1.本发明涉及导流槽加工制造方法技术领域,特别涉及一种铜钢导流槽加工制造方法。
背景技术:
2.国内主要是铸造的方法生产铜导流槽或铜钢导流槽。整个造型制作周期长,铸造技术复杂。
技术实现要素:
3.针对上述技术问题,本发明提供了一种铜钢导流槽加工制造方法。
4.为了实现上述目的,本发明的技术方案具体如下:一种铜钢导流槽加工制造方法,包括以下步骤:加热复合材料
→
压弯成形
→
水道加工
→
水道密封
→
进出水管焊接
→
法兰焊接
→
打压测试;其中,复合材料为不锈钢层,位于中间层的t2紫铜层和炭钢层。
5.其中,加热复合材料具体为:对复合材料先进行下料,下料尺寸各边预留30mm加工余量,将下料好的复合材料加热到400℃~600℃。
6.其中,压弯成形具体为:将加热后的复合材料放入模具中,不锈钢层与凸模面接触,模具截面为u形结构, 模具分凸模与凹模,用压力机压制,最终将复合材料加工成u形槽体,之后进行冷却。
7.其中,水道加工具体为:利用镗铣方法,在t2紫铜层加工水道,水道截面为c形或椭圆形。
8.其中,水道密封具体为:用密封钢板将水道上沿密封上,密封钢板形状就是水道的线路走向,厚度为复合材料的不锈钢层厚度,水道密封后,截面d形或封闭的椭圆形。
9.其中,进出水管焊接具体为:在水道两端分别焊接上进水管和出水管。
10.其中,法兰焊接具体为:将连接法兰接到u形槽体的两端,u形槽体的中间焊上加强筋,再对整体尺寸进加工及对连接法兰钻孔,达到设计图纸要求。
11.其中,打压测试具体为:对水道进行吹扫,之后,对水道打压及泄漏检测,打压压力0.8~1mpa,时间30分钟,无泄漏无降压为合格。
12.本发明的有益效果是:本发明操作简单,节省整个工序和时间,提高了生产效率,适用于铜-钢导流槽的生产加工,具有适用性强、生产效率高的特点。
附图说明
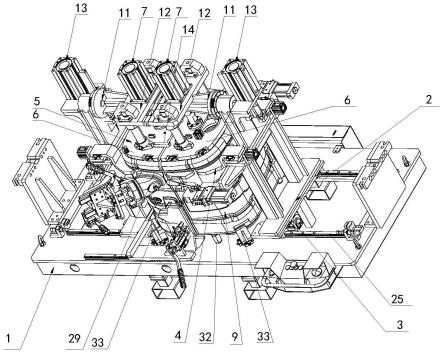
13.图1是本发明制造出的铜钢导流槽的结构示意图。
14.图2是图1的a-a剖视图。
具体实施方式
15.为使本发明的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本发明进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本发明的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本发明的概念。
16.一种铜钢导流槽加工制造方法,包括以下步骤:加热复合材料
→
压弯成形
→
水道加工
→
水道密封
→
进出水管焊接
→
法兰焊接
→
打压测试;其中,如图1和图2所示,复合材料为不锈钢层2,位于中间层的t2紫铜层3和炭钢层4。
17.其中,加热复合材料具体为:对复合材料先进行下料,下料尺寸各边预留30mm加工余量,将下料好的复合材料加热到400℃~600℃。
18.其中,如图1和图2所示,压弯成形具体为:将加热后的复合材料放入模具中,不锈钢层2与凸模面接触,模具截面为u形结构, 模具分凸模与凹模,用压力机压制,最终将复合材料加工成u形槽体1,之后进行冷却。
19.其中,如图1和图2所示,水道加工具体为:利用镗铣方法,在t2紫铜层3加工水道6,水道6截面为c形或椭圆形。
20.其中,水道密封具体为:用密封钢板将水道6上沿密封上,密封钢板形状就是水道6的线路走向,厚度为复合材料的不锈钢层2厚度,水道6密封后,截面d形或封闭的椭圆形。
21.其中,如图1和图2所示,进出水管焊接具体为:在水道6两端分别焊接上进水管5和出水管9。
22.其中,如图1和图2所示,法兰焊接具体为:将连接法兰7接到u形槽体1的两端,u形槽体1的中间焊上加强筋8,再对整体尺寸进加工及对连接法兰7钻孔,达到设计图纸要求。
23.其中,打压测试具体为:对水道6进行吹扫,之后,对水道6打压及泄漏检测,打压压力0.8~1mpa,时间30分钟,无泄漏无降压为合格。
24.应当理解的是,本发明的上述具体实施方式仅仅用于示例性说明或解释本发明的原理,而不构成对本发明的限制。因此,在不偏离本发明的精神和范围的情况下所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。此外,本发明所附权利要求旨在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。
技术特征:
1.一种铜钢导流槽加工制造方法,其特征在于,包括以下步骤:加热复合材料
→
压弯成形
→
水道加工
→
水道密封
→
进出水管焊接
→
法兰焊接
→
打压测试;其中,复合材料为不锈钢层(2),位于中间层的t2紫铜层(3)和炭钢层(4)。2.根据权利要求1所述的一种铜钢导流槽加工制造方法,其特征在于,所述加热复合材料具体为:对复合材料先进行下料,下料尺寸各边预留30mm加工余量,将下料好的复合材料加热到400℃~600℃。3.根据权利要求2所述的一种铜钢导流槽加工制造方法,其特征在于,所述压弯成形具体为:将加热后的复合材料放入模具中,不锈钢层(2)与凸模面接触,模具截面为u形结构, 模具分凸模与凹模,用压力机压制,最终将复合材料加工成u形槽体(1),之后进行冷却。4.根据权利要求3所述的一种铜钢导流槽加工制造方法,其特征在于,所述水道加工具体为:利用镗铣方法,在t2紫铜层(3)加工水道(6),水道(6)截面为c形或椭圆形。5.根据权利要求4所述的一种铜钢导流槽加工制造方法,其特征在于,所述水道密封具体为:用密封钢板将水道(6)上沿密封上,密封钢板形状就是水道(6)的线路走向,厚度为复合材料的不锈钢层(2)厚度,水道(6)密封后,截面d形或封闭的椭圆形。6.根据权利要求5所述的一种铜钢导流槽加工制造方法,其特征在于,所述进出水管焊接具体为:在水道(6)两端分别焊接上进水管(5)和出水管(9)。7.根据权利要求6所述的一种铜钢导流槽加工制造方法,其特征在于,所述法兰焊接具体为:将连接法兰(7)接到u形槽体(1)的两端,u形槽体(1)的中间焊上加强筋(8),再对整体尺寸进加工及对连接法兰(7)钻孔,达到设计图纸要求。8.根据权利要求7所述的一种铜钢导流槽加工制造方法,其特征在于,所述打压测试具体为:对水道(6)进行吹扫,之后,对水道(6)打压及泄漏检测,打压压力0.8~1mpa,时间30分钟,无泄漏无降压为合格。
技术总结
本发明公开了一种铜钢导流槽加工制造方法,该装置包括以下步骤:加热复合材料
技术研发人员:陈锋洲 秦玉怀 韩惠明 侯景龙 高晓杰
受保护的技术使用者:金川集团股份有限公司
技术研发日:2022.09.21
技术公布日:2022/11/22
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。