1.本实用新型涉及的是一种自动调速无纺布分切设备,适用于对收卷阻力有要求的无纺布分切场合。
背景技术:
2.目前市场上分切机的常规控制方案是利用电机来驱动收卷轴,在收卷轴上加有磁粉离合器,通过调节磁粉离合器的电流来控制其所产生的阻力,以控制材料表面的张力。其主要的特点是磁粉离合器作为一个阻力装置,由填充于工作间隙的磁粉传递扭矩,通过改变励磁电流就可以改变磁粉的磁性状态,进而调节传递的扭矩,控制产生的阻力。采用这种方案的分切机主要的缺点是:1、为防止收卷过程中,无纺布出现跑偏、打皱现象,需要人工时刻观察收卷时布面的松紧度,根据松紧情况调整磁粉离合器的电流;2、收卷速度不能高,高速运行时易造成磁粉高速磨擦,产生高温,造成磁粉离合器发热,导致工作不稳定,内部线圈容易烧坏;3、在潮湿天气时,磁粉容易受潮老化,出现故障,设备的维护工作量大。
技术实现要素:
3.本实用新型目的是针对上述不足之处提供一种自动调速无纺布分切设备,通过角位移装置实现自动调速功能,使非织造布在分切收卷时自动调速,分切速度快,工作平稳,设备简单可靠,维护工作量小。
4.一种自动调速无纺布分切设备是采取以下技术方案实现的:
5.一种自动调速无纺布分切设备包括机架、角位移导布辊、活动辊、导布辊、扩布辊、传动电机、同步导布辊、收卷辊、分切刀轴、分切电机、气胀轴、气缸和控制器。
6.所述的角位移导布辊设置在分切机机架的前端,角位移导布辊两端均安装有角位移链轮,在角位移链轮上安装有角位移传感器,角位移传感器采集的信号通过信号线传输到控制器,控制器根据采集到的角位移传感器信号,调整控制传动电机的变频器的输出频率。在链轮的两条竖直切线方向上,前端设置有配重块,后端设置有导轨及可沿导轨上下活动的滑块。配重块和滑块由链条通过角位移链轮连接在一起,活动辊安装在滑块上。
7.所述的导布辊、扩布辊、同步导布辊、收卷辊依次安装在角位移导布辊后方。同步导布辊和收卷辊上分别安装有导布链轮和收卷链轮,两个链轮的齿数和同步导布辊、收卷辊的直径成反比,保证由传动电机通过传动链轮、链条带动导布链轮和收卷链轮后,同步导布辊和收卷辊的线速度始终一致。
8.所述的传动电机安装在同步导布辊和收卷辊的下方,传动电机上安装有两个齿数相同的传动链轮,两个传动链轮通过链条分别与同步导布辊、收卷辊上的链轮相连。
9.所述的分切刀轴设置在同步导布辊和收卷辊中间位置的上方,由分切电机带动。
10.分切机工作时,所述的气胀轴放置在可沿水平方向滑动的气胀轴底座上,气胀轴底座底部与水平导轨配合,一端与气缸相连。气胀轴底座可沿水平导轨运动。
11.所述的控制器通过采集角位移传感器的数据,自动控制传动电机的快慢,保证收
卷的松紧度,实现自动调速的目的。
12.一种自动调速无纺布分切设备工作原理:
13.一种自动调速无纺布分切设备工作时,先根据分切速度,选择相应重量的配重块。然后将无纺布从角位移导布辊上方穿过,接着用无纺布托住活动辊后从导布辊引出,然后依次从扩布辊、同步导布辊、收卷辊上方穿过,最后缠绕在气胀轴上。设置气缸压力,启动气缸,将气胀轴底座沿水平导轨移动到气胀轴与收卷辊接触的位置。依次开启分切电机和传动电机,传动电机通过链条带动同步导布辊和收卷辊同方向转动,气胀轴在气缸的压力下,被收卷辊带动反方向转动,无纺布在气胀轴上缠绕成卷。分切刀轴在分切电机带动下对无纺布进行分切。在分切过程中,当放卷速度与收卷速度不匹配,无纺布产生松紧时,活动辊在无纺布的托举下,沿导轨上下运动,带动角位移链轮转动,安装在链轮上的角位移传感器将转动信号传递给控制器,控制器根据信号自动调节电动机的转速快慢,达到自动调速的目的。
14.一种自动调速无纺布分切设备采用角位移传感器的方法自动调速,大大减轻了操作工人的劳动强度,也节约了人力成本,不需要一直人工观察无纺布的松紧。设备结构简单,操作方便,运行平稳,收卷速度快,不仅性能可靠,基本不需要维护,而且加工效率高,产品质量均匀性好,可以节约大量人力、物力。本实用新型一种自动调速无纺布分切设备,通过控制器和角位移传感器实现自动调速功能,使非织造布在分切收卷时自动调速,节约人力物力,分切速度快,工作平稳,设备简单可靠,维护工作量小。
附图说明
15.为了更清楚地说明本实用新型的技术方案,下面对本实用新型所需要使用的附图作进一步说明:
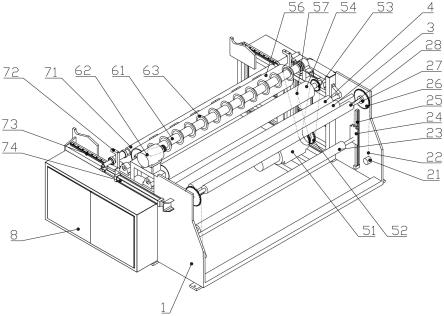
16.图1是本实用新型自动调速无纺布分切设备的等轴测图。
17.图2是本实用新型自动调速无纺布分切设备的正视图。
18.图3是本实用新型自动调速无纺布分切设备的剖视图。
19.图中:1、机架,21、配重块,22、链条,23、活动辊,24、滑块,25、导轨,26、角位移链轮,27、角位移传感器,28、角位移导布辊,3、导布辊,4、扩布辊,51、传动电机,52、传动链轮,53、导布链轮,54、同步导布辊,55、收卷辊链轮,56、收卷辊,57、链条,61、分切刀轴,62、分切电机,63、分切刀,71、气胀轴,72、气胀轴底座,73、水平导轨,74、气缸,8、控制器,9、无纺布。
具体实施方式
20.参照附图1-3,自动调速无纺布分切设备主要包括机架1、角位移导布辊28、活动辊23、导布辊3、扩布辊4、传动电机51、同步导布辊54、收卷辊56、分切刀轴61、分切电机62、气胀轴71、气缸74、控制器8。
21.所述的角位移导布辊28设置在分切机机架1的前端,角位移导布辊28两端均安装有角位移链轮26,在角位移链轮26上安装有角位移传感器27,角位移传感器27采集的信号通过信号线传输到控制器8,控制器8根据采集到的角位移传感器信号,调整控制传动电机的变频器的输出频率。在链轮26的两条竖直切线方向上,前端设置有配重块21,后端设置有导轨25及可沿导轨25上下活动的滑块24。配重块21和滑块24由链条22通过角位移链轮26连
接在一起,活动辊23安装在滑块24上,可随着滑块24上下移动。
22.所述的导布辊3、扩布辊4、同步导布辊54、收卷辊56依次安装在角位移导布辊28后方。同步导布辊54和收卷辊56上分别安装有导布链轮53和收卷链轮55,两个链轮的齿数和同步导布辊54、收卷辊56的直径成反比,保证经传动电机51、传动链轮52、链条55带动导布链轮53和收卷链轮55后,同步导布辊54和收卷辊56的线速度始终一致。
23.所述的传动电机51安装在同步导布辊54和收卷辊56的下方,传动电机51上安装有两个齿数相同的传动链轮52,两个传动链轮52通过链条57分别与同步导布辊54、收卷辊56上的链轮相连。
24.所述的分切刀轴61设置在同步导布辊54和收卷辊56中间位置的上方,由分切电机62带动。
25.分切机工作时,所述的气胀轴71放置在可沿水平方向滑动的气胀轴底座72上,气胀轴底座72底部与水平导轨73配合,气胀轴71一端与气缸74相连。气胀轴底座73可沿水平导轨73运动。
26.所述的控制器8通过采集角位移传感器27的数据,自动控制传动电机51的快慢,保证收卷的松紧度,实现自动调速的目的。
27.所述的控制器8采用plc控制器。plc控制器根据采集到的角位移传感器信号,来调整控制传动电机的变频器输出频率,调整同步导布辊和收卷辊的转速。
28.所述的分切刀轴61上装有若干组分切刀63,用于分切无纺布。
29.所述的配重块21可为两组相同质量的配重块分别安装在角位移导布辊的两侧,也可为一组配重轴安装在角位移导布辊两侧的链条上。配重块21的重量比活动辊23和滑块24的总重量轻300~700g。
30.所述的导轨25上安装有上、下两个限位装置,限位装置使角位移链轮上的角位移传感器量程范围限制在-45
°
~45
°
之间。
31.所述的限位装置采用两个限位块安装在导轨上,使角位移链轮旋转角度限制在90
°
内。
32.一种自动调速无纺布分切设备工作时,先根据分切速度,选择相应重量的配重块21。然后将无纺布9从角位移导布辊28上方穿过,接着用无纺布托住活动辊23后从导布辊3引出,然后依次从扩布辊4、同步导布辊54、收卷辊56上方穿过,最后缠绕在气胀轴71上。设置气缸压力,启动气缸74,将气胀轴底座72沿水平导轨73移动到气胀轴71与收卷辊56接触的位置。依次开启分切电机62和传动电机51,传动电机51通过链条带动同步导布辊54和收卷辊56同方向转动,气胀轴71在气缸74的压力下,被收卷辊56带动反方向转动,无纺布9在气胀轴71上缠绕成卷。分切刀轴61在分切电机62带动下对无纺布9进行分切。在分切过程中,当放卷速度与收卷速度不匹配,无纺布9产生松紧时,活动辊23在无纺布9的托举下,沿导轨25上下运动,带动角位移链轮26转动,安装在角位移链轮26上的角位移传感器27将转动信号传递给控制器8,控制器8根据信号自动调节传动电动机51的转速快慢,达到自动调速的目的。
33.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明保护的范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。