1.本发明涉及连铸加工技术领域,更为具体地,涉及一种淬冷工艺设计方法。
背景技术:
2.连铸过程表面淬冷技术是解决品种钢连铸坯高温热送表面热裂或者宽厚板边角裂纹的有效技术,能显著提高生产效率,降低生产成本。表面淬冷过程仿真模型对于表面淬冷工艺参数的定量化研究以及设备选型设计等都有重要的作用,可以显著提高设计的有效性和质量,从而保证表面淬冷技术最终的使用效果。
3.在表面淬冷仿真过程中,淬冷介质的温度对换热系数有显著影响,因此会影响计算结果及工艺研究等,尤其对于水冷槽式淬冷,在连铸坯进行淬冷过程中,淬冷装置内的淬冷介质的温度是一个变化的过程,由于铸坯热量的释放会带来淬冷介质温度在初始温度基础上不断升高,这个变回温的过程如果按照淬冷介质温度恒定来计算,结果与实际情况会有较大偏离,带来工艺研究的失真,因此,很有必要进行仿真方法的处理。
4.淬冷装置内淬冷介质量的设计对淬冷效果会带来决定性影响,首先淬冷装置内的淬冷介质的量必须保证连铸坯的完全浸没,在此基础上,如果淬冷介质的量选择偏小,则会导致淬冷过程中淬冷介质的温升过大,影响淬冷效果,不能达到表面淬冷目标,甚至引起铸坯缺陷;如果淬冷介质的量选择偏大,则带来淬冷系统淬冷介质用量的增大,增大系统负荷。
5.由于目前缺少一种能够精确仿真淬冷过程的可寻方法,因此急提出一种冷却槽式的淬冷工艺的合理设计方法。
技术实现要素:
6.鉴于上述问题,本发明的目的是提供一种淬冷工艺设计方法,以解决目前缺少一种能够精确仿真淬冷过程的槽式淬冷工艺的合理设计方法的问题。
7.本发明提供一种淬冷工艺设计方法,包括如下步骤:
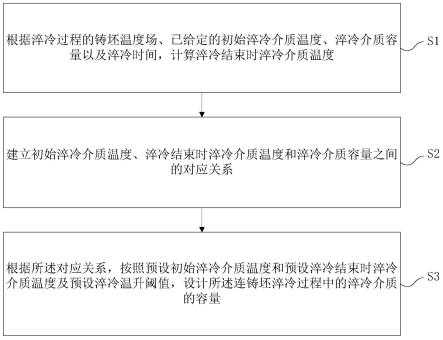
8.s1、根据淬冷过程的铸坯温度场、已给定的初始淬冷介质温度、淬冷介质容量以及淬冷时间,计算淬冷结束时淬冷介质温度;
9.s2、建立初始淬冷介质温度、淬冷结束时淬冷介质温度和淬冷介质容量之间的对应关系;
10.s3、根据所述对应关系,按照预设初始淬冷介质温度和预设淬冷结束时淬冷介质温度及预设淬冷温升阈值,设计所述连铸坯淬冷过程中的淬冷介质的容量;
11.其中,所述预设淬冷温升阈值为所述预设淬冷结束时淬冷介质温度与所述预设初始淬冷介质温度之间的温差的工艺合理值。
12.此外,优选的方案是,所述根据淬冷过程的铸坯温度场、已给定的初始淬冷介质温度、淬冷介质容量以及淬冷时间,计算淬冷结束时淬冷介质温度包括:
13.a1、通过温度场计算模型对连铸坯淬冷过程的温度场进行实时的跟踪计算,得到
连续变化的铸坯温度场;
14.a2、根据所述铸坯温度场、所述初始淬冷介质温度和铸坯表面的换热系数,计算预设时间步长内从连铸坯导出的热量;
15.a3、根据所述预设时间步长内从连铸坯导出的热量和预设有效系数,计算所述预设时间步长内淬冷介质吸收的热量;
16.a4、根据所述预设时间步长内淬冷介质吸收的热量以及前一预设时间步长结束后对应的淬冷介质温度,计算该预设时间步长结束后的淬冷介质温度;
17.a5、重复步骤a2~a4,直到淬冷结束,得到淬冷结束时淬冷介质温度。
18.此外,优选的方案是,所述温度场计算模型采用转换温度和转换热焓法对连铸坯的温度场进行计算,包括如下计算公式:
19.传热微分简化公式:
[0020][0021]
其中,ρ为连铸坯的密度,t为传热时间,λ0是参考温度t0下的导热系数,φ为转换温度,h为热焓;
[0022]
热焓的计算公式为:
[0023][0024]
其中,t0是任选的参考温度,h0是对应的参考热焓,l为凝固潜热,c
p
(τ)为温度τ下的比热,fs为固相率;
[0025]
转换温度与温度对应关系公式为:
[0026][0027]
其中,λ0是参考温度t0下的导热系数;λ(t)为温度t下的导热系数。
[0028]
此外,优选的方案是,所述根据所述铸坯温度场、所述初始淬冷介质温度和铸坯表面的换热系数,计算预设时间步长内从连铸坯导出的热量包括:
[0029]
在预设时间步长内,根据所述连铸坯温度场和铸坯表面的换热系数,计算所述连铸坯的热流;其中,所述铸坯表面的换热系数与所述淬冷介质的温度为相关的函数,h=f(tw);其中,h为铸坯表面的换热系数,tw为淬冷介质的温度;
[0030]
根据所述连铸坯的热流和初始淬冷介质温度,计算预设时间步长内从连铸坯导出的热量。
[0031]
此外,优选的方案是,所述连铸坯淬冷过程的边界换热采用第三类边界条件,所述第三类边界条件为:
[0032]
q=h*(tsurface-twater);
[0033]
其中,q为热流,h为铸坯表面的换热系数,tsurface为铸坯表面温度,twater为淬冷介质上个时间步长结束后的温度,当计算连铸坯在第一个预设时间步长内的热流时,淬冷介质的上个预设时间步长的温度为初始淬冷介质温度。
[0034]
此外,优选的方案是,根据所述连铸坯的热流和初始淬冷介质温度,计算预设时间
步长内从连铸坯导出的热量包括:
[0035]
采用平均热流计算公式,计算所述连铸坯的平均热流;
[0036]
其中,所述平均热流计算公式为:
[0037]
其中,q
ave
为连铸坯的平均热流,qi为预先设置在连铸坯上的每个计算网格的热流,n为计算网格的数量;
[0038]
根据所述连铸坯的平均热流,采用第一连铸坯导出热量计算公式,计算预设时间步长内从连铸坯导出的热量;
[0039]
其中,所述第一连铸坯导出热量计算公式为:
[0040]
q=q
ave
·
2(a b)l
·
δt;
[0041]
其中,q为连铸坯的导出热量,q
ave
为连铸坯的平均热流,a、b分别为连铸坯的断面厚度和宽度,l为连铸坯的定尺长度,
△
t为预设时间步长。
[0042]
此外,优选的方案是,根据所述连铸坯的热流和初始淬冷介质温度,计算预设时间步长内从连铸坯导出的热量包括:
[0043]
根据所述连铸坯与淬冷介质接触的面上划分的计算网格的面积,采用第二连铸坯导出热量计算公式,计算预设时间步长内从连铸坯导出的热量;其中,所述第二连铸坯导出热量计算公式为:
[0044][0045]
其中,q为连铸坯的导出热量,qi为预先设置在连铸坯上的每个计算网格的热流,δsi为计算网格的面积,
△
t为预设时间步长,l为连铸坯的定尺长度,n为计算网格的数量。
[0046]
此外,优选的方案是,所述淬冷介质吸收的热量的计算公式为:
[0047]
qw=q*η;其中,qw为从连铸坯内导出热量被淬冷介质吸收的部分热量,η为预设有效系数。
[0048]
此外,优选的方案是,所述根据所述预设时间步长内淬冷介质吸收的热量以及前一预设时间步长结束后对应的淬冷介质温度,计算该预设时间步长结束后的淬冷介质温度包括:
[0049]
采用淬冷介质温度升高计算公式计算所述预设时间步长内淬冷介质的温度的升高值;其中,所述淬冷介质温度升高计算公式为:
[0050]
△
t=qw/(w*cp);其中,
[0051]
△
t为淬冷介质的温度的升高值,qw为从连铸坯内导出热量被淬冷介质吸收的部分热量,w为淬冷介质的容量,cp为淬冷介质的比热;
[0052]
通过预设时间步长结束后的淬冷介质温度计算公式,计算预设时间步长结束后的淬冷介质温度;其中,
[0053]
所述预设时间步长结束后的淬冷介质温度计算公式为:
[0054]
tw=tw1
△
t;
[0055]
其中,tw为预设时间步长结束后的淬冷介质温度,tw1为本预设时间步长开始时对应的淬冷介质温度,
△
t为淬冷介质的温度的升高值。
[0056]
此外,优选的方案是,所述预设初始淬冷介质温度为不大于45℃;所述预设淬冷结
束时淬冷介质温度为不大于60℃;所述预设淬冷温升阈值为不大于20℃;和/或,所述淬冷介质为水。
[0057]
从上面的技术方案可知,本发明提供的淬冷工艺设计方法,通过利用精确表面淬冷计算模型(即温度场计算模型在淬冷过程中的应用)计算淬冷过程的铸坯温度场,根据已给定的初始淬冷介质温度、淬冷介质容量以及淬冷时间,计算淬冷结束时淬冷介质温度,从而得到不同工况下的初始淬冷介质温度、淬冷结束时淬冷介质温度和淬冷介质容量之间的对应关系,再根据预设初始淬冷介质温度和预设淬冷结束时淬冷介质温度及预设淬冷温升阈值的限定条件,快速精确地设计连铸坯淬冷过程中的淬冷介质的容量,从而保证淬冷效果。本发明提供的方法通过精确模拟表面淬冷过程,考虑淬冷介质温度的实时变化,反应实际情况,计算结果更加可靠。
[0058]
为了实现上述以及相关目的,本发明的一个或多个方面包括后面将详细说明的特征。下面的说明以及附图详细说明了本发明的某些示例性方面。然而,这些方面指示的仅仅是可使用本发明的原理的各种方式中的一些方式。此外,本发明旨在包括所有这些方面以及它们的等同物。
附图说明
[0059]
通过参考以下结合附图的说明,并且随着对本发明的更全面理解,本发明的其它目的及结果将更加明白及易于理解。在附图中:
[0060]
图1为根据本发明实施例的淬冷工艺设计方法的流程示意图;
[0061]
图2为根据本发明实施例1中的不同初始水温和水容量下的温升趋势图。
[0062]
在附图中相同的标号指示相似或相应的特征或功能。
具体实施方式
[0063]
在下面的描述中,出于说明的目的,为了提供对一个或多个实施例的全面理解,阐述了许多具体细节。然而,很明显,也可以在没有这些具体细节的情况下实现这些实施例。
[0064]
针对前述提出的目前缺少一种能够精确仿真淬冷过程的槽式淬冷工艺的合理设计方法的问题,提出了一种淬冷工艺设计方法。
[0065]
以下将结合附图对本发明的具体实施例进行详细描述。
[0066]
为了说明本发明提供的淬冷工艺设计方法,图1示出了根据本发明实施例的淬冷工艺设计方法的流程;图2示出了根据本发明实施例1中的不同初始水温和水容量下的温升趋势。
[0067]
如图1结合图2共同所示,本发明提供的淬冷工艺设计方法,包括如下步骤:
[0068]
s1、根据淬冷过程的铸坯温度场、已给定的初始淬冷介质温度、淬冷介质容量以及淬冷时间,计算淬冷结束时淬冷介质温度。
[0069]
作为本发明的一个优选方案,根据淬冷过程的铸坯温度场、已给定的初始淬冷介质温度、淬冷介质容量以及淬冷时间,计算淬冷结束时淬冷介质温度包括:
[0070]
a1、通过温度场计算模型对连铸坯淬冷过程的温度场进行实时的跟踪计算,得到连续变化的铸坯温度场;
[0071]
a2、根据铸坯温度场、初始淬冷介质温度和铸坯表面的换热系数,计算预设时间步
长内从连铸坯导出的热量;
[0072]
a3、根据预设时间步长内从连铸坯导出的热量和预设有效系数,计算所预设时间步长内淬冷介质吸收的热量;
[0073]
a4、根据预设时间步长内淬冷介质吸收的热量以及前一预设时间步长结束后对应的淬冷介质温度,计算该预设时间步长结束后的淬冷介质温度;
[0074]
a5、重复步骤a2~a4,直到淬冷结束,得到淬冷结束时淬冷介质温度。
[0075]
作为本发明的一个优选方案,温度场计算模型采用转换温度和转换热焓法对连铸坯的温度场进行计算,包括如下计算公式:
[0076]
传热微分简化公式:
[0077][0078]
其中,ρ为连铸坯的密度,t为传热时间,λ0是参考温度t0下的导热系数,φ为转换温度,h为热焓;
[0079]
热焓的计算公式为:
[0080][0081]
其中,t0是任选的参考温度,h0是对应的参考热焓,l为凝固潜热,c
p
(τ)为温度τ下的比热,fs为固相率;
[0082]
转换温度与温度对应关系公式为:
[0083][0084]
其中,λ0是参考温度t0下的导热系数;λ(t)为温度t下的导热系数。
[0085]
作为本发明的一个优选方案,根据铸坯温度场、初始淬冷介质温度和铸坯表面的换热系数,计算预设时间步长内从连铸坯导出的热量包括:
[0086]
在预设时间步长内,根据连铸坯温度场和铸坯表面的换热系数,计算连铸坯的热流;其中,铸坯表面的换热系数与淬冷介质的温度为相关的函数,h=f(tw);其中,h为铸坯表面的换热系数,tw为淬冷介质的温度;
[0087]
根据连铸坯的热流和初始淬冷介质温度,计算预设时间步长内从连铸坯导出的热量。
[0088]
考虑每个预设时间步长内连铸坯释放热量和淬冷介质吸收热量的平衡,在每个预设时间步长内考虑从连铸坯释放热量带来淬冷介质温度的升高,确定实时淬冷介质的温度,以此作为下个预设时间步长传热的基础,从而保证模型计算结果的精确,也更接近于实际情况。
[0089]
作为本发明的一个优选方案,连铸坯淬冷过程的边界换热采用第三类边界条件,第三类边界条件为:
[0090]
q=h*(tsurface-twater);
[0091]
其中,q为热流,h为铸坯表面的换热系数,tsurface为铸坯表面温度,twater为淬冷介质上个时间步长结束后的温度,当计算连铸坯在第一个预设时间步长内的热流时,淬
冷介质的上个预设时间步长的温度为初始淬冷介质温度。
[0092]
已知初始淬冷介质温度可计算出每个预设时间步长中连铸坯的热流,进而最后计算出淬冷结束时淬冷介质温度。
[0093]
作为本发明的一个优选方案,根据连铸坯的热流和初始淬冷介质温度,计算预设时间步长内从连铸坯导出的热量包括:
[0094]
采用平均热流计算公式,计算连铸坯的平均热流;
[0095]
其中,所述平均热流计算公式为:
[0096]
其中,q
ave
为连铸坯的平均热流,qi为预先设置在连铸坯上的每个计算网格的热流,n为计算网格的数量;
[0097]
根据连铸坯的平均热流,采用第一连铸坯导出热量计算公式,计算预设时间步长内从连铸坯导出的热量;
[0098]
其中,第一连铸坯导出热量计算公式为:
[0099]
q=q
ave
·
2(a b)l
·
δt;
[0100]
其中,q为连铸坯的导出热量,q
ave
为连铸坯的平均热流,a、b分别为连铸坯的断面厚度和宽度,l为连铸坯的定尺长度,
△
t为预设时间步长。
[0101]
作为本发明的一个优选方案,根据连铸坯的热流和初始淬冷介质温度,计算预设时间步长内从连铸坯导出的热量包括:
[0102]
根据连铸坯与淬冷介质接触的面上划分的计算网格的面积,采用第二连铸坯导出热量计算公式,计算预设时间步长内从连铸坯导出的热量;其中,所述第二连铸坯导出热量计算公式为:
[0103][0104]
其中,q为连铸坯的导出热量,qi为预先设置在连铸坯上的每个计算网格的热流,δsi为计算网格的面积,
△
t为预设时间步长,l为连铸坯的定尺长度,n为计算网格的数量。
[0105]
可采用上述两种计算方式,计算出连铸坯导出的热量。
[0106]
作为本发明的一个优选方案,淬冷介质吸收的热量的计算公式为:
[0107]
qw=q*η;其中,qw为从连铸坯内导出热量被淬冷介质吸收的部分热量,η为预设有效系数。
[0108]
作为本发明的一个优选方案,根据预设时间步长内淬冷介质吸收的热量以及前一预设时间步长结束后对应的淬冷介质温度,计算该预设时间步长结束后的淬冷介质温度包括:
[0109]
采用淬冷介质温度升高计算公式计算预设时间步长内淬冷介质的温度的升高值;其中,淬冷介质温度升高计算公式为:
[0110]
△
t=qw/(w*cp);其中,
[0111]
△
t为淬冷介质的温度的升高值,qw为从连铸坯内导出热量被淬冷介质吸收的部分热量,w为淬冷介质的容量,cp为淬冷介质的比热;
[0112]
通过预设时间步长结束后的淬冷介质温度计算公式,计算预设时间步长结束后的淬冷介质温度;其中,
[0113]
预设时间步长结束后的淬冷介质温度计算公式为:
[0114]
tw=tw1
△
t;
[0115]
其中,tw为预设时间步长结束后的淬冷介质温度,tw1为本预设时间步长开始时对应的淬冷介质温度,
△
t为淬冷介质的温度的升高值。
[0116]
s2、建立初始淬冷介质温度、淬冷结束时淬冷介质温度和淬冷介质容量之间的对应关系。
[0117]
通过建立不同的初始淬冷介质温度、淬冷结束时淬冷介质温度和淬冷介质容量之间的对应关系,用于后面设计连铸坯淬冷过程中的淬冷介质的容量。
[0118]
s3、根据对应关系,按照预设初始淬冷介质温度和预设淬冷结束时淬冷介质温度及预设淬冷温升阈值,设计连铸坯淬冷过程中的淬冷介质的容量。
[0119]
其中,预设淬冷温升阈值为预设淬冷结束时淬冷介质温度与预设初始淬冷介质温度之间的温差的工艺合理值。
[0120]
作为本发明的一个优选方案,预设初始淬冷介质温度为不大于45℃;预设淬冷结束时淬冷介质温度为不大于60℃;预设淬冷温升阈值为不大于20℃;和/或,淬冷介质为水。
[0121]
以水冷槽淬冷工艺为例,水冷槽内初始水温不大于45℃,淬冷过程中水温上升程度不大于20℃,淬冷结束后水温不大于60℃。据此依据工艺设计准则,在本精确表面淬冷计算模型基础上就可以进行水冷槽内冷却水的容量的工艺设计,从而保证淬冷效果。
[0122]
以下示例将对本发明予以进一步的说明,以便本领域人员更好的理解本发明的优点和特征。
[0123]
实施例1:
[0124]
以某厂小方坯连铸水冷槽式淬冷工业生产为例,其中连铸坯断面为180mm*180mm,定尺长度为12m,钢种为40cr,工艺淬冷时间为30s。
[0125]
在淬冷开始水冷槽内初始水温为35℃和40℃两种情况下,利用本发明提供的方法,(其中有效系数η取1),可以得到不同水冷槽内的水容量情况下的温升情况,计算结果如图2所示。
[0126]
从图2可以看出,在相同淬冷时间和相同初始水温情况下,随着水冷槽内水容量的增大,表面淬冷过程中冷却水的温升随之降低,淬冷效果更有保证。图2中虽然40℃初始水温的温升比35℃时小,但总体上40℃初始水温淬冷后的水温要大于35℃初始水温的情况,说明35℃的淬冷效果要好。
[0127]
根据本发明的工艺设计准则:冷过程中水温上升程度不大于20℃,淬冷结束后水温不大于60℃,针对本实施例的具体情况,水冷槽内的水容量必须大于4t。
[0128]
通过上述具体实施方式可看出,本发明提供的淬冷工艺设计方法,通过利用精确表面淬冷计算模型(即温度场计算模型在淬冷过程中的应用)计算淬冷过程的铸坯温度场,根据已给定的初始淬冷介质温度、淬冷介质容量以及淬冷时间,计算淬冷结束时淬冷介质温度,从而得到不同工况下的初始淬冷介质温度、淬冷结束时淬冷介质温度和淬冷介质容量之间的对应关系,再根据预设初始淬冷介质温度和预设淬冷结束时淬冷介质温度及预设淬冷温升阈值的限定条件,快速精确地设计连铸坯淬冷过程中的淬冷介质的容量,从而保证淬冷效果。本发明提供的方法通过精确模拟表面淬冷过程,考虑淬冷介质温度的实时变化,反应实际情况,计算结果更加可靠。
[0129]
如上参照附图以示例的方式描述了根据本发明提出的淬冷工艺设计方法。但是,本领域技术人员应当理解,对于上述本发明所提出的淬冷工艺设计方法,还可以在不脱离本发明内容的基础上做出各种改进。因此,本发明的保护范围应当由所附的权利要求书的内容确定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。