1.本发明涉及橡胶管覆膜设备技术领域,具体涉及一种橡胶管覆膜成型装置及其工艺。
背景技术:
2.橡胶管成型通常是通过硫化实现,传统的硫化工艺制备的橡胶管需要根据橡胶管的材料成分、配比以及结构等不同情况,确定硫化的温度、时间等工艺参数,较难实现统一效果。
3.若硫化工艺控制不当,所得橡胶管表面黏连或不平整,将导致外观不合格。因此通常会在橡胶管硫化前缠覆薄膜,以隔绝空气和水蒸气,所得橡胶管表面的情况有所好转,但也不能完全解决问题。现有缠覆薄膜是采用手工方式,生产效率较低,且薄膜缠覆质量难以把控。
技术实现要素:
4.本发明的目的在于提供一种橡胶管覆膜成型装置及其工艺,以解决背景技术中提到的问题。为实现上述目的,本发明提供如下技术方案:一种橡胶管覆膜成型装置,包括固定环,所述固定环外侧通过轴承连接转动环,所述转动环外侧沿圆周设有从动齿,所述从动齿啮合驱动轮,所述驱动轮连接驱动电机,所述转动环侧壁上安装有位移机构和覆膜机构。
5.优选地,所述覆膜机构包括上安装架,所述上安装架内部安装有转动轴,所述转动轴上转动连接有送料辊轴,所述上安装架的底部开有过料条孔,所述送料辊轴上缠覆多层薄膜,所述薄膜底部通过过料条孔穿出上安装架,所述过料条孔一侧设有喷气管,所述喷气管上设有喷气孔,所述喷气管位于上安装架的下方,薄膜一侧,所述喷气管通过送气管道连接气泵,所述气泵安装于上安装架一侧,所述上安装架另一侧连接连接轴一端,所述连接轴另一端连接转动环侧壁。
6.优选地,所述上安装架底部安装有排气机构,所述排气机构包括下安装板,所述下安装板底部连接压紧弹簧,所述压紧弹簧底部连接弹性排气板。
7.优选地,所述位移机构包括连接轴ⅰ,所述连接轴ⅰ一端连接转动环侧壁,另一端连接安装块,所述安装块底部连接上连接杆,所述上连接杆底部连接弹簧,所述弹簧底部连接下连接杆,所述下连接杆底部连接滚轮架,所述滚轮架上安装有从动轮,两端连接位移滚轮,所述从动轮通过输送带连接驱动轮,所述驱动轮连接位移电机,所述位移电机安装于下连接杆上。
8.优选地,所述位移机构设有三个,所述覆膜机构设有一个,所述位移机构和覆膜机构沿转动环侧壁圆周分布。
9.一种橡胶管覆膜成型工艺,具体包括以下内容:
10.(1)将驱动电机通过支架安装在橡胶管一侧,并通过外部移动装置使其可沿橡胶管长度方向移动,橡胶管套入到固定环的环内,将送料辊轴上的薄膜穿过过料条孔贴合橡
胶管表面;
11.(2)启动驱动电机和气泵,驱动电机通过驱动轮驱动转动环进行转动,薄膜开始进行缠绕,缠绕过程中气泵通过喷气管上的喷气孔向薄膜喷气,避免薄膜上附有杂物,同时避免薄膜发生折叠;
12.(3)薄膜缠绕时,弹性排气板在压紧弹簧的作用下将缠绕的薄膜压紧抚平,从而避免空气残留;
13.(4)覆膜机构运行一周后,薄膜完成橡胶管一圈的缠绕,启动位移电机,位移电机通过输送带带动滚轮架转动,从而使位移滚轮沿橡胶管长度方向进行位移,最终实现橡胶管的整体覆膜。
14.本发明的技术效果和优点:本装置其利用覆膜机构和位移机构进行覆膜,相比于现有对橡胶管人工缠覆薄膜的方式而言,其可以有效提高橡胶管的覆膜均匀程度和工作效率,减少硫化后橡胶管表面黏连和不平整情况的出现,减少不合格产品的产生几率。
附图说明
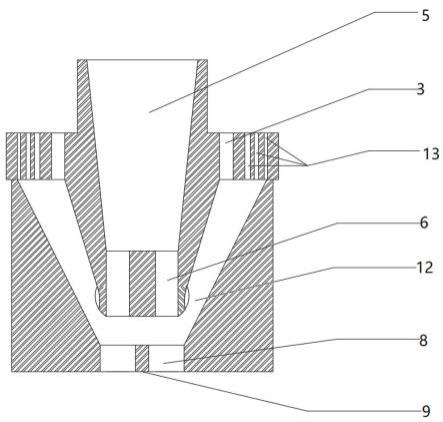
15.图1为本发明的结构示意图;
16.图2为本发明的覆膜机构结构示意图;
17.图3为本发明的位移机构结构示意图。
18.图中,1.固定环;2.转动环;3.从动齿;4.驱动轮;5.驱动电机;6.上安装架;7.转动轴;8.送料辊轴,9.薄膜;10.喷气管,11.送气管;12.气泵;13.连接轴;14.下安装板;15.压紧弹簧;16.弹性排气板;17.连接轴ⅰ;18.安装块,19.上连接杆;20.弹簧,21.下连接杆,22.滚轮架,23.从动轮,24.位移滚轮,25.输送带,26.驱动轮,27.位移电机,28.位移机构,29.覆膜机构。
具体实施方式
19.为了使本发明的实现技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示,进一步阐述本发明,在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接或是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以两个元件内部的连通。
20.实施例
21.如图1-3所示一种橡胶管覆膜成型装置,包括固定环1,所述固定环1外侧通过轴承连接转动环2,所述转动环2外侧沿圆周设有从动齿3,所述从动齿3啮合驱动轮4,所述驱动轮4连接驱动电机5,所述转动环2侧壁上安装有位移机构28和覆膜机构29;
22.所述覆膜机构29包括上安装架6,所述上安装架6内部安装有转动轴7,所述转动轴7上转动连接有送料辊轴8,所述上安装架6的底部开有过料条孔,所述送料辊轴8上缠覆多层薄膜9,所述薄膜9底部通过过料条孔穿出上安装架6,所述过料条孔一侧设有喷气管10,所述喷气管10上设有喷气孔,所述喷气管10位于上安装架6的下方,薄膜9一侧,所述喷气管10通过送气管11道连接气泵12,所述气泵12安装于上安装架6一侧,所述上安装架6另一侧连接连接轴13一端,所述连接轴13另一端连接转动2环侧壁;
23.所述上安装架6底部安装有排气机构,所述排气机构包括下安装板14,所述下安装板14底部连接压紧弹簧15,所述压紧弹簧15底部连接弹性排气板16;
24.所述位移机构28包括连接轴ⅰ17,所述连接轴ⅰ17一端连接转动环2侧壁,另一端连接安装块18,所述安装块18底部连接上连接杆19,所述上连接杆19底部连接弹簧20,所述弹簧20底部连接下连接杆21,所述下连接杆21底部连接滚轮架22,所述滚轮架22上安装有从动轮23,两端连接位移滚轮24,所述从动轮23通过输送带25连接驱动轮26,所述驱动轮26连接位移电机27,所述位移电机27安装于下连接杆21上;
25.所述位移机构28设有三个,所述覆膜机构29设有一个,所述位移机构28和覆膜机构29沿转动环2侧壁圆周分布。
26.一种橡胶管覆膜成型工艺,具体包括以下内容:
27.(1)将驱动电机5通过支架安装在橡胶管一侧,并通过外部移动装置使其可沿橡胶管长度方向移动,橡胶管套入到固定环1的环内,将送料辊轴8上的薄膜9穿过过料条孔贴合橡胶管表面;
28.(2)启动驱动电机5和气泵12,驱动电机5通过驱动轮4驱动转动环2进行转动,薄膜9开始进行缠绕,缠绕过程中气泵12通过喷气管10上的喷气孔向薄膜9喷气,避免薄膜9上附有杂物,同时避免薄膜9发生折叠;
29.(3)薄膜9缠绕时,弹性排气板16在压紧弹簧15的作用下将缠绕的薄膜9压紧抚平,从而避免空气残留;
30.(4)覆膜机构29运行一周后,薄膜9完成橡胶管一圈的缠绕,启动位移电机27,位移电机27通过输送带25带动滚轮架22转动,从而使位移滚轮24沿橡胶管长度方向进行位移,最终实现橡胶管的整体覆膜。
31.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。