1.本申请涉及飞机装配连接中的锪窝加工技术领域,特别适用于钛合金大孔径锪窝的一种半自动锪窝装置。
背景技术:
2.制孔锪窝及安装紧固件是飞机装配中极其核心的环节,其质量高低决定了飞机服役寿命的长短。新机研制中首次采用1300mpa抗拉型100
°
沉头钛合金20#高锁螺栓进行钛合金tc21异质叠层连接,该高锁螺栓直径为φ20mm,钉头直径为φ40mm,且需锪窝数量多达500余个。相较于传统锪窝需求,此锪窝窝径大、被加工材料硬度高、切削困难且数量多。
3.目前可用的锪窝方式有两种:风钻手工锪窝和设备锪窝。但是采用风钻夹持锪窝限位器手工锪制钛合金φ40mm及以上超大窝径时,存在以下缺陷:一是由于钛合金硬度高难加工,刀具切削阻力非常大,工人需一点一点进给操作无法连续加工,加工效率低下、工人劳动强度高,且多次不连续操作后,会出现终孔孔径变大、锪窝表面有明显振纹的质量问题;二是刀具难拆卸的问题,锪窝限位器与刀具通过螺纹直接连接,在锪窝加工时,螺纹越转越紧,且只能从锪窝限位器窗口将小扳手穿入刀体上的预留孔进行拆刀,费时费力甚至要暴力破坏。设备锪窝能力尚可,但是由于空间限制,无法移动,不适于飞机装配现场使用。
技术实现要素:
4.为了解决上述问题,本申请提供了一种飞机钛合金零件半自动锪窝装置。
5.本申请的技术方案:
6.一种飞机钛合金零件半自动锪窝装置,包括自动进给钻、钻模板、导套、可调挂钉、锪钻头、刀杆,刀杆与自动进给钻的主轴通过螺纹连接,刀杆穿过导套的内孔,导套一端为外螺纹连接在自动进给钻的鼻管端头,导套中部设有凸肩螺旋槽,导套另一端外圆与钻模板内孔配合定位,并通过安装在钻模板上的可调挂钉与凸肩螺旋槽旋转锁紧,锪钻头安装在刀杆上,待锪窝时,将钻模板与零件表面间的距离固定,确定锪窝起始基准,设置锪窝进给行程,启动自动进给钻即可。
7.进一步的,锪钻头和刀杆为快换式,刀杆一端为螺纹柄与自动进给钻连接,另一端凹槽与锪钻头内的销子装配卡紧,刀具磨损后从前端即可将锪钻头卸出更换。
8.进一步的,确定锪窝起始基准,是通过调节钻模板上可调挂钉的高度将导套端面与零件表面刚好贴合即为基准,同时保持锪钻头刃部与导套端头平齐。
9.进一步的,导套内孔装有滚针轴承,与刀杆的外圆配合,在加工过程中,导套内孔与刀杆间通过滚动接触来支撑传动,导套前端设有窗口用于锪窝排屑。
10.本申请的优点在于半自动锪窝加工效率高,且采用滚针轴承进行锪窝导套的设计,实现窝径同轴度控制,消除工装、刀具和产品孔间的过定位问题,减少加工阻力,实现钛合金锪窝表面质量稳定;半自动锪窝刀具采用分体式设计,锪钻头可快速装卸,减少换刀难度和时间。本申请实现了难加工材料钛合金φ40窝径半自动装配锪窝,提出了一套实用性
强的半自动锪窝技术方案,基于产品和工装实现窝深控制、同轴度控制。
11.以下结合附图及实施例对本申请作进一步的详细描述。
附图说明
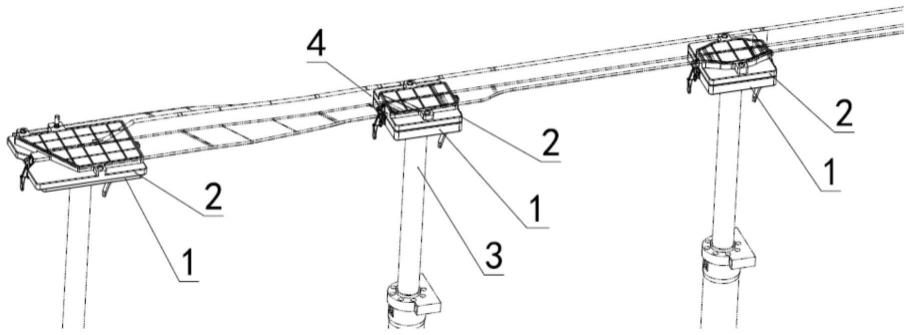
12.图1半自动锪窝装置结构示意图
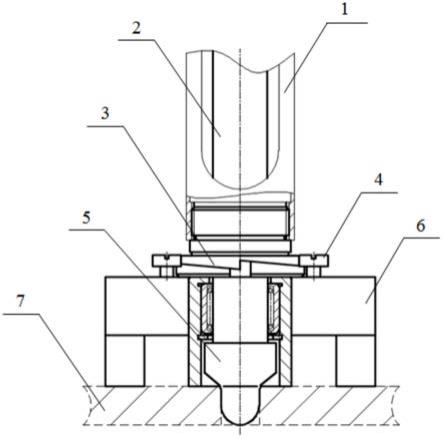
13.图2锪窝导套详图
14.图中编号说明:1、自动进给钻;2、刀杆;3、导套;4、可调挂钉;5、锪钻头;6、钻模板;7、零件;8、滚针轴承。
具体实施方式
15.如图1-2所示,一种飞机钛合金零件半自动锪窝装置,包括自动进给钻1、钻模板6、导套3、可调挂钉4、锪钻头5、刀杆2,刀杆2与自动进给钻1的主轴通过螺纹连接,刀杆2穿过导套3的内孔,导套3一端为外螺纹连接在自动进给钻1的鼻管端头,导套2中部设有凸肩螺旋槽,导套2另一端外圆与钻模板6内孔配合定位,并通过安装在钻模板6上的可调挂钉4与凸肩螺旋槽旋转锁紧,锪钻头5安装在刀杆2上,待锪窝时,将钻模板6与零件表面间的距离固定,确定锪窝起始基准,设置锪窝进给行程,启动自动进给钻1即可。
16.锪钻头5和刀杆2为快换式,刀杆2一端为螺纹柄与自动进给钻1连接,另一端凹槽与锪钻头5内的销子装配卡紧,刀具磨损后从前端即可将锪钻头5卸出更换。
17.确定锪窝起始基准,是通过调节钻模板6上可调挂钉4的高度将导套3端面与零件表面刚好贴合即为基准,同时保持锪钻头5刃部与导套3端头平齐。
18.导套3内孔装有滚针轴承8,与刀杆2的外圆配合,在加工过程中,导套3内孔与刀杆2间通过滚动接触来支撑传动,导套3前端设有窗口用于锪窝排屑。
19.使用时,第一步将设定好行程的自动进给钻1与导套3连接,将刀杆2与锪钻头5装配锁紧,再将刀杆2穿过锪窝导套3伸入自动进给钻1内与其螺纹接口连接;
20.第二步,将钻模板6固定在零件7表面;
21.第三步,将连接好的装置拿起,导套3外圆缓缓插入钻模板6内孔中,通过调节钻模板6上挂钉4的高度将导套3端面与零件7表面刚好贴合;旋转自动进给钻1使导套3凸肩螺旋槽与挂钉4锁紧;
22.第四步,启动自动进给钻1,待锪窝完成后自动退刀。
技术特征:
1.一种飞机钛合金零件半自动锪窝装置,其特征在于包括自动进给钻、钻模板、导套、可调挂钉、锪钻头、刀杆,刀杆与自动进给钻的主轴通过螺纹连接,刀杆穿过导套的内孔,导套一端为外螺纹连接在自动进给钻的鼻管端头,导套中部设有凸肩螺旋槽,导套另一端外圆与钻模板内孔配合定位,并通过安装在钻模板上的可调挂钉与凸肩螺旋槽旋转锁紧,锪钻头安装在刀杆上,待锪窝时,将钻模板与零件表面间的距离固定,确定锪窝起始基准,设置锪窝进给行程,启动自动进给钻即可。2.根据权利要求1所述的一种飞机钛合金零件半自动锪窝装置,其特征在于所述的锪钻头和刀杆为快换式,刀杆一端为螺纹柄与自动进给钻连接,另一端凹槽与锪钻头内的销子装配卡紧,刀具磨损后从前端即可将锪钻头卸出更换。3.根据权利要求1所述的一种飞机钛合金零件半自动锪窝装置,其特征在于所述的确定锪窝起始基准,是通过调节钻模板上可调挂钉的高度将导套端面与零件表面刚好贴合即为基准,同时保持锪钻头刃部与导套端头平齐。4.根据权利要求1所述的一种飞机钛合金零件半自动锪窝装置,其特征在于所述的导套内孔装有滚针轴承,与刀杆的外圆配合,在加工过程中,导套内孔与刀杆间通过滚动接触来支撑传动,导套前端设有窗口用于锪窝排屑。
技术总结
本申请公开了一种飞机钛合金零件半自动锪窝装置,包括自动进给钻、钻模板、导套、可调挂钉、锪钻头和刀杆。自动进给钻与导套、刀杆分别通过螺纹连接,刀杆另一端凹槽与锪钻头内的销子装配卡紧;导套外圆与钻模板内孔配合定位,并通过钻模板上的可调挂钉与导套凸肩螺旋槽旋转锁紧。导套内孔装有滚针轴承,使导套内孔与刀杆间通过滚动接触来支撑传动,减少阻力的同时保证同轴度。进行锪窝时,钻模板与零件表面距离固定,通过调节钻模板上挂钉的高度将导套端面与零件表面刚好贴合以确定基准面;同时保持锪钻头刃部与导套端面平齐,确定刀具初始位置;启动自动进给钻,测试出所需窝深时的进给行程,并设定此行程即可重复锪窝。并设定此行程即可重复锪窝。并设定此行程即可重复锪窝。
技术研发人员:张璐 王志超 王伟 邢欣
受保护的技术使用者:中航西安飞机工业集团股份有限公司
技术研发日:2022.06.29
技术公布日:2022/11/21
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。