技术特征:
1.一种脆性板加工装置,其特征在于,包括:工作台,所述工作台保持脆性板;加工头,所述加工头具有加工轮,所述加工轮对保持于所述工作台的所述脆性板的外周缘进行加工;测定部,所述测定部对所述加工轮相对于所述脆性板在轴心方向上的位置偏差量进行测定;以及控制部,所述控制部根据所述测定部测定出的所述加工轮的轴心方向上的位置偏差量来修正该加工轮的轴心方向上的位置偏差,并且使所述位置偏差被修正的加工轮进行所述脆性板的外周缘的加工。2.如权利要求1所述的脆性板加工装置,其特征在于,所述测定部包括:安装板;移动座,所述移动座以在与所述加工轮的轴心正交的第一方向上相对于所述安装板自由地相对移动的方式设置;移动机构,所述移动机构使所述移动座在所述第一方向上移动;以及旋转机构,所述旋转机构设置于所述移动座且具有包括顶端部的轴构件,所述测定部使所述轴构件向围绕其轴线的第一围绕方向旋转而使所述顶端部与所述加工轮的所述加工面接触,对所述顶端部向第一围绕方向旋转而与所述加工轮的所述加工面接触的第一位置进行测定,使所述轴构件向与所述第一围绕方向相反的方向即第二围绕方向旋转而使所述顶端部与所述加工轮的所述加工面接触,对所述顶端部向第二围绕方向旋转而与所述加工轮的所述加工面接触的第二位置进行测定,所述控制部算出从规定的加工基准位置到所述第一位置的所述加工轮的轴心方向上的第一距离,算出从所述规定的加工基准位置到所述第二位置的所述加工轮的轴心方向上的第二距离,根据所述第一距离以及所述第二距离算出所述加工轮的轴心方向上的位置偏差量,根据所述加工轮的轴心方向上的位置偏差量来修正所述加工轮的轴心方向上的位置偏差,使所述位置偏差被修正的加工轮进行所述脆性板的外周缘的加工。3.如权利要求2所述的脆性板加工装置,其特征在于,脆性板加工装置交替且多次重复地进行所述测定部对第一位置和第二位置的测定以及所述控制部对所述加工轮的轴心方向上的位置偏差的修正,使所述位置偏差被多次修正的加工轮进行所述脆性板的外周缘的加工。4.如权利要求2或3所述的脆性板加工装置,其特征在于,所述旋转机构是控制转矩的伺服马达。5.如权利要求1所述的脆性板加工装置,其特征在于,所述测定部包括:安装板;移动座,所述移动座以在与所述加工轮的轴心正交的第一方向上相对于所述安装板自由地相对移动的方式设置;移动机构,所述移动机构使所述移动座在所述第一方向上移动;以及激光测定机构,所述激光测定机构设置于所述移动座,并且将激光照射至所述加工轮的加工面,对加工面进行测定,所述控制部根据激光测定机构测定出的测定值来算出所述加工轮的轴心方向上的相对于规定的加工基准位置的位置偏差量,根据所述加工轮的轴心方向上的相对于规定的加工基准位置的位置偏差量来修正所述加工轮的轴心方向上的位置偏差,使所述位置偏差被修正的加工轮进行所述脆性板的外周缘的加工。
6.如权利要求5所述的脆性板加工装置,其特征在于,在所述激光测定机构将激光照射至所述加工轮的加工面的状态下,通过所述加工轮和所述激光测定机构中的至少一者从该加工轮的轴心方向的一侧向另一侧移动,所述激光测定机构对所述加工轮的加工面进行测定,所述控制部根据所述激光测定机构测定出的所述第一方向上的所述激光测定机构到所述加工轮的加工面的距离达到最大的位置以及规定的加工基准位置,算出所述加工轮的轴心方向上的位置偏差量,根据所述加工轮的轴心方向上的位置偏差量来修正所述加工轮的轴心方向上的位置偏差,使所述位置偏差被修正的加工轮进行所述脆性板的外周缘的加工。7.如权利要求5所述的脆性板加工装置,其特征在于,所述激光测定机构将激光照射至所述加工轮的轴心方向上的加工面的规定区域或整个区域,对加工轮的加工面进行测定,所述控制部根据所述激光测定机构测定出的所述第一方向上的所述激光测定机构到所述加工轮的加工面的距离达到最大的位置以及规定的加工基准位置,算出所述加工轮的轴心方向上的位置偏差量,根据所述加工轮的轴心方向上的位置偏差量来修正所述加工轮的轴心方向上的位置偏差,使所述位置偏差被修正的加工轮进行所述脆性板的外周缘的加工。8.一种脆性板加工方法,所述脆性板加工方法使用了脆性板加工装置,所述脆性板加工装置包括:工作台,所述工作台保持脆性板;加工头,所述加工头具有加工轮,所述加工轮对保持于所述工作台的所述脆性板的外周缘进行加工;测定部,所述测定部对所述加工轮相对于所述脆性板在轴心方向上的位置偏差量进行测定;以及控制部,所述控制部根据所述测定部测定出的所述加工轮的轴心方向上的位置偏差量来修正该加工轮的轴心方向上的位置偏差,并且使所述位置偏差被修正的加工轮进行所述脆性板的外周缘的加工,其特征在于,包括:测定工序,对所述加工轮相对于所述脆性板在轴心方向上的位置偏差量进行测定;修正工序,根据所述测定工序中测定出的所述位置偏差量来修正所述加工轮的轴心方向上的位置偏差;以及加工工序,使经过所述修正工序后的所述位置偏差被修正的加工轮进行所述脆性板的外周缘的加工。9.一种脆性板加工方法,所述脆性板加工方法使用了脆性板加工装置,所述脆性板加工装置包括:工作台,所述工作台保持脆性板;加工头,所述加工头具有加工轮,所述加工轮对保持于所述工作台的所述脆性板的外周缘进行加工;测定部,所述测定部对所述加工轮相对于所述脆性板在轴心方向上的位置偏差量进行测定;以及控制部,所述控制部根据所述测定部测定出的所述加工轮的轴心方向上的位置偏差量来修正该加工轮的轴心方向上的位置偏差,并且使所述位置偏差被修正的加工轮进行所述脆性板的外周缘的加工,所述测定部包括:安装板;移动座,所述移动座以在与所述加工轮的轴心正交的第一方向上相对于所述安装板自由地相对移动的方式设置;移动机构,所述移动机构使所述移动座在所述第一方向上移动;以及旋转机构,所述旋转机构设置于所述移动座且具有包括顶端部的轴构件,
其特征在于,包括:位置对准工序,将所述轴构件校准至规定位置;第一测定工序,使所述轴构件向绕其轴线的第一围绕方向旋转而使所述顶端部与所述加工轮的所述加工面接触,对所述顶端部接触到的所述加工轮的所述加工面上的第一位置进行测定;第二测定工序,使所述轴构件向与所述第一围绕方向相反的方向即第二围绕方向旋转而使所述顶端部与所述加工轮的所述加工面接触,对所述顶端部接触到的所述加工轮的所述加工面上的第二位置进行测定;算出工序,算出从规定的加工基准位置到所述第一位置的所述加工轮的轴心方向上的第一距离,算出从所述规定的加工基准位置到所述第二位置的所述加工轮的轴心方向上的第二距离,根据所述第一距离以及所述第二距离来算出所述加工轮的轴心方向上的位置偏差量;修正工序,根据所述加工轮的轴心方向上的位置偏差量来修正所述加工轮的轴心方向上的位置偏差;以及加工工序,使经过修正工序后的所述位置偏差被修正的所述加工轮进行脆性板的外周缘的加工。10.如权利要求9所述的脆性板加工方法,其特征在于,多次重复地进行所述第一测定工序、所述第二测定工序、所述算出工序以及所述修正工序,使所述位置偏差被多次修正的加工轮进行所述脆性板的外周缘的加工。11.一种脆性板加工方法,所述脆性板加工方法使用了脆性板加工装置,所述脆性板加工装置包括:工作台,所述工作台保持脆性板;加工头,所述加工头具有加工轮,所述加工轮对保持于所述工作台的所述脆性板的外周缘进行加工;测定部,所述测定部对所述加工轮相对于所述脆性板在轴心方向上的位置偏差量进行测定;以及控制部,所述控制部根据所述测定部测定出的所述加工轮的轴心方向上的位置偏差量来修正该加工轮的轴心方向上的位置偏差,并且使所述位置偏差被修正的加工轮进行所述脆性板的外周缘的加工,所述测定部包括:安装板;移动座,所述移动座以在与所述加工轮的轴心正交的第一方向上相对于所述安装板自由地相对移动的方式设置;移动机构,所述移动机构使所述移动座在所述第一方向上移动;移动机构,所述移动机构使所述移动座在所述第一方向上移动;以及激光测定机构,所述激光测定机构设置于所述移动座,并且将激光照射至所述加工轮的加工面,对加工面进行测定,其特征在于,包括:位置对准工序,将所述激光测定机构校准至规定位置;
测定工序,将激光测定机构的激光照射至所述加工轮的加工面,对所述加工轮的加工面进行测定;算出工序,根据激光测定机构测定出的测定值来算出所述加工轮的轴心方向上的位置偏差量;修正工序,根据所述加工轮的轴心方向上的位置偏差量来修正所述加工轮的轴心方向上的位置偏差;以及加工工序,使经过修正工序后的所述位置偏差被修正的所述加工轮进行脆性板的外周缘的加工。12.如权利要求11所述的脆性板加工方法,其特征在于,在所述测定工序中,在所述激光测定机构将激光照射至所述加工轮的加工面的状态下,通过所述加工轮和所述激光测定机构中的至少一者从该加工轮的轴心方向的一侧向另一侧移动,对所述加工轮的加工面进行测定,在所述算出工序中,根据所述激光测定机构测定出的所述第一方向上的所述激光测定机构到所述加工轮的加工面的距离达到最大的位置以及规定的加工基准位置,算出所述加工轮的轴心方向上的位置偏差量。13.如权利要求11所述的脆性板加工方法,其特征在于,在所述测定工序中,利用所述激光测定机构将激光照射至所述加工轮的轴心方向上的加工面的规定区域或整个区域,对加工轮的加工面进行测定,在所述算出工序中,根据所述激光测定机构测定出的所述第一方向上的所述激光测定机构到所述加工轮的加工面的距离达到最大的位置以及规定的加工基准位置,算出所述加工轮的轴心方向上的位置偏差量。
技术总结
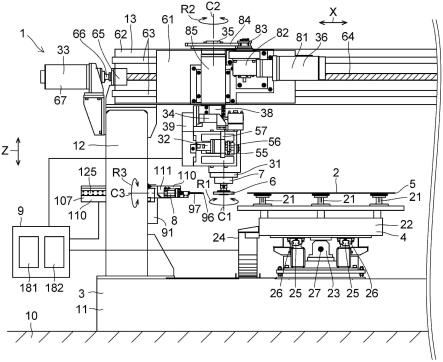
提供一种脆性板加工装置以及脆性板加工方法,在通过手工作业进行的脆性板与加工轮槽的位置对准不需要进行多次试验的情况下,在加工脆性板前自动地测定加工轮的位置偏差量,根据所述位置偏差量来自动地修正所述加工轮的位置偏差,使所述加工轮的位置偏差被修正的所述加工轮进行脆性板的外周缘的加工,因此,能够减少更换加工轮后通过手动的方式进行的加工轮相对于脆性板的位置对准所花费的工夫和时间,整体上脆性板的加工效率较高。脆性板加工装置(1)包括:工作台(4),工作台保持脆性板(2);加工头(7),加工头具有加工轮(6),加工轮对保持于工作台(4)的脆性板(2)的外周缘(5)进行加工;测定部(8),测定部对加工轮(6)相对于脆性板(2)在轴心方向上的位置偏差量(Δ)进行测定;以及控制部(9),控制部根据测定部(8)测定出的加工轮(6)的轴心方向上的位置偏差量(Δ)来修正加工轮(6)的Z轴方向上的位置偏差,并且使位置偏差被修正的加工轮(6)进行脆性板(2)的外周缘(5)的加工。(2)的外周缘(5)的加工。(2)的外周缘(5)的加工。
技术研发人员:坂东和明
受保护的技术使用者:坂东机工株式会社
技术研发日:2021.07.15
技术公布日:2022/11/22
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。