,以及缠结接缝118的总体可视布置的描绘是说明性的,并且本文设想缠结接缝118可以包括其他非线性形状、不同数量的缠结接缝118、不同的间隔,以及缠结接缝118的不同的总体可视布置。
56.图2a图示了复合非织造织物100的相对第二表面201,其中第二表面201由第二层114形成。在如图2a所示的一个示例方面,第二层114可以包括如示例交织的经纱和纬纱210所指示的织造层。在该例子中,当复合非织造织物100结合到衣物中时,第二层114可以被定位成衣物的面向外的表面或面向最外侧的表面。织造材料通常具有高耐磨性,并且由于紧密的织造构造使得它们适合于形成衣物的面向外的表面,因此可以用作有效的防风层。在示例方面,可以用耐久的防水剂处理织造材料以赋予复合非织造织物100防水特性。非线性缠结接缝118被示出为延伸穿过复合非织造织物100,使得它们存在于织物100的第二表面201上。
57.图2b图示了第二例子,其中第二层114由非织造材料诸如纺粘或水刺材料形成。形成第二层114的缠结纤维由附图标记212指示。非线性缠结接缝118延伸穿过复合非织造织
物100,使得它们存在于图2b中织物100的第二表面201上。
58.图3描绘了在图1的切割线3-3处截取的复合非织造织物100的横截面。指示了第一非织造层110、第二层114和填充材料116,其中填充材料116位于第一非织造层110与第二层114之间。在区域122处,第一非织造层110、第二层114和填充材料116中的每一个是基本上未缠结的,使得第一非织造层110、第二层114和填充材料116通常保持为具有从第一表面101到第二表面201测得的组合厚度310的分离且不同的层。
59.来自第一非织造层110的纤维112被示出为在缠结接缝118处延伸穿过填充材料116和第二层114,使得缠结接缝118在接缝区域处将不同的层固定在一起。在一个示例方面,纤维112可以延伸穿过第二层114,使得它们远离复合非织造织物100的第二表面201延伸,如图3所示。在该例子中,纤维112可以保持未改性,使得第二表面201在缠结接缝118处呈现毛茸茸的表面。在另一个例子中,纤维112可以被除去、压缩或熔融。例如,可以使用压延工艺来压缩纤维112,使得它们不从第二表面201延伸。在另一个例子中,填充材料116可以包括低熔点纤维,并且从第二表面201延伸的任何低熔点纤维可以通过施加热量而除去。附加地,如果需要,可以使用刮削工艺来除去纤维112。在另一个示例方面,纤维112可以延伸到第二层114中但不延伸穿过第二层114,使得纤维112通常不存在于复合非织造织物100的第二表面201上。
60.缠结接缝的厚度312小于区域122处的厚度310。在一个示例方面,厚度310可以为约7mm至约15mm、约8mm至约13mm、约9mm至约11mm,或者约10mm。如本文所用,术语“约”是指在所指示值的
±
10%以内。在示例方面,厚度312可以为约5mm至约0.2mm、约4mm至约1mm、约3mm至约1.5mm,或者约2mm。照此,在示例方面,缠结接缝118的厚度312可以为区域122的厚度310的约5%至约30%。
61.图4a图示了从复合非织造织物100的第一表面101观察的复合非织造织物100的缠结接缝118中的一个的放大视图。从第二表面201观察缠结接缝118将是类似的。图4a图示了可以形成缠结接缝118的第一示例方式。在示例方面,缠结接缝118可以由在重叠区域412处部分彼此重叠的离散缠结区域410形成。离散缠结区域410中的每一个具有缠结足迹。例如,缠结区域410的缠结足迹被描绘为具有圆形形式,但这是说明性的并且取决于用于形成缠结区域410的缠结头中的缠结针和/或孔口的结构化布置。如图所示,缠结区域410以非线性方式从彼此延伸以形成明显的连续非线性缠结接缝。
62.缠结区域410内的各个点表示缠结点414,在缠结点414处,缠结针或流体射流与复合非织造织物100接合以缠结纤维。每平方厘米的缠结点414的数量在本文中可以称为针脚密度(stitch density)。针脚密度取决于例如与缠结头相关联的缠结针的数量、由缠结头喷出的流体射流的数量、缠结针和/或喷出孔口的结构化布置等。与较小的针脚密度相比,较大的针脚密度可以导致缠结接缝118处的厚度减小,因为较大的针脚密度通常意味着较大的纤维缠结程度。
63.重叠区域412表示缠结头与复合非织造织物接合一次以上的区域。照此,重叠区域412内的缠结点414的数量和/或密度大于缠结区域410的其余部分处的缠结点414的数量和/或密度。换句话说,重叠区域412的针脚密度大于缠结区域410的其余部分处的针脚密度。其结果是,与缠结区域410的其余部分相比,重叠区域412可以具有减小的厚度。
64.图4b图示了可以形成缠结接缝118的第二示例方式。在该方面,缠结区域410以非
线性方式从彼此延伸以形成明显的连续缠结接缝。然而,缠结区域410并不如图4a那样部分彼此重叠。相反,缠结区域410可以彼此直接邻近地定位,使得第一缠结区域410的缠结点414可以与邻近的第二缠结区域410的缠结点414共享公共边界。关于非线性缠结接缝118,缠结接缝118可以包括图4a所示的配置、图4b所示的配置或图4a和图4b所示配置的组合。本文还设想,缠结区域410可以彼此间隔开以形成间断非线性缠结接缝。
65.图5是对示例缠结系统500的侧视图的示意描绘。对缠结系统500的不同部件的描绘仅是说明性的,并不表示部件的实际配置或结构。缠结系统500包括具有表面514的传送系统512,表面514适于在箭头516所指示的材料流动方向上推进例如第一非织造层110、第二层114和填充材料116的堆叠配置。如关于图18和图19进一步描述的,在另一个方面,传送系统512可以在材料流动方向516上推进单个非织造层,诸如第一非织造层110。传送系统512可以包括本领域已知的传送系统,诸如辊、带等。在示例方面,传送系统512的推进可以包括静止相或位置和材料流动方向516上的移动相。可以调整静止相和移动相的持续时间以在所得复合非织造织物中实现一个或多个所需特征。例如,可以调整静止相的持续时间以实现所得缠结接缝的或多或少的缠结。换句话说,更长的静止相可以允许缠结针在缠结区域处更多的通过、在缠结区域处更大的针脚密度,以及在缠结区域处更大的缠结程度。也可以调整移动相期间的推进距离,以在所得复合非织造织物中实现所需特征。例如,在移动相期间增加推进距离可以导致缠结区域不重叠或甚至彼此间隔开,而在移动相期间减小推进距离可以增加邻近的缠结区域之间的重叠量。可以调整移动相期间的传送速度以增加和/或减少生产时间。
66.缠结系统500还包括许多缠结工位,诸如缠结工位518、520和522。尽管仅描绘了三个缠结工位,但本文设想,缠结工位的数量可以比图5所示的更多或更少。缠结工位518、520和522沿传送系统512在材料流动方向516上连串对齐。在示例方面,在缠结系统500中包括较多数量的缠结工位产生了具有非线性缠结接缝的可视布置的长重复或无重复的所得复合非织造织物。在缠结系统500中包括较少数量的缠结工位产生了具有非线性缠结接缝的可视布置的短重复的所得复合非织造织物。因此,可以定制作为缠结系统500的一部分的缠结工位的数量,以实现非线性缠结接缝的可视布置的所需重复长度。
67.与不同的缠结工位518、520和522相关联的部件可以基本上类似,并且照此,本文将描述与缠结工位518相关联的部件,应理解部件的描述也适用于缠结工位520和522。缠结工位518包括可滑动地联接到例如底架526的滑架524。滑架524适于在不平行于材料流动方向516的方向上移动。替代地,当传送系统512适于在不平行于材料流动方向516的方向上移动时,可以不使用滑架524。在示例方面,滑架524和/或传送系统512适于在垂直于材料流动方向516的方向上朝向传送系统512的第一侧边缘和相对第二侧边缘(即,在正y方向和负y方向上)移动。
68.缠结工位518还包括联接到滑架524的致动器528。在一个示例方面并且如图5所示,致动器528适于在箭头530所指示的垂直于传送系统512的表面514的传送平面的方向上移动。在其他示例方面,致动器可以保持静止,并且致动器可以致动缠结头和/或缠结针以在垂直于传送系统512的表面514的传送平面的方向上移动。在其他示例方面并且如关于图6b所述,致动器528可以保持静止,并且致动器可致动缠结头以喷出流体射流。缠结头532联接到致动器528,并且可以通过致动器528间接联接到滑架524。在图5所示的例子中,缠结头
532可以包括一个或多个缠结针534,其朝向传送系统512的表面514延伸。尽管只描绘了一个缠结针534,但本文设想,缠结头532可以包括多个缠结针,如关于图9a和图9b所进一步描述的。
69.图6a描绘了缠结工位518的正视图,其描绘了底架526、滑架524、致动器528、缠结头532和缠结针534。箭头610表示滑架524和/或传送系统512在不平行于材料流动方向516的方向上的移动的第一方向,并且箭头611表示滑架524和/或传送系统512在不平行于材料流动方向516的方向上的移动的相对第二方向。在示例方面,第一方向610和第二方向611垂直于材料流动方向516。
70.缠结工位518的正视图描绘了大致均匀间隔开的三个缠结头532a、532b和532c,其中三个缠结头532a、532b和532c各自适于形成相应的非线性缠结接缝。这仅是说明性的,并且本文设想,可以有多于三个缠结头532a、532b和532c或少于三个缠结头532a、532b和532c。同样,缠结头532a、532b与532c之间的间隔可以变化,使得缠结头532a、532b和532c的第一与第二缠结头532之间的间隔可以大于缠结头532a、532b和532c的第二与第三缠结头532之间的间隔。如关于图9a和图9b所解释的,缠结头532a、532b和532c可以具有不同的尺寸、缠结针和/或孔口的不同结构化布置等。
71.图6b描绘了替代缠结工位612的正视图,该缠结工位612可以是缠结系统诸如缠结系统500的一部分,其适于水力缠结各层以形成复合结构,而不是针刺各层以形成复合结构。照此,缠结工位612可以表示作为缠结系统500的一部分的多个水力缠结工位。
72.缠结工位612还包括滑架616可滑动地联接到的底架614、联接到滑架616的致动器618、以及联接到致动器618的缠结头620。滑架616和/或传送系统512适于在不平行于材料流动方向516的第一方向(如箭头622所指示)上和不平行于材料流动方向516的相对第二方向623上移动。在示例方面,方向622和623垂直于材料流动方向516。在示例方面,致动器618可以不在垂直于表面514的传送平面的方向530上移动。相反,在示例方面,致动器618适于致动缠结头620以喷出朝向传送系统512的表面514延伸的一股或多股加压流体射流624。关于该方面,本文设想,传送系统512可以如上所述间歇推进,其中当传送系统512处于静止相时喷出流体射流624。替代地,传送系统512可以连续推进,并且流体射流624可以从缠结头620连续喷出。类似于缠结工位518,缠结头620的数量可以与所示的不同,缠结头620之间的间隔可以与所示的不同,并且缠结头620可以具有不同的尺寸、孔口的不同结构化布置等。
73.图7描绘了第二缠结工位520,其中第二缠结工位520包括与缠结工位518相同的部件(例如,底架526、滑架524、致动器528和缠结头532)。描绘了用于第二缠结工位520的两个缠结头532d和532e。在示例方面,缠结头532d和532e可以被定位成使得它们在材料流动方向516上不与缠结头532a、532b和532c对齐。其结果是,与缠结头532a、532b和532c相比,缠结头532d和532e适于在不平行于材料流动方向516的方向上在不同位置处与复合非织造织物接合。换句话说,缠结头532d和532e适于形成与由缠结头532a、532b和532c形成的非线性缠结接缝不同且分开的一组非线性缠结接缝。例如,缠结头532a可以在垂直于材料流动方向516的方向上偏离传送系统512的表面514的第一边缘660第一距离613,并且缠结头532d可以在垂直于材料流动方向516的方向上偏离传送系统512的表面514的第一边缘660第二距离615,其中第二距离615大于第一距离613。照此,缠结头532d与532e之间的间隔布置不同于缠结头532a、532b与532c之间的间隔布置。如图所示,缠结工位520包括的缠结头532的
数量与缠结工位518处的缠结头532的数量不同。本文设想,缠结工位520可以包括比所示的更少的缠结头或比所示的更多的缠结头。缠结头532e和532d的尺寸可以与缠结头532a、532b和532c的尺寸相同或不同。附加地,由缠结头532e和532d产生的缠结足迹可以与由缠结头532a、532b和532c产生的缠结足迹相同或不同。
74.图8描绘了第三缠结工位522,其中第三缠结工位522包括与缠结工位518和522相同的部件。描绘了用于第三缠结工位522的两个缠结头532f和532g。在示例方面,缠结头532f和532g可以被定位成使得它们在材料流动方向516上不与缠结头532a、532b、532c、532d和532e对齐。因此,缠结头532f和532g适于形成与由缠结头532a、532b、532c、532d和532e形成的非线性缠结接缝不同且分开的另一组非线性缠结接缝。换句话说,缠结头532f和532g偏离传送系统512的表面514的第一边缘660的距离可以不同于缠结头532a、532b、532c、532d和532e的偏离距离。缠结工位522可以包括与所示的不同数量的缠结头532。缠结头532f和532g也可以与所示的不同地间隔开。缠结头532f和532g的尺寸可以与缠结头532a、532b、532c、532d和532e的尺寸相同或不同。另外,由缠结头532f和532g产生的缠结足迹可以与由缠结头532a、532b、532c、532d和532e产生的缠结足迹相同或不同。
75.尽管缠结系统500被描绘为包括沿传送系统512在材料流动方向516上连串定位的多个缠结工位,但本文也设想,缠结系统500可以包括一个缠结工位,诸如缠结工位518。在该方面,第一非织造层110、第二层114和填充材料116的堆叠配置可以通过缠结工位518多次以形成所得复合非织造织物100。在该方面,可以在每次通过之间调整缠结头532a、532b和532c的定位,使得在每次通过期间堆叠配置的不同区域由缠结头532a、532b和532c接合。同样,可以添加不同的缠结头,可以除去现有的缠结头等。也可以在每次通过期间调整滑架524的移动,使得缠结头532a、532b和532c与堆叠配置的不同部分接合。
76.图5所示并关于图6a至图8所进一步描述的说明性缠结系统500可以产生在材料流动方向516上延伸的非线性缠结接缝的复杂可视布置。可以调整缠结系统500的部件和移动以产生紧密地间隔在一起或进一步间隔开的非线性缠结接缝。附加地,系统500可以产生沿特定缠结接缝的材料流动方向彼此交叉或相交一次或多次的非线性缠结接缝。如关于图14至图16所进一步描述的,这在不平行或垂直于材料流动方向516的第一方向610和第二方向611(即,沿所得复合非织造织物的横截面)上产生所得复合非织造织物的差别厚度。
77.图9a和图9b分别描绘了两个示例缠结头920和922的仰视图。缠结头920和922可以是关于缠结系统500或缠结工位612所述的缠结头中的任一个。关于缠结头920,它包括缠结针924的结构化布置,或替代地,包括适于喷出流体射流的孔口924。缠结头920具有示例圆形形状,使得缠结针924或孔口924适于在复合非织造织物上形成圆形缠结足迹。缠结头920在材料流动方向上具有尺寸910,并且在不平行或垂直于材料流动方向516的第一方向610和第二方向611上具有尺寸912。因为缠结头920具有圆形形状,所以尺寸910和912相当于缠结头920的直径并且相等。
78.缠结头922还包括缠结针926的结构化布置,或替代地,包括适于喷出水射流的孔口926。缠结头922具有示例矩形形状,使得缠结针926或孔口926适于在复合非织造织物上形成矩形缠结足迹。缠结头922在材料流动方向516上具有尺寸914,并且在不平行或垂直于材料流动方向516的第一方向610和第二方向611上具有尺寸916。
79.在示例方面,在缠结系统500的移动相期间传送系统512在材料流动方向516上的
推进距离可以小于或等于相应缠结头920和922的尺寸910和914。这确保了由缠结头920和922产生的缠结区域彼此直接邻近和/或重叠以形成明显的连续非线性缠结接缝。此外,滑架524和/或传送系统512在不平行于或垂直于材料流动方向516的第一方向610和第二方向611上的移动可以小于或等于相应缠结头920和922的尺寸912和916。这进一步确保了由缠结头920和922产生的缠结区域彼此直接邻近和/或重叠以形成明显的连续非线性缠结接缝。对缠结头920和922的形状的描绘是说明性的,并且本文设想,缠结头可以具有其他形状,诸如椭圆形、正方形、三角形等。
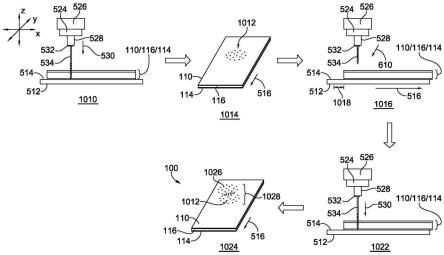
80.图10a和图10b分别示意性地描绘了用于制造具有非线性缠结接缝的复合非织造织物(诸如复合非织造织物100)的过程。图10a描绘了使用缠结针并且可以在缠结工位518、520或522中的任一个处执行的过程。图10b描绘了使用水力缠结并且可以在例如缠结工位612处执行的过程。关于图10a和图10b两者,提供了指示x方向、y方向和z方向的坐标系。
81.参照图10a,在步骤1010处,将第一非织造层110、第二层114和填充材料116的堆叠配置定位在传送系统512的表面514上,使得第二层114靠着表面514定位,并且第一非织造层110通过填充材料116与表面514间隔开。传送系统512和堆叠配置处于第一静止相或位置,使得传送系统512不在材料流动方向516(即,正x方向)上推进。在第一静止相期间,致动器528在垂直于表面514的传送平面的方向530(即负z方向)上移动,使得缠结头532降低,导致缠结针534以及间接的缠结头532与第一非织造层110、第二层114和填充材料116的堆叠配置接合。替代地,致动器528可以致动缠结头532和/或缠结针534,使得缠结针534向下移动以与堆叠配置接合。该接合驱动纤维从第一非织造层穿过填充材料116并进入(或穿过)第二层114,从而产生第一缠结区域1012,如步骤1014所示。第一缠结区域1012可以具有对应于缠结头532上的缠结针534的结构化布置的形状的缠结足迹。
82.在步骤1016处,缠结针534从第一非织造层110、第二层114和填充材料116的堆叠配置脱离,并且传送系统512在材料流动方向516上将堆叠配置推进距离1018。在示例方面,距离1018可以等于或小于缠结头532在材料流动方向516上的尺寸。在步骤1016处,滑架524在不平行于材料流动方向516的第一方向610(即,负y方向)上移动第一距离,其中第一距离可以等于或小于缠结头532在不平行于材料流动方向516的第一方向610上的尺寸。滑架524的移动可以与传送系统512在材料流动方向516上的移动同时发生,或者它可以在传送系统512在材料流动方向516上的移动之后发生(即,当传送系统512处于第二静止相时)。替代地或附加地,传送系统512可以在不平行于材料流动方向516的第一方向610上移动第一距离。
83.在步骤1022处,传送系统512和堆叠配置处于第二静止相或位置,使得传送系统512不在材料流动方向516上推进。第二静止相或位置从第一静止相或位置在材料流动方向516上推进。在第二静止相期间,致动器528再次在垂直于表面514的传送平面的方向530上移动,使得缠结头532降低,导致缠结针534与第一非织造层110、第二层114和填充材料116的堆叠配置接合。由于滑架524和/或传送系统512的移动,缠结针534与堆叠配置的接合发生在在不平行于材料流动方向516的第一方向610上偏离第一缠结区域1012的位置处。第二接合再次驱动纤维从第一非织造层110穿过填充材料116并进入(或穿过)第二层114,从而产生第二缠结区域1026,如步骤1024所示,以在复合非织造织物100中产生明显的连续非线性缠结接缝1028。第二缠结区域1026可以具有对应于缠结头532上的缠结针534的结构化布置的形状的缠结足迹。如1024所示,第二缠结区域1026与第一缠结区域1012部分重叠。这是
说明性的,并且本文设想,第二缠结区域1026可以不与第一缠结区域1012部分重叠。
84.图10a所描绘的过程可以包括在材料流动方向上从彼此推进的多个静止相或位置,在此期间,缠结针534与第一非织造层110、第二层114和填充材料116的堆叠配置接合以形成从彼此延伸的缠结区域。同样,图10a所描绘的过程可以包括多个移动相,在此期间,传送系统512在材料流动方向516上将堆叠配置推进小于或等于缠结头532在材料流动方向516上的尺寸的距离,使得所得缠结区域部分彼此重叠或直接从彼此延伸。此外,滑架524和/或传送系统512可以在不平行于材料流动方向516的第一方向610和相对第二方向611(即,正y方向)上执行多次移动。滑架524和/或传送系统512在第一方向610和相对第二方向611上的移动距离可以小于或等于缠结头532在第一方向610或相对第二方向611上的尺寸,使得所得缠结区域部分彼此重叠或直接从彼此延伸。
85.图10b所示意性地描绘的过程类似于图10a所示的过程,但利用水力缠结来产生非线性缠结接缝。在步骤1050处,将第一非织造层110、第二层114和填充材料116的堆叠配置定位在传送系统512的表面514上,使得第二层114靠着表面514定位,并且第一非织造层110通过填充材料116与表面514间隔开。在一个示例方面,传送系统512和堆叠配置处于第一静止相或位置,使得传送系统512不在材料流动方向516上推进。在第一静止相期间,致动器618致动缠结头620以在朝向传送系统512的表面514的方向上喷出一股或多股加压流体射流1052,以形成第一缠结区域1054,如步骤1056所示。在示例方面,在第一静止相期间致动器618可以不在垂直于表面514的传送平面的方向上移动,但是本文设想,致动器618可以在垂直于表面514的传送平面的方向上移动,以便将流体射流1052定位成更靠近第一非织造层110。在另一个示例方面,传送系统512可以在材料流动方向516上连续推进,同时致动器618连续致动缠结头620以喷出一股或多股加压流体射流1052。流体射流1052驱动纤维从第一非织造层110穿过填充材料116并进入(或穿过)第二层114,从而产生第一缠结区域1054。第一缠结区域1054可以具有对应于缠结头620上的孔口的结构化布置的形状的缠结足迹。
86.在步骤1058处,传送系统512在材料流动方向516上将堆叠配置推进距离1060。在示例方面,距离1060可以等于或小于缠结头620在材料流动方向516上的尺寸。在步骤1058处,滑架616和/或传送系统512在不平行于材料流动方向516的第一方向622上移动第一距离,其中第一距离可以等于或小于缠结头620在不平行于材料流动方向516的方向上的尺寸。滑架616和/或传送系统512的移动可以与传送系统512在材料流动方向516上的移动同时发生,或者它可以在传送系统512在材料流动方向516上的移动之后发生(即,当传送系统512处于从第一静止相或位置在材料流动方向上推进的第二静止相或位置时)。
87.在步骤1064处,传送系统512和堆叠配置处于第二静止相或位置,致动器618再次致动缠结头620以喷出流体射流1052,使得流体射流1052与第一非织造层110、第二层114和填充材料116的堆叠配置接合。由于滑架616的移动,流体射流1052与堆叠配置的接合发生在在不平行于材料流动方向516的方向622上偏离第一缠结区域1054的位置处。第二接合再次驱动纤维从第一非织造层110穿过填充材料116并进入(或穿过)第二层114,从而产生第二缠结区域1068,如步骤1066所示,以在复合非织造织物100中产生在材料流动方向516上延伸的明显的连续非线性缠结接缝1070。如步骤1066所示,第二缠结区域1068与第一缠结区域1054部分重叠。这是说明性的,并且本文设想,第二缠结区域1068可以不与第一缠结区域1054部分重叠。
88.图10b所描绘的过程可以包括多个静止相或位置,在此期间,流体射流1052与第一非织造层110、第二层114和填充材料116的堆叠配置接合以形成从彼此延伸的缠结区域。同样,图10b所描绘的过程可以执行多个移动相,在此期间,传送系统512在材料流动方向516上将织物推进小于或等于缠结头620在材料流动方向516上的尺寸的距离,使得所得缠结区域部分彼此重叠或直接从彼此延伸。此外,滑架616和/或传送系统512可以在不平行于材料流动方向516的第一方向622和相对第二方向623上执行多次移动。滑架616和/或传送系统512在第一方向610和相对第二方向623上的移动距离可以小于或等于缠结头620在第一方向610或相对第二方向623上的尺寸,使得所得缠结区域部分彼此重叠或直接从彼此延伸。
89.如前所述,本文所述的缠结系统(诸如缠结系统500)可以产生复合非织造织物(诸如复合非织造织物100),其包括非线性缠结接缝的可视布置的长重复或甚至非线性缠结接缝的可视布置的无重复。所得复合非织造织物可以用于产生具有共同成品形式的衣物批组,但由于所得衣物上非线性缠结接缝的不同可视布置而具有变化的美感。衣物批组可以共享共同的特征,诸如共同成品形式、颜色等,使得消费者可以容易地将衣物批组识别为来自共同的来源(例如,共同的制造商)。然而,消费者将能够从衣物批组中选择具有所需的缠结接缝的可视布置的衣物。此外,因为有非线性缠结接缝的可视布置的长重复或甚至无重复,所以当形成衣物批组时可以有较少的材料浪费,因为式样片不必以这样的方式定位,即确保每个衣物在衣物上的相同位置处包括缠结接缝的相同可视布置。
90.图11示意性地图示了制造衣物批组的方法,该衣物批组具有共同成品形式,但具有非线性缠结接缝的不同可视布置。在步骤1110处,提供或获得复合非织造织物100。在该例子中,复合非织造织物100包括第一非线性缠结接缝1112和第二非线性缠结接缝1114,两者均在复合非织造织物100的材料流动方向516上延伸。在示例方面,第一非线性缠结接缝1112与第二非线性缠结接缝1114之间的距离沿材料流动方向516变化。例如,在复合非织造织物100上的第一位置1113处,第一非线性缠结接缝1112可以与第二非线性缠结接缝间隔第一距离1111。在复合非织造织物100上的第二位置1115处,第一非线性缠结接缝1112可以与第二非线性缠结接缝1114间隔第二距离1117,其中第二距离1117大于第一距离1111。
91.在步骤1110处,从复合非织造织物100除去、切离和/或切除式样1116的第一实例,其中式样1116对应于上身衣物的左袖。换句话说,在步骤1110处,从复合非织造织物100除去第一部分1120,其中第一部分1120具有对应于式样1116的形状。式样1116仅是说明性的,并且本文设想,式样1116可以对应于上身衣物、下身衣物、鞋面、头饰制品等的任何部分。
92.步骤1118图示了具有式样1116的第一部分1120(在其已经被从复合非织造织物100除去之后)。如图所示,第一部分1120包括第一非线性缠结接缝1112和第二非线性缠结接缝1114,其中第一非线性缠结接缝1112和第二非线性缠结接缝1114位于第一部分1120和/或式样1116上的第一位置处,如附图标记1119所大致指示。在步骤1122处,将第一部分1120结合到第一衣物1124中。如图11所示,第一非线性缠结接缝1112和第二非线性缠结接缝1114在第一衣物1124上呈现非线性缠结接缝的第一可视布置,如附图标记1126所大致表示。
93.在步骤1128处,从复合非织造织物100除去、切离和/或切除式样1116的第二实例。式样1116的第二实例包括第一非线性缠结接缝1112和第二非线性缠结接缝1114。换句话说,在步骤1128处,从复合非织造织物100除去第二部分1132,其中第二部分1132具有对应
于式样1116的形状。步骤1130图示了具有式样1116的第二部分1132(在其已经被从复合非织造织物100除去之后)。如图所示,第二部分1132包括第一非线性缠结接缝1112和第二非线性缠结接缝1114,其中第一非线性缠结接缝1112和第二非线性缠结接缝1114位于第二部分1132和/或式样1116上的第二位置处,如附图标记1131所大致指示。在步骤1134处,将第二部分1132结合到第二衣物1138中,其中第二衣物1138具有与第一衣物1124相同的成品形式。如图11所示,第一非线性缠结接缝1112和第二非线性缠结接缝1114在第二衣物1138上呈现非线性缠结接缝的第二可视布置,如附图标记1136所大致表示,其中非线性缠结接缝的第二可视布置1136不同于非线性缠结接缝的第一可视布置1126。
94.图11所描绘的过程可以沿复合非织造织物100的材料流动方向516重复任何次数,以形成具有第一非线性缠结接缝1112和第二非线性缠结接缝1114的衣物批组,该第一非线性缠结接缝1112和第二非线性缠结接缝1114位于式样1116上的不同位置处,并呈现第一非线性缠结接缝1112和第二非线性缠结接缝1114的不同可视布置。尽管图11仅描绘了式样1116被应用到复合非织造织物100,但本文设想,可以将附加式样片应用到复合非织造织物100,使得可以由应用到复合非织造织物100的附加式样片形成所得衣物。在该方面,在衣物的不同区域处的缠结接缝的可视布置可以彼此不同,以产生变化的总体美感。类似于图11所示的过程的过程可以用于形成例如下身衣物批组,其具有共同成品形式但具有非线性缠结接缝的不同可视布置。
95.在示例方面,由图11所描绘的过程产生的废料可以被切碎并随后形成为例如第一非织造层110、第二层114或填充材料116中的一个或多个。这是可能的,因为形成复合非织造织物100的材料在示例方面是相同的聚合物类别(例如,回收聚酯)。此外,因为复合非织造织物100是在不使用不同材料如纺线、粘合剂等的情况下形成的,所以在切碎之前不需要除去废料的部分。
96.图12和图13进一步图示了由图11所示的过程产生的衣物。图12图示了无袖上衣形式的上身衣物批组的正视图,其包括具有共同成品形式的第一上身衣物1210和第二上身衣物1212。尽管被示出为无袖上衣,但本文设想,上身衣物可以包括其他形式,诸如背心、套头衫、连帽衫、夹克等。第一上身衣物1210包括颈部开口1214、腰部开口1216、第一袖部开口1218和第二袖部开口1220。类似地,第二上身衣物1212包括颈部开口1222、腰部开口1224、第一袖部开口1226和第二袖部开口1228。此外,尽管非线性缠结接缝被示出为在水平定向上(在例如从第一袖部开口1218/1226延伸到第二袖部开口1220/1228的方向上)延伸,但本文设想,非线性缠结接缝可以在竖直方向上(在例如从颈部开口1214/1222延伸到腰部开口1216/1224的方向上)延伸。
97.如图所描绘,至少第一上身衣物1210的前衣片1230和第二上身衣物1212的前衣片1232可以由应用到复合非织造织物100的相同式样片形成。第一上身衣物1210的前衣片1230包括位于第一上身衣物1210上的第一位置1238处的第一非线性缠结接缝1234和第二非线性缠结接缝1236。在示例方面,第一位置1238可以对应于相对于第一上身衣物1210的腰部开口1216、针对第一非线性缠结接缝1234和第二非线性缠结接缝1236中的每一个在第一上身衣物1210的前竖直中线处测得的第一距离1237。第一非线性缠结接缝1234和第二非线性缠结接缝1236在第一上身衣物1210上呈现缠结接缝的第一可视布置。
98.第二上身衣物1212的前衣片1232还包括位于第二上身衣物1212上的第二位置
1244处的第一非线性缠结接缝1234和第二非线性缠结接缝1236,其中第二位置1244不同于第一位置1238。例如,第二位置1244可以对应于相对于第二上身衣物1212的腰部开口1224、针对第一非线性缠结接缝1234和第二非线性缠结接缝1236中的每一个在第二上身衣物1212的前竖直中线处测得的第二距离1245,其中针对第一非线性缠结接缝1234和第二非线性缠结接缝1236中的每一个的第二距离1245不同于第一距离1237。第一非线性缠结接缝1234和第二非线性缠结接缝1236在第二上身衣物1212上呈现缠结接缝的第二可视布置。
99.尽管未示出,但在批组中可以包括附加上身衣物,其中附加上身衣物与第一上身衣物1210和第二上身衣物1212具有共同成品形式。批组中的附加上身衣物可以呈现第一非线性缠结接缝1234和第二非线性缠结接缝1236的不同可视布置。换句话说,第一非线性缠结接缝1234和第二非线性缠结接缝1236可以相对于用于形成附加上身衣物的前衣片的上述式样片位于附加衣物上的不同位置处。
100.图13图示了短裤形式的下身衣物批组的正视图,其包括具有共同成品形式的第一下身衣物1310和第二下身衣物1312。尽管被示出为短裤,但本文设想,下身衣物可以包括其他形式,诸如裤子、七分裤等。第一下身衣物1310包括腰部开口1314、第一腿部开口1316a和第二腿部开口1316b。类似地,第二下身衣物1312包括腰部开口1322、第一腿部开口1324a和第二腿部开口1324b。此外,尽管非线性缠结接缝被示出为在水平定向上延伸,但本文设想,非线性缠结接缝可以在竖直方向上延伸。
101.如图所描绘,至少第一下身衣物1310的前衣片1330和第二下身衣物1312的前衣片1332可以由应用到复合非织造织物100的相同式样片形成。第一下身衣物1310的前衣片1330包括位于第一下身衣物1310上的第一位置1338处的第一非线性缠结接缝1334和第二非线性缠结接缝1336。在示例方面,第一位置1338可以对应于相对于第一下身衣物1310的腰部开口1314、针对第一非线性缠结接缝1334和第二非线性缠结接缝1336中的每一个在第一下身衣物1310的前竖直中线处测得的第一距离1337。第一非线性缠结接缝1334和第二非线性缠结接缝1336在第一下身衣物1310上呈现缠结接缝的第一可视布置。
102.第二下身衣物1312的前衣片1332还包括位于第二下身衣物1312上的第二位置1344处的第一非线性缠结接缝1334和第二非线性缠结接缝1336,其中第二位置1344不同于第一位置1338。例如,第二位置1344可以对应于相对于第二下身衣物1312的腰部开口1322、针对第一非线性缠结接缝1334和第二非线性缠结接缝1336中的每一个在第二下身衣物1312的前竖直中线处测得的第二距离1345,其中针对第一非线性缠结接缝1334和第二非线性缠结接缝1336中的每一个的第二距离1345不同于第一距离1337。第一非线性缠结接缝1334和第二非线性缠结接缝1336在第二下身衣物1312上呈现缠结接缝的第二可视布置。
103.尽管未示出,但在批组中可以包括附加下身衣物,其中附加下身衣物与第一下身衣物1310和第二下身衣物1312具有共同成品形式。批组中的附加下身衣物可以呈现第一非线性缠结接缝1334和第二非线性缠结接缝1336的不同可视布置。换句话说,第一非线性缠结接缝1334和第二非线性缠结接缝1336可以相对于用于形成附加下身衣物的前衣片的上述式样片位于附加衣物上的不同位置处。
104.尽管在图12和图13的衣物批组中描绘的衣物包括缠结接缝的不同可视布置,但本文设想,由本文所述的系统和方法产生的衣物批组中的衣物可以包括缠结接缝的相同可视布置。例如,缠结系统500可以被配置成生成缠结接缝的可视布置的短重复,使得复合非织
造织物可以包括沿材料流动方向516的缠结接缝的可视布置的多个重复。在该方面,可以将式样片应用到复合非织造织物,以形成具有缠结接缝的相同可视布置的衣物。
105.图14描绘了由例如第一非织造层110、第二层114和填充材料116形成的第二示例复合非织造织物1400。复合非织造织物1400可以根据本文所述的包括缠结系统500的方法和系统形成。复合非织造织物1400包括在材料流动方向516上延伸的非线性缠结接缝1410a、1410b、1410c和1410d。如图所示,非线性缠结接缝1410a和1410b在交点1412处彼此相交或交叉,并且非线性缠结接缝1410c和1410d在交点1414和1416处彼此相交或交叉。交点1412、1414和1416表示缠结头与复合非织造织物1400接合至少两次的区域。照此,交点1412、1414和1416的针脚密度比非线性缠结接缝1410a、1410b、1410c和1410d的其余部分更大。与非线性缠结接缝1410a、1410b、1410c和1410d的其余部分相比以及与在非线性缠结接缝1410a、1410b、1410c和1410d之间延伸的区域1418相比,交点1412、1414和1416处的更大的针脚密度导致进一步减小的厚度。
106.这在图15中示出,图15是在切割线15-15处截取的复合非织造织物1400的横截面。区域1418具有从由第一非织造层110形成的第一表面1513到由第二层114形成的相对第二表面1516测得的厚度1514。交点1412具有从第一表面1513到相对第二表面1516测得的厚度1510,并且非线性缠结接缝1410c和1410d具有从第一表面1513到相对第二表面1516测得的厚度1512。在示例方面,厚度1514大于厚度1512,厚度1512大于厚度1510。在不平行于材料流动方向的方向上产生复合非织造织物1400的变化的厚度的能力可以用于设计结合复合非织造织物1400的衣物上需要的高隔热分区和低隔热分区。隔热分区可以具有增加的厚度(例如,更大的蓬松度)并且可以对应于区域1418。低隔热分区可以对应于包括多个交点(诸如交点1412、1414和1416)的区域。
107.图16描绘了具有躯干部分1610的示例上身衣物1600的后视图,其中躯干部分1610包括颈部开口1612和腰部开口1614。上身衣物1600还包括可选的第一袖子1616和可选的第二袖子1618。尽管被示出为具有长袖的上衣,但本文设想,上身衣物1600可以是背心、套头衫、连帽衫、夹克等的形式。
108.上身衣物包括位于躯干部分1610的中心背部区域处的低隔热分区1620和位于低隔热分区1620的任一侧上的高隔热分区1622。低隔热分区1620和高隔热分区1622的位置可以基于例如人体的热图。例如,这些图可以指示人的中心背部躯干生成大量的热量,并且照此,可能比躯干的其他区域需要更少的隔热。低隔热分区1620包括在材料流动方向516上延伸的多个非线性缠结接缝1624a、1624b、1624c和1624d。如图所描绘,非线性缠结接缝1624a、1624b、1624c和1624d通常紧密地间隔在一起,并且当它们从上身衣物1600的颈部开口1612延伸到腰部开口1614时包括多个交点。这导致与上身衣物1600的其他部分相比,低隔热分区1620中的针脚密度总体增加,并且厚度总体减小。相反,高隔热分区1622包括非线性缠结接缝1626a、1626b、1626c和1626d。与非线性缠结接缝1624a、1624b、1624c和1624d相比,非线性缠结接缝1626a、1626b、1626c和1626d通常间隔得更远,并且非线性缠结接缝1626a、1626b、1626c和1626d彼此不相交。照此,与低隔热分区1620相比,高隔热分区1622具有总体减小的针脚密度和总体增加的厚度。换句话说,与低隔热分区1620相比,高隔热分区1622可以包括由区域1628a、1628b、1628c和1628d占据的更大的表面积,其中第一非织造层110、第二层114和填充材料116基本上未缠结。区域1628a、1628b、1628c和1628d的较大厚度
和蓬松度有助于捕获和存储热量。
109.图16中非线性缠结接缝的可视布置仅是说明性的,并且本文设想,其他可视布置可以由非线性缠结接缝形成。此外,尽管缠结接缝被示出为竖直延伸(例如,从颈部开口到腰部开口),缠结接缝可以在衣物上水平定向。另外,上身衣物1600可以包括在上身衣物上与所示位置不同的位置处的非线性缠结接缝。图16中对上身衣物1600的描绘旨在传达这样的概念,即可以调整与非线性缠结接缝相关联的参数,以实现所需特性,包括隔热特性。这些参数可以包括例如邻近的非线性缠结接缝之间的间隔(例如,更大的间隔导致区域1628a、1628b、1628c和1628d占据上身衣物1600的总体更大的表面积)、非线性缠结接缝之间的交点的数量(例如,更多的交点导致增加的针脚密度和减小的厚度)、各个非线性缠结接缝的宽度(例如,与具有更小宽度的非线性缠结接缝相比,更大的宽度导致减小的厚度)等。
110.图17描绘了由第一非织造层110、第二层114和填充材料116形成的示例复合非织造织物1700。在示例方面,复合非织造织物1700包括非线性缠结接缝1710a、1710b和1710c。非线性缠结接缝1710a类似于本文关于例如复合非织造织物100和复合非织造织物1400讨论的其他非线性缠结接缝。非线性缠结接缝1710b和1710c包括间断非线性缠结接缝。例如,非线性缠结接缝1710b包括间隔分段1712,在该间隔分段1712中未形成缠结接缝。非线性缠结接缝1710c包括多个间隔分段,诸如间隔分段1714和间隔分段1716。此外,非线性缠结接缝1710c包括缠结接缝部分1718,其形式为非常短的分段或甚至是缠结点,该缠结点通过间隔分段1720和间隔分段1722与非线性缠结接缝1710c的其余部分间隔开。
111.可以使用缠结系统500和本文所述的方法形成间隔分段1712、1714、1716、1720和1722。例如,关于间隔分段1712,其可以通过在一个或多个静止相期间不致动形成非线性缠结接缝1710b的缠结头532而形成,使得与缠结头532相关联的缠结针534和/或孔口不与复合非织造织物1700接触。可以通过改变不致动缠结头532的静止相的数量来根据需要调整间隔分段1712、1714、1716、1720和1722的长度。
112.在示例方面,当缠结头532随后被致动时,并且如关于非线性缠结接缝1710b所示,滑架524和/或传送系统512可以被定位成在材料流动方向516上与在生成间断区段1712之前形成的上一个缠结区域1711对齐,使得下一个缠结区域1713在材料流动方向516上与上一个缠结区域1711对齐。替代地,并且如关于非线性缠结接缝1710的间隔分段1714所示,当缠结头532在形成间隔分段1714之后被致动时,滑架524和/或传送系统512可以被定位成在第一方向610上偏离在生成间隔分段1714之前形成的上一个缠结区域1715,使得下一个缠结区域1717在第一方向610上偏离上一个缠结区域1715。本文还设想,滑架524和/或传送系统512可以被定位成在第二方向611上偏离,使得随后的缠结区域在第二方向611上偏离先前的缠结区域,如关于间断区段1716所示。
113.关于缠结接缝部分1718,在示例方面,可以通过在生成间隔分段1720之后和生成产生间隔分段1722之前致动缠结头532至少一次而形成缠结接缝部分1718。可以基于在形成间隔分段1720之后和形成间隔分段1722之前致动缠结头532的次数来调整缠结接缝部分1718的长度。例如,致动缠结头532一次或两次可以产生缠结点,而致动缠结头532三至十次可以产生短缠结分段。
114.本文设想了连续非线性缠结接缝和间断非线性缠结接缝的任何组合。在示例方
面,当需要增加复合非织造织物1700的蓬松度和厚度时,可以产生间隔分段。例如,当将复合非织造织物1700结合到衣物中时,间断非线性缠结接缝可以位于需要较高隔热量的衣物区域中。此外,可以根据隔热需要来调整间隔分段的长度(例如,较长的间隔分段等于较大的蓬松度和较多的隔热,并且较短的间隔分段等于较小的蓬松度和较少的隔热)。
115.本文各方面设想,可以在包括非织造纤维的单层材料上使用缠结接缝,而不是具有使用缠结工艺在接缝区域处联结或固定在一起的离散层或材料的堆叠配置。术语“单层”旨在表达内聚结构,其与在产生如本文所述的缠结接缝之前未联结在一起的单独的层相对。例如,图18描绘了具有缠结接缝1810和1812的示例非织造织物1800,并且图19描绘了非织造织物1800的横截面。非织造织物1800可以包括包含缠结纤维的单纤维层;具有相同或不同特性(例如,不同的短纤维长度的纤维、不同旦尼尔的纤维、不同着色的纤维、不同的纤维类型、不同的纤维涂层等)的两个或更多个纤维层,这些纤维层通过缠结工艺(例如,针刺或水刺)或其他工艺(诸如粘结、粘合剂、缝合等)联结在一起;或具有相同或不同特性的一个或多个纤维层,这些纤维层通过缠结工艺或其他工艺(诸如粘结、粘合剂、缝合等)与膜或结构化织物(例如,针织、织造或编织织物)联结在一起。
116.非线性缠结接缝1810和1812可以通过上述缠结过程形成,并且接缝1810和1812可以用于产生厚度减小的区域和/或产生缠结接缝的可视布置。在示例方面,非织造织物1800可以与附加单层材料组合。例如,非织造织物1800可以邻近结构化织物地定位并通过缠结、缝合、粘结、粘合剂等联结到结构化织物。一种或多种附加材料,诸如填充材料,可以位于非织造织物1800与结构化织物之间。在另一个例子中,非织造织物1800可以邻近具有缠结接缝的另一个单层非织造织物地定位,并通过缠结、缝合、粘结、粘合剂等固定到其上。一种或多种附加材料,诸如填充材料,可以位于非织造织物1800与附加单层非织造织物之间。任何和所有方面及其任何变化均被设想为在本文的范围内。非织造织物1800可以形成为如本文所述的不同服装制品,诸如上身衣物、下身衣物、鞋类制品(例如,鞋面)等。如本文所述,相同类型的服装产品可以具有缠结接缝的不同可视布置。
117.以下条款表示本文设想的概念的示例方面。以下条款中的任一项可以通过多从属方式组合以依赖于一个或多个其他条款。此外,从属条款(明确地依赖于先前条款的条款)的任何组合可以被组合,同时保持在本文所设想的方面的范围内。以下条款是例子而非限制。
118.条款1.一种制造复合非织造织物的方法,所述复合非织造织物包括第一非织造层、第二层和位于所述第一非织造层与所述第二层之间的填充材料,所述方法包括:当所述复合非织造织物处于缠结机上的第一位置时,使缠结头接合所述复合非织造织物以在所述复合非织造织物上形成第一缠结区域;推进所述复合非织造织物在材料流动方向上穿过所述缠结机;在不平行于所述材料流动方向的第一方向上移动所述缠结头和所述复合非织造织物中的一个或多个;以及当所述复合非织造织物处于在所述材料流动方向上从所述第一位置推进的第二位置时,使所述缠结头接合所述复合非织造织物以在所述复合非织造织物上形成第二缠结区域,所述第二缠结区域从所述第一缠结区域延伸以形成非线性缠结接缝。
119.条款2.根据条款1所述的制造复合非织造织物的方法,其中在所述第一缠结区域和所述第二缠结区域中的每一个处,来自所述第一非织造层的纤维延伸穿过所述填充材料
并进入所述第二层。
120.条款3.根据条款1至2中任一项所述的制造复合非织造织物的方法,其中所述第一缠结区域与所述第二缠结区域部分重叠。
121.条款4.根据条款1至3中任一项所述的制造复合非织造织物的方法,其中在所述第一缠结区域与所述第二缠结区域之间的重叠区域处的针脚密度大于在所述第一缠结区域和所述第二缠结区域的其余部分处的针脚密度。
122.条款5.根据条款1至4中任一项所述的制造复合非织造织物的方法,其中当所述复合非织造织物处于所述第一位置时,所述缠结头在垂直于所述复合非织造织物的表面平面的方向上移动。
123.条款6.根据条款1至5中任一项所述的制造复合非织造织物的方法,还包括:在形成所述第二缠结区域之后,在所述材料流动方向上推进所述复合非织造织物;在不平行于所述材料流动方向的第二方向上移动所述缠结头或所述复合非织造织物中的一个或多个;以及当所述复合非织造织物处于在所述材料流动方向上从所述第二位置推进的第三位置时,使所述缠结头接合所述复合非织造织物以在所述复合非织造织物上形成第三缠结区域,所述第三缠结区域从所述第二缠结区域延伸以形成所述非线性缠结接缝。
124.条款7.根据条款6所述的制造复合非织造织物的方法,其中所述第三缠结区域与所述第二缠结区域部分重叠。
125.条款8.根据条款6所述的制造复合非织造织物的方法,其中所述第三缠结区域邻近所述第二缠结区域地定位。
126.条款9.根据条款6至8中任一项所述的制造复合非织造织物的方法,其中所述第二方向与所述第一方向相反。
127.条款10.一种衣物,包括:具有材料流动方向的第一非织造层;第二层;位于所述第一非织造层与所述第二层之间的填充材料;所述衣物的其中所述第一非织造层、所述第二层和所述填充材料基本上未缠结的至少一个区域;以及沿所述材料流动方向延伸的至少一个非线性缠结接缝,所述至少一个非线性缠结接缝包括一个或多个缠结区域,所述一个或多个缠结区域从彼此延伸以形成所述至少一个非线性缠结接缝,其中所述一个或多个缠结区域包括来自所述第一非织造层的纤维,所述纤维延伸穿过所述填充材料并进入所述第二层。
128.条款11.根据条款10所述的衣物,其中所述第二层是非织造材料。
129.条款12.根据条款10至11中任一项所述的衣物,其中所述一个或多个缠结区域包括离散区域。
130.条款13.根据条款10至12中任一项所述的衣物,其中所述衣物的其中所述第一非织造层、所述第二层和所述填充材料基本上未缠结的所述至少一个区域的厚度为约7mm至约15mm。
131.条款14.根据条款10至13中任一项所述的衣物,其中所述至少一个非线性缠结接缝的厚度为所述衣物的其中所述第一非织造层、所述第二层和所述填充材料基本上未缠结的所述至少一个区域的所述厚度的约5%至约30%。
132.条款15.根据条款10至14中任一项所述的衣物,其中所述填充材料是合成纤维片、松散的合成纤维和羽绒中的一种或多种。
133.条款16.根据条款10和条款12至15所述的衣物,其中所述第二层是织造材料。
134.条款17.根据条款10至11和条款13至15所述的衣物,其中所述一个或多个缠结区域部分彼此重叠。
135.条款18.根据条款10至17所述的衣物,还包括多个附加非线性缠结接缝,其中所述多个附加非线性缠结接缝形成缠结接缝的非重复可视布置。
136.条款19.一种复合非织造织物,包括:具有材料流动方向的第一非织造层;第二层;位于所述第一非织造层与所述第二层之间的填充材料;所述复合非织造织物的其中所述第一非织造层、所述第二层和所述填充材料基本上未缠结的至少一个区域;以及沿所述材料流动方向延伸的至少一个非线性缠结接缝,所述至少一个非线性缠结接缝包括一个或多个缠结区域,所述一个或多个缠结区域从彼此延伸以形成所述至少一个非线性缠结接缝,其中所述一个或多个缠结区域包括来自所述第一非织造层的纤维,所述纤维延伸穿过所述填充材料并进入所述第二层。
137.条款20.根据条款19所述的复合非织造织物,其中所述第二层是非织造材料。
138.条款21.根据条款19至20所述的复合非织造织物,其中所述一个或多个缠结区域包括离散缠结区域。
139.条款22.根据条款19至21所述的复合非织造织物,其中所述复合非织造织物的其中所述第一非织造层、所述第二层和所述填充材料基本上未缠结的所述至少一个区域的厚度为约7mm至约15mm。
140.条款23.根据条款19至22中任一项所述的复合非织造织物,其中所述至少一个非线性缠结接缝的厚度为所述复合非织造织物的其中所述第一非织造层、所述第二层和所述填充材料基本上未缠结的所述至少一个区域的所述厚度的约5%至约30%。
141.条款24.根据条款19至23中任一项所述的复合非织造织物,其中所述填充材料是合成纤维片、松散的合成纤维和羽绒中的一种或多种。
142.条款25.根据条款19和条款21至24中任一项所述的复合非织造织物,其中所述第二层是织造材料。
143.条款26.根据条款19至20和条款22至25中任一项所述的复合非织造织物,其中所述一个或多个缠结区域部分彼此重叠。
144.条款27.根据条款19至26中任一项所述的复合非织造织物,还包括多个附加非线性缠结接缝,其中所述多个附加非线性缠结接缝形成缠结接缝的非重复可视布置。
145.条款28.一种缠结系统,所述缠结系统用于在复合非织造织物上形成至少一个非线性缠结接缝,所述缠结系统包括:第一缠结工位,所述第一缠结工位包括:传送系统,所述传送系统具有适于在材料流动方向上间歇推进所述复合非织造织物的表面;第一致动器;联接到所述第一致动器的第一缠结头,所述第一致动器适于使所述第一缠结头在垂直于所述传送系统的传送平面的方向上移动;以及联接到所述第一缠结头的第一滑架,所述第一滑架适于在不平行于所述材料流动方向的第一方向上移动。
146.条款29.根据条款28所述的缠结系统,其中所述第一方向垂直于所述材料流动方向。
147.条款30.根据条款28至29中任一项所述的缠结系统,其中所述第一滑架还适于在不平行于所述材料流动方向的第二方向上移动,所述第二方向与所述第一方向相反。
148.条款31.根据条款30所述的缠结系统,其中所述第二方向垂直于所述材料流动方向。
149.条款32.根据条款28至31中任一项所述的缠结系统,其中所述第一缠结头在所述材料流动方向上具有第一尺寸。
150.条款33.根据条款28至32中任一项所述的缠结系统,其中所述传送系统的推进距离小于或等于所述第一缠结头的所述第一尺寸。
151.条款34.根据条款28至33中任一项所述的缠结系统,其中当所述传送系统静止时,所述第一致动器适于在垂直于所述传送平面的所述方向上移动。
152.条款35.根据条款28至34中任一项所述的缠结系统,其中所述第一滑架通过所述第一致动器间接联接到所述第一缠结头。
153.条款36.根据条款28至35中任一项所述的缠结系统,还包括:第二缠结工位,所述第二缠结工位包括:所述传送系统,所述传送系统具有适于在所述材料流动方向上间歇推进所述复合非织造织物的所述表面;第二致动器;联接到所述第二致动器的第二缠结头,所述第二致动器适于使所述第二缠结头在垂直于所述传送系统的所述传送平面的方向上移动;以及联接到所述第二缠结头的第二滑架,所述第二滑架适于在不平行于所述材料流动方向的所述第一方向上移动。
154.条款37.根据条款36所述的缠结系统,其中所述第一缠结头定位在从所述传送系统的所述表面的第一边缘向内的第一距离处,并且所述第二缠结头定位在从所述传送系统的所述表面的所述第一边缘向内的第二距离处,所述第二距离不同于所述第一距离。
155.条款38.根据条款36至37中任一项所述的缠结系统,其中所述第二缠结工位在所述材料流动方向上位于所述第一缠结工位之后的位置处。
156.条款39.根据条款28至38中任一项所述的缠结系统,其中所述第一缠结头包括多个缠结针。
157.条款40.一种制造衣物批组的方法,所述衣物批组具有共同成品形式,所述方法包括:获得复合非织造织物,所述复合非织造织物包括第一非织造层、第二层和位于所述第一非织造层与所述第二层之间的填充材料,所述复合非织造织物包括至少第一非线性缠结接缝和第二非线性缠结接缝,所述第一非线性缠结接缝和所述第二非线性缠结接缝各自包括缠结区域,所述缠结区域从彼此延伸以形成明显的连续非线性缠结接缝,其中所述缠结区域包括从所述第一非织造层延伸穿过所述填充材料并进入所述第二层的纤维;从所述复合非织造织物除去式样片的第一实例,所述式样片的所述第一实例具有所述第一非线性缠结接缝和所述第二非线性缠结接缝;使用所述式样片的所述第一实例形成第一衣物,所述第一非线性缠结接缝和所述第二非线性缠结接缝位于所述式样片的第一位置处;从所述复合非织造织物除去所述式样片的第二实例,所述式样片的所述第二实例具有所述第一非线性缠结接缝和所述第二非线性缠结接缝;以及使用所述式样片的所述第二实例形成第二衣物,所述第一非线性缠结接缝和所述第二非线性缠结接缝位于所述式样片的第二位置处,所述第二位置不同于所述第一位置。
158.条款41.根据条款40所述的制造衣物批组的方法,其中所述第一非线性缠结接缝和所述第二非线性缠结接缝各自在材料流动方向上延伸。
159.条款42.根据条款40至41中任一项所述的制造衣物批组的方法,其中所述缠结区
域部分彼此重叠。
160.条款43.根据条款40至42中任一项所述的制造衣物批组的方法,还包括:从所述复合非织造织物除去所述式样片的第三实例,所述式样片的所述第三实例具有所述第一非线性缠结接缝和所述第二非线性缠结接缝;以及使用所述式样片的所述第三实例形成第三衣物,所述第一非线性缠结接缝和所述第二非线性缠结接缝位于所述式样片的第三位置处,所述第三位置不同于所述第一位置和所述第二位置中的一个或多个。
161.条款44.根据条款41至43中任一项所述的制造衣物批组的方法,其中所述衣物批组包括上身衣物。
162.条款45.根据条款41至43中任一项所述的制造衣物批组的方法,其中所述衣物批组包括下身衣物。
163.条款46.一种衣物批组,所述衣物批组具有共同成品形式,所述衣物批组由复合非织造织物形成,所述复合非织造织物包括第一非织造层、第二层和位于所述第一非织造层与所述第二层之间的填充材料,所述复合非织造织物包括至少第一非线性缠结接缝和第二非线性缠结接缝,所述第一非线性缠结接缝和所述第二非线性缠结接缝各自包括缠结区域,所述缠结区域从彼此延伸以形成相应的所述第一非线性缠结接缝和所述第二非线性缠结接缝,其中所述缠结区域包括从所述第一非织造层延伸穿过所述填充材料并进入所述第二层的纤维,所述衣物批组包括:第一衣物,所述第一衣物由取自所述复合非织造织物的式样片的第一实例形成,所述第一非线性缠结接缝和所述第二非线性缠结接缝位于所述第一衣物上的第一位置处;以及第二衣物,所述第二衣物由取自所述复合非织造织物的所述式样片的第二实例形成,所述第一非线性缠结接缝和所述第二非线性缠结接缝位于所述第二衣物上的第二位置处,所述第二位置相对于所述式样片不同于所述第一位置。
164.条款47.根据条款46所述的衣物批组,其中所述第一非线性缠结接缝和所述第二非线性缠结接缝各自在材料流动方向上延伸。
165.条款48.根据条款46至47中任一项所述的衣物批组,其中所述缠结区域部分彼此重叠。
166.条款49.根据条款46至48中任一项所述的衣物批组,还包括第三衣物,所述第三衣物由取自所述复合非织造织物的所述式样片的第三实例形成,所述第一非线性缠结接缝和所述第二非线性缠结接缝位于所述第三衣物上的第三位置处,所述第三位置相对于所述式样片不同于所述第一位置和所述第二位置中的一个或多个。
167.条款50.根据条款46至49中任一项所述的衣物批组,其中所述衣物批组包括上身衣物。
168.条款51.根据条款46至49中任一项所述的衣物批组,其中所述衣物批组包括下身衣物。
169.条款52.一种制造衣物批组的方法,所述衣物批组具有共同成品形式,所述方法包括:获得复合非织造织物,所述复合非织造织物包括第一非织造层、第二层和位于所述第一非织造层与所述第二层之间的填充材料,所述复合非织造织物包括至少第一非线性缠结接缝和第二非线性缠结接缝,所述第一非线性缠结接缝和所述第二非线性缠结接缝各自包括缠结区域,所述缠结区域从彼此延伸以形成明显的连续非线性缠结接缝,其中所述缠结区域包括从所述第一非织造层延伸穿过所述填充材料并进入所述第二层的纤维;从所述复合
非织造织物除去具有第一式样的第一部分,所述第一部分具有所述第一非线性缠结接缝和所述第二非线性缠结接缝;使用所述第一部分形成第一衣物,所述第一非线性缠结接缝和所述第二非线性缠结接缝位于所述第一部分上的第一位置处;从所述复合非织造织物除去具有所述第一式样的第二部分,所述第二部分具有所述第一非线性缠结接缝和所述第二非线性缠结接缝;以及使用所述第二部分形成第二衣物,所述第一非线性缠结接缝和所述第二非线性缠结接缝位于所述第二部分上的第二位置处,所述第二位置不同于所述第一位置。
170.条款53.根据条款52所述的制造衣物批组的方法,其中所述第一非线性缠结接缝和所述第二非线性缠结接缝各自在材料流动方向上延伸。
171.条款54.根据条款53所述的制造衣物批组的方法,其中所述第一非线性缠结接缝与所述第二非线性缠结接缝之间的距离沿所述材料流动方向变化,其中所述第一非线性缠结接缝与所述第二非线性缠结接缝之间的所述距离在不平行于所述材料流动方向的方向上测得。
172.条款55.根据条款52至54中任一项所述的制造衣物批组的方法,其中所述第一非线性缠结接缝和所述第二非线性缠结接缝包括缠结接缝的不同可视布置。
173.条款56.根据条款52至55中任一项所述的制造衣物批组的方法,其中所述缠结区域部分彼此重叠。
174.条款57.根据条款52至56中任一项所述的制造衣物批组的方法,其中所述衣物批组包括上身衣物。
175.条款58.根据条款52至56中任一项所述的制造衣物批组的方法,其中所述衣物批组包括下身衣物。
176.条款59.一种衣物批组,所述衣物批组具有共同成品形式,所述衣物批组由复合非织造织物形成,所述复合非织造织物包括第一非织造层、第二层和位于所述第一非织造层与所述第二层之间的填充材料,所述复合非织造织物包括至少第一非线性缠结接缝和第二非线性缠结接缝,所述第一非线性缠结接缝和所述第二非线性缠结接缝各自包括缠结区域,所述缠结区域从彼此延伸以形成相应的所述第一非线性缠结接缝和所述第二非线性缠结接缝,其中所述缠结区域包括从所述第一非织造层延伸穿过所述填充材料并进入所述第二层的纤维,所述衣物批组包括:第一衣物,所述第一衣物由具有第一式样的所述复合非织造织物的第一部分形成,所述第一非线性缠结接缝和所述第二非线性缠结接缝位于所述第一衣物的所述第一部分上的第一位置处;以及第二衣物,所述第二衣物由具有所述第一式样的所述复合非织造织物的第二部分形成,所述第一非线性缠结接缝和所述第二非线性缠结接缝位于所述第二衣物的所述第二部分上的第二位置处,所述第二位置不同于所述第一位置。
177.条款60.根据条款59所述的衣物批组,其中所述第一非线性缠结接缝和所述第二非线性缠结接缝各自在材料流动方向上延伸。
178.条款61.根据条款60所述的衣物批组,其中所述第一非线性缠结接缝与所述第二非线性缠结接缝之间的距离沿所述材料流动方向变化,其中所述第一非线性缠结接缝与所述第二非线性缠结接缝之间的所述距离在不平行于所述材料流动方向的方向上测得。
179.条款62.根据条款59至61中任一项所述的衣物批组,其中所述第一非线性缠结接
缝和所述第二非线性缠结接缝包括缠结接缝的不同可视布置。
180.条款63.根据条款59至62中任一项所述的衣物批组,其中所述缠结区域部分彼此重叠。
181.条款64.根据条款59至63中任一项所述的衣物批组,其中所述衣物批组包括上身衣物。
182.条款65.根据条款59至63中任一项所述的衣物批组,其中所述衣物批组包括下身衣物。
183.条款66.一种缠结系统,所述缠结系统用于在复合非织造织物上形成至少一个非线性缠结接缝,所述缠结系统包括:第一缠结工位,所述第一缠结工位包括:传送系统,所述传送系统具有适于在材料流动方向上推进所述复合非织造织物的表面;第一致动器,所述第一致动器适于致动联接到所述第一致动器的第一缠结头;以及联接到所述第一缠结头的第一滑架,所述第一滑架适于在不平行于所述材料流动方向的第一方向上移动。
184.条款67.根据条款66所述的缠结系统,其中所述第一致动器适于致动所述第一缠结头以喷出一个或多个流体射流。
185.条款68.根据条款66所述的缠结系统,其中所述第一缠结头包括缠结针,并且其中所述第一致动器适于在垂直于所述表面的传送平面的方向上移动所述第一缠结头和所述缠结针中的一个或多个。
186.条款69.根据条款66至68中任一项所述的缠结系统,其中所述第一滑架还适于在不平行于所述材料流动方向的第二方向上移动,所述第二方向与所述第一方向相反。
187.条款70.根据条款69所述的缠结系统,其中所述第二方向垂直于所述材料流动方向。
188.条款71.根据条款66至70中任一项所述的缠结系统,其中所述第一缠结头在所述材料流动方向上具有第一尺寸。
189.条款72.根据条款71所述的缠结系统,其中所述传送系统适于在所述材料流动方向上推进所述复合非织造织物,并且其中所述传送系统的推进距离小于所述第一缠结头的所述第一尺寸。
190.条款73.根据条款66至72中任一项所述的缠结系统,其中所述第一滑架通过所述第一致动器间接联接到所述第一缠结头。
191.条款74.根据条款66至73中任一项所述的缠结系统,其中所述第一缠结工位还包括联接到所述第一致动器的多个附加缠结头。
192.条款75.根据条款74所述的缠结系统,其中联接到所述第一致动器的所述多个附加缠结头彼此非均匀地间隔开。
193.条款76.根据条款66至75中任一项所述的缠结系统,还包括:第二缠结工位,所述第二缠结工位包括:所述传送系统,所述传送系统具有适于在所述材料流动方向上推进所述复合非织造织物的所述表面;第二致动器,所述第二致动器适于致动联接到所述第二致动器的第二缠结头;以及联接到所述第二缠结头的第二滑架,所述第二滑架适于在不平行于所述材料流动方向的所述第一方向上移动。
194.条款77.根据条款76所述的缠结系统,其中所述第一缠结头定位在从所述传送系统的所述表面的第一边缘向内的第一距离处,并且所述第二缠结头定位在从所述传送系统
的所述表面的所述第一边缘向内的第二距离处,所述第二距离不同于所述第一距离。
195.条款78.根据条款76至77中任一项所述的缠结系统,其中所述第二缠结工位在所述材料流动方向上位于所述第一缠结工位之后的位置处。
196.条款79.根据条款76至78中任一项所述的缠结系统,其中所述第二缠结工位还包括联接到所述第二致动器的多个附加缠结头。
197.条款80.根据条款79所述的缠结系统,其中联接到所述第二致动器的所述多个附加缠结头之间的间隔布置不同于联接到所述第一致动器的所述多个附加缠结头之间的间隔布置。
198.条款81.根据条款79至80中任一项所述的缠结系统,其中联接到所述第二致动器的所述多个附加缠结头的数量不同于联接到所述第一致动器的所述多个附加缠结头的数量。
199.条款82.根据条款76至81中任一项所述的缠结系统,其中所述第二缠结头的尺寸不同于所述第一缠结头的尺寸。
200.条款83.根据条款76至82中任一项所述的缠结系统,其中由所述第二缠结头产生的缠结足迹不同于由所述第一缠结头产生的缠结式样。
201.条款84.一种制造非织造织物的方法,包括:当所述非织造织物处于缠结机上的第一位置时,使缠结头接合所述非织造织物以在所述非织造织物上形成第一缠结区域;推进所述非织造织物在材料流动方向上穿过所述缠结机;在不平行于所述材料流动方向的第一方向上移动所述缠结头和所述非织造织物中的一个或多个;以及当所述非织造织物处于在所述材料流动方向上从所述第一位置推进的第二位置时,使所述缠结头接合所述非织造织物以在所述非织造织物上形成第二缠结区域,所述第二缠结区域从所述第一缠结区域延伸以形成非线性缠结接缝。
202.条款85.根据条款84所述的制造非织造织物的方法,其中在所述第一缠结区域和所述第二缠结区域中的每一个处,使形成所述非织造织物的纤维从大致水平的定向移动到大致竖直的定向。
203.条款86.根据条款84至85中任一项所述的制造非织造织物的方法,其中所述第一缠结区域与所述第二缠结区域部分重叠。
204.条款87.根据条款86所述的制造非织造织物的方法,其中在所述第一缠结区域与所述第二缠结区域之间的重叠区域处的针脚密度大于在所述第一缠结区域和所述第二缠结区域的其余部分处的针脚密度。
205.条款88.根据条款84至87中任一项所述的制造非织造织物的方法,其中当所述非织造织物处于所述第一位置时,所述缠结头在垂直于所述非织造织物的表面平面的方向上移动。
206.条款89.根据条款84至88中任一项所述的制造非织造织物的方法,还包括:在形成所述第二缠结区域之后,在所述材料流动方向上推进所述非织造织物;在不平行于所述材料流动方向的第二方向上移动所述缠结头和所述非织造织物中的一个或多个,所述第二方向与所述第一方向相反;以及当所述非织造织物处于在所述材料流动方向上从所述第二位置推进的第三位置时,使所述缠结头接合所述非织造织物以在所述非织造织物上形成第三缠结区域,所述第三缠结区域从所述第二缠结区域延伸以形成所述非线性缠结接缝。
207.条款90.根据条款89所述的制造非织造织物的方法,其中所述第三缠结区域与所述第二缠结区域部分重叠。
208.条款91.一种衣物,包括:具有材料流动方向的非织造织物;以及沿所述材料流动方向延伸的至少一个非线性缠结接缝,所述至少一个非线性缠结接缝包括一个或多个缠结区域,所述一个或多个缠结区域从彼此延伸以形成所述至少一个非线性缠结接缝,其中在所述一个或多个缠结区域中的每一个处,形成所述非织造织物的纤维具有大致竖直的定向。
209.条款92.根据条款91所述的衣物,其中所述一个或多个缠结区域包括离散区域。
210.条款93.根据条款91所述的衣物,其中所述一个或多个缠结区域部分彼此重叠。
211.条款94.根据条款91至93中任一项所述的衣物,还包括多个附加非线性缠结接缝,其中所述多个附加非线性缠结接缝形成缠结接缝的非重复可视布置。
212.条款95.根据条款91至94中任一项所述的衣物,还包括通过缠结、缝合、粘结和粘合剂中的一种或多种固定到所述非织造织物的一个或多个附加层。
213.条款96.根据条款95所述的衣物,其中所述一个或多个附加层包括结构化织物、非织造层、膜和填充材料中的一种或多种。
214.条款97.一种非织造织物,所述非织造织物具有材料流动方向,所述非织造织物包括:沿所述材料流动方向延伸的至少一个非线性缠结接缝,所述至少一个非线性缠结接缝包括一个或多个缠结区域,所述一个或多个缠结区域从彼此延伸以形成所述至少一个非线性缠结接缝,其中在所述一个或多个缠结区域中的每一个处,形成所述非织造织物的纤维具有大致竖直的定向。
215.条款98.根据条款97所述的非织造织物,其中所述一个或多个缠结区域包括离散缠结区域。
216.条款99.根据条款97所述的非织造织物,其中所述一个或多个缠结区域部分彼此重叠。
217.条款100.根据条款97至99中任一项所述的非织造织物,还包括多个附加非线性缠结接缝,其中所述多个附加非线性缠结接缝形成缠结接缝的非重复可视布置。
218.条款101.一种衣物批组,所述衣物批组具有共同成品形式,所述衣物批组由非织造织物形成,所述非织造织物具有至少第一非线性缠结接缝和第二非线性缠结接缝,所述第一非线性缠结接缝和所述第二非线性缠结接缝各自包括缠结区域,所述缠结区域从彼此延伸以形成相应的所述第一非线性缠结接缝和所述第二非线性缠结接缝,其中所述缠结区域包括来自所述非织造层的纤维,其中所述纤维具有大致竖直的定向,所述衣物批组包括:第一衣物,所述第一衣物由取自所述非织造织物的式样片的第一实例形成,所述第一非线性缠结接缝和所述第二非线性缠结接缝位于所述第一衣物上的第一位置处;以及第二衣物,所述第二衣物由取自所述非织造织物的所述式样片的第二实例形成,所述第一非线性缠结接缝和所述第二非线性缠结接缝位于所述第二衣物上的第二位置处,所述第二位置相对于所述式样片不同于所述第一位置。
219.条款102.根据条款101所述的衣物批组,其中所述第一非线性缠结接缝和所述第二非线性缠结接缝各自在材料流动方向上延伸。
220.条款103.根据条款101至102中任一项所述的衣物批组,其中所述缠结区域部分彼
此重叠。
221.条款104.根据条款101至103中任一项所述的衣物批组,还包括第三衣物,所述第三衣物由取自所述非织造织物的所述式样片的第三实例形成,所述第一非线性缠结接缝和所述第二非线性缠结接缝位于所述第三衣物上的第三位置处,所述第三位置相对于所述式样片不同于所述第一位置和所述第二位置中的一个或多个。
222.条款105.根据条款101至104中任一项所述的衣物批组,其中所述衣物批组包括上身衣物。
223.条款106.根据条款101至104中任一项所述的衣物批组,其中所述衣物批组包括下身衣物。
224.条款107.一种制造衣物批组的方法,所述衣物批组具有共同成品形式,所述方法包括:获得非织造织物,所述非织造织物具有至少第一非线性缠结接缝和第二非线性缠结接缝,所述第一非线性缠结接缝和所述第二非线性缠结接缝各自包括缠结区域,所述缠结区域从彼此延伸以形成明显的连续的非线性缠结接缝,其中所述缠结区域包括具有大致竖直定向的纤维;从所述非织造织物除去具有第一式样的第一部分,所述第一部分具有所述第一非线性缠结接缝和所述第二非线性缠结接缝;使用所述第一部分形成第一衣物,所述第一非线性缠结接缝和所述第二非线性缠结接缝位于所述第一部分上的第一位置处;从所述非织造织物除去具有所述第一式样的第二部分,所述第二部分具有所述第一非线性缠结接缝和所述第二非线性缠结接缝;以及使用所述第二部分形成第二衣物,所述第一非线性缠结接缝和所述第二非线性缠结接缝位于所述第二部分上的第二位置处,所述第二位置不同于所述第一位置。
225.条款108.根据条款107所述的制造衣物批组的方法,其中所述第一非线性缠结接缝和所述第二非线性缠结接缝各自在材料流动方向上延伸。
226.条款109.根据条款108所述的制造衣物批组的方法,其中所述第一非线性缠结接缝与所述第二非线性缠结接缝之间的距离沿所述材料流动方向变化,其中所述第一非线性缠结接缝与所述第二非线性缠结接缝之间的所述距离在不平行于所述材料流动方向的方向上测得。
227.条款110.根据条款107至109中任一项所述的制造衣物批组的方法,其中所述第一非线性缠结接缝和所述第二非线性缠结接缝包括缠结接缝的不同可视布置。
228.条款111.根据条款107至110中任一项所述的制造衣物批组的方法,其中所述缠结区域部分彼此重叠。
229.条款112.根据条款107至111中任一项所述的制造衣物批组的方法,其中所述衣物批组包括上身衣物。
230.条款113.根据条款107至111中任一项所述的制造衣物批组的方法,其中所述衣物批组包括下身衣物。
231.条款114.一种衣物批组,所述衣物批组具有共同成品形式,所述衣物批组由非织造织物形成,所述非织造织物具有至少第一非线性缠结接缝和第二非线性缠结接缝,所述第一非线性缠结接缝和所述第二非线性缠结接缝各自包括缠结区域,所述缠结区域从彼此延伸以形成相应的所述第一非线性缠结接缝和所述第二非线性缠结接缝,其中在所述缠结区域中的每一个处,形成所述非织造织物的纤维具有大致竖直的定向,所述衣物批组包括:
第一衣物,所述第一衣物由具有第一式样的所述非织造织物的第一部分形成,所述第一非线性缠结接缝和所述第二非线性缠结接缝位于所述第一衣物的所述第一部分上的第一位置处;以及第二衣物,所述第二衣物由具有所述第一式样的所述非织造织物的第二部分形成,所述第一非线性缠结接缝和所述第二非线性缠结接缝位于所述第二衣物的所述第二部分上的第二位置处,所述第二位置不同于所述第一位置。
232.条款115.根据条款114所述的衣物批组,其中所述第一非线性缠结接缝和所述第二非线性缠结接缝各自在材料流动方向上延伸。
233.条款116.根据条款115所述的衣物批组,其中所述第一非线性缠结接缝与所述第二非线性缠结接缝之间的距离沿所述材料流动方向变化,其中所述第一非线性缠结接缝与所述第二非线性缠结接缝之间的所述距离在不平行于所述材料流动方向的方向上测得。
234.条款117.根据条款114至116中任一项所述的衣物批组,其中所述第一非线性缠结接缝和所述第二非线性缠结接缝包括缠结接缝的不同可视布置。
235.条款118.根据条款114至117中任一项所述的衣物批组,其中所述缠结区域部分彼此重叠。
236.条款119.根据条款114至118中任一项所述的衣物批组,其中所述衣物批组包括上身衣物。
237.条款120.根据条款114至118中任一项所述的衣物批组,其中所述衣物批组包括下身衣物。
238.本公开的各方面已被描述为旨在成为说明性的而非限制性的。在不脱离其范围的情况下,替代方面对于本领域技术人员将变得明显。在不脱离本公开的范围的情况下,技术人员可以开发实施上述改进的替代手段。
239.应当理解,某些特征和子组合是有用的,并且可以在不参考其他特征和子组合的情况下使用,并且被设想为在权利要求的范围内。并非各个图中列出的所有步骤都需要按照所描述的特定顺序执行。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。