上釉机器
1.相关申请的交叉引用
2.本专利申请要求于2022年5月16日提交的意大利专利申请第102022000010100号的优先权,该专利申请的全部公开内容通过引用并入本文。
技术领域
3.本发明涉及一种用于在陶瓷制品上施加水基材料的上釉机器。
4.特别地,本发明在各种形式的陶瓷制品(例如,陶瓷板和/或陶瓷砖)的生产领域中获得了有利的应用,下面的描述将对此做出明确的参考,但不因此丧失一般性。
背景技术:
5.在陶瓷制品(特别是陶瓷板和陶瓷砖)的生产领域中,已知的是,对基础陶瓷制品进行表面处理,所述表面处理被设计为给制品赋予所需的美学、机械和功能特性。最常见的表面处理是被设计为使基础陶瓷制品具有所需的美学外观的装饰处理,这些装饰处理在上釉操作之前和之后,在上釉操作期间,在陶瓷制品上施加水基材料(通常为陶瓷釉)的均质层,即,包含适当预熔化的玻璃(陶瓷玻璃料)、无机氧化物(例如,氧化锌、氧化铝、氧化锆)、矿物和粘土原材料(例如,高岭石、长石、碳酸盐、石英岩)以及可能的有机材料的水性悬浮液。特别地,生产陶瓷制品的已知系统提供了在刚形成的未处理的陶瓷制品上施加通常为白色釉底料的第一层水基材料,以便形成将会接收实际装饰的基底层,并且提供了在已经形成了装饰之后立即施加通常为透明的釉料的另一层水基材料以便固定装饰本身。
6.该水基材料的施加通常借助级联/下落式上釉系统(cascade/fall-type glazing system,其通过使陶瓷制品本身穿过水基材料的下落前部来提供水基材料的施加)来进行,或者特别是在大体积陶瓷制品以及生产大量陶瓷制品的情况下,借助通过喷射来施加水基材料的无空气型的施加系统来进行。
7.后一种方案是现在最广泛的,借助上釉机器来实现,该上釉机器具有真空上釉室,该真空上釉室设置有多个喷嘴,该多个喷嘴适于喷射在室内的高压下的水基材料,以便形成雾化的水基材料的“雨”,该雾化的水基材料的“雨”沉积在穿过室本身的陶瓷制品上,在陶瓷制品本身上形成水基材料层。过量的材料(即,被分配但没有沉积在陶瓷制品上的材料)终结在分配室的内壁上,所述内壁被构造为将这种过量水基材料朝向专用收集罐引导,所述专用收集罐是回收材料本身的水基材料回收回路的一部分。
8.特别地,已知类型的上釉机器具有喷嘴移动系统,该喷嘴移动系统设置在上釉室内并且具有多个线性引导件,该多个线性引导件横向于陶瓷制品的输送方向延伸,并且各自承载安装有至少一个分配喷嘴的相应的滑架。这些滑架中的每一个通常能沿着线性引导件滑动,使得它们承载的喷嘴在分配水基材料时形成多个施加路径,从而在陶瓷制品上形成尽可能均质的水基材料层。
9.事实上,为了获得美学外观满足市场需求的陶瓷制品,重要的是,水基材料层尽可能均匀地施加。事实上,由于集中量的未被雾化的水基材料落在陶瓷制品上(即,直径大于
约0.5mm的液滴)或者由于这种水基材料的不均匀分布而造成的缺陷导致陶瓷制品被剔除,从而导致经济损失,陶瓷制品本身尺寸越大,经济损失越大。
10.正是由于这个原因,多年来,已经开发了各种方案,其特征在于不同数量的分配喷嘴、就分配直径、释放射流的角度开口等而言的不同类型的喷嘴、这些喷嘴的不同分布(例如,就与陶瓷制品的输送平面的距离而言)、用于使承载分配喷嘴的不同滑架的移动相对于喷嘴本身的输送速度同步的不同系统、分配室的壁的不同几何形状等。
11.然而,特别是在用于给大尺寸的陶瓷制品上釉时,这种已知类型的方案仍然具有缺点,包括以下缺点。
12.如上所述,已知方案的主要问题之一与集中量的水基材料落在陶瓷制品表面上,导致在陶瓷制品上形成缺陷,从而导致制品本身被剔除的风险有关。这种现象主要归因于过量水基材料(即,没有沉积在陶瓷制品上的材料),其终结在上釉室的内壁上并且存在在到达收集罐之前与壁本身分离,从而损害陶瓷制品的外观的风险。这种风险在上釉室的输入部分和输出部分处较高,在输入部分和输出部分处,过量材料遇到上釉室的输入开口或输出开口的边缘并因此倾向于分离,从而存在在下落时遇到陶瓷制品并损害其外观的风险。为了试图避免这种风险,上釉室的输入部分和输出部分的输入开口和输出开口通常具有上倾斜边缘,以便将过量水基材料朝向收集罐引导。然而,这种构造导致输入开口和输出开口的截面增加,随之带来了与更大量的空气进入上釉室相关的缺点。
13.还应当理解,陶瓷制品的尺寸越大,水基材料在与上釉室的壁分离时将遇到陶瓷制品的风险就越大。
14.此外,通常,要处理的陶瓷制品的尺寸越大,由水基材料射流直接覆盖的区域与周围区域之间的差异就越显著。在这些情况下,为了试图保持产品的更均匀的分布,通常增加横杆和分配喷嘴的数量,以及通常增加承载不同喷嘴的滑架的移动速度并且更一般地,通常增加随陶瓷制品的输送速度而变的各个滑架之间的往复移动的数量,以便覆盖这些大尺寸的陶瓷制品的整个区域。然而,这种部件的数量的增加以及往复移动的速度和数量的甚至更多的增加导致了上釉机器所经受的振动的增加。这不仅导致部件的磨损问题,而且还甚至更多地增加了大量水基材料从上釉室的内壁落在陶瓷制品的输送平面上并因此落在制品本身上的风险。
技术实现要素:
15.本发明的目的是提供一种用于在陶瓷制品上施加水基材料的上釉机器,其可以至少部分地克服现有技术的局限性,同时易于制造且制造成本低廉。
16.根据本发明,提供了一种如所附独立权利要求中所述并且优选如直接或间接地从属于独立权利要求的任何权利要求所述的用于在陶瓷制品上施加水基材料层的上釉机器。
17.权利要求描述了本发明的优选实施方式。
附图说明
18.现在将参照示出实施方式的一些非限制性例子的附图来描述本发明,在附图中:
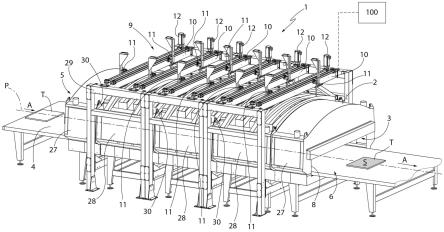
19.图1示出了根据本发明的实施方式的上釉机器的立体图;
20.图2是处于拆卸构造的图1的上釉机器的一些部件的侧视图;
21.图3是根据本发明的第一变型的图1中的机器的一部分的立体图;
22.图3a是图3的细节3a的放大比例的视图;
23.图4是根据本发明的另一个变型的图3所示的机器的与图1的机器的相同部分的立体图;
24.图4a是图4的细节4a的放大比例的视图;
25.图5和图6以立体和示意性的方式示出了图1的上釉机器的具有不同喷射角度的一些喷嘴的两个可能的操作构造;
26.图7是用于更好地使机器的上釉室的输出开口可视化的图1的机器的侧视图,以剖面线示出了按照已知类型的上釉机器中的输出开口的上边缘所截取的路线(course);
27.图8表示在输出开口附近的图1的机器的一部分的立体图,其中一些部分已经被省略以使其他部件可视化;
28.图8a以放大比例示出了图8的一部分;以及
29.图9以放大比例示出了图8a的细节w。
具体实施方式
30.在附图中,附图标记1整体表示用于在陶瓷制品t上施加水基材料的上釉机器。
31.特别地,在本讨论中,表述“水基材料”旨在是指包含适当预熔化的玻璃(陶瓷玻璃料)、无机氧化物(例如,氧化锌、氧化铝、氧化锆)、矿物和粘土原材料(例如,高岭石、长石、碳酸盐、石英岩)的水性悬浮液,该水性悬浮液可能加入有机材料以便获得用于施加它的最佳流变特性。甚至更详细地,术语“水基材料”旨在是指包括釉料或釉底料或微砂粒或结晶(即,由适于形成透明的玻璃涂层的细小玻璃颗粒组成的粉末产品)或它们的组合(特别地,由这些物质组成)的材料。
32.甚至更详细地,有利地但不限于,“水基材料”是指具有至少约35重量%的水(特别地,从约35重量%至约60重量%的水)以及至少约40重量%(特别地,从约40重量%至约65重量%)的耐火无机固体组分的水基悬浮液。
33.有利地但不以限制的方式,本发明的上釉机器1被配置为沿着(有利但不以限制的方式,连续型的)陶瓷制品t的生产线安装,并且被配置为在各种形式(即,各种形状和/或尺寸)的陶瓷制品(例如,陶瓷板和/或陶瓷砖)前进通过上釉机器1本身时在陶瓷制品上施加水基材料层,这将在下面解释。
34.特别地,有利地但不以限制的方式,上釉机器1沿着陶瓷制品t的生产线设置,使得在施加一个或多个装饰层之前和之后和/或在于陶瓷制品t自身上实现一个或多个表面处理之前和之后,在每个陶瓷制品t的上表面上施加水基材料层。
35.甚至更详细地,根据一些有利但非限制性的实施方式,在陶瓷制品t的生产工厂中,上釉机器1安装在压制工位和可能的切割工位的下游并且在烧制工位的上游,在压制工位和可能的切割工位中,粉末陶瓷材料被压制以获得陶瓷材料的板,然后被切割以获得未处理的陶瓷制品t,在烧制工位中,经装饰的陶瓷制品t被烧制以获得最终的陶瓷产品。
36.有利地但不以限制的方式,上釉机器1包括:支撑结构2,其限定至少一个上釉腔室3;输送机4(本身是已知的),其被配置为将多个陶瓷制品t在输送方向a上沿着输送路径p从输入工位5输送穿过所述上釉腔室3到达输出工位6;以及多个喷嘴7,每个喷嘴被设置和配
置为将在压力下的前述的水基材料的射流g释放到所述上釉腔室3中,以便在使用中在沿着给定路径p输送穿过上釉腔室3的多个陶瓷制品t中的每个陶瓷制品t上形成水基材料层,如在图1中示意性所示,其中示出了从上釉腔室3出来的陶瓷制品t在其上表面上具有陶瓷材料层s。
37.有利地但不以限制的方式,每个所述喷嘴7由水基材料供应系统(本身是已知的且未在本文中详细示出或描述)供应,所述水基材料供应系统包括至少一个水基材料储存器、泵,该泵被配置为通过管道系统(也未在本文中示出)朝向前述的喷嘴7供应在压力下的水基材料,使得喷嘴7分配处于从约5巴(特别地,从约10巴)到约30巴(特别地,约15巴)不等的压力的水基材料,以便使分配到所述上釉腔室3内的雾化的水基材料雾化。
38.特别参照附图5和图6,有利地但不以限制的方式,这些喷嘴7中的每一个的特征在于根据释放雾化的水基材料的射流g的不同需要(例如,在待分配的水基材料的单位时间的流速方面,或基于陶瓷制品t的输送速度、陶瓷制品t的尺寸等)定尺寸的分配口7’。详细地,每个喷嘴7被配置为释放水基材料的射流g,该射流g具有大致棱锥形状(如在图5和图6中示意性示出),该棱锥形状具有拱顶角度α(即,在棱锥的中心的角度),该拱形角度α从约5
°
(特别地,从约30
°
)到约80
°
(特别地,约120
°
)不等;甚至更特别地,从约60
°
到约110
°
。
39.甚至更具体地(有利地但不限于),上述多个喷嘴7中的每个喷嘴7包括(特别地,是)喷射装置,甚至更具体地包括(特别地,是)“无空气的”分配器(本身是已知的且在本文中没有进一步描述)。
40.根据一些有利但非限制性的实施方式,例如附图中所示的实施方式,上釉腔室3被构造为隧道,并且具有输出开口8和输入开口(在附图中不可见,但类似于输出开口8),输出开口8和输入开口的尺寸被设计为使输送陶瓷制品t的输送机4穿过(参见图1)。
41.甚至更详细地,有利地但不以限制的方式,上釉腔室3具有圆顶状顶部,该圆顶状顶部被构造为引起任何过量水基材料(即,从前述的喷嘴7分配后不沉积在穿过上釉腔室3的陶瓷制品t上的水基材料)从上釉腔室3的壁(过量水基材料将沉积在该壁上)朝向收集区域(特别地,朝向收集罐—在附图中不可见并且本身是已知的)的滑动。
42.特别地,有利地但不以限制的方式,上釉机器1包括水基材料收集罐,该水基材料收集罐设置在上釉腔室3下方以接收保留在上釉腔室3的内壁上并由这些壁本身朝向该收集罐引导的过量水基材料。根据一些有利但非限制性的实施方式,收集罐被放置在上釉腔室3的底部处,相对于输送机4在下方。更有利地但不以限制的方式,上釉机器1还包括用于收集和回收过量水基材料的系统,该收集和回收系统(本身是已知的且未在本文中详细描述)被放置成与前述的收集罐流体连接,并且被配置为过滤和/或处理收集罐中收集的过量水基材料以供再使用。
43.根据一些有利但非限制性的实施方式,收集和回收系统与上述的水基材料供应系统流体连接,使得过量水基材料在已经经过过滤和可能的处理之后再次被引入水基材料供应系统中。
44.此外,有利地但不以限制的方式,上釉腔室3包括抽吸系统(未被示出且本身是已知的),该抽吸系统被配置为在上釉腔室3内部施加约0.5-1.5毫巴的负压(以约0.5m/s的速度吸入空气;特别地,速度从约10m/s到约15m/s不等),以便保持腔室3本身内部的条件,该条件有利于将水基材料以雾化形式沉积在在使用中穿过腔室3本身的陶瓷制品t上。
45.根据一些有利但非限制性的实施方式,上釉腔室3以及整个支撑结构2由不锈钢制成,以避免由于沉积在上釉腔室3的壁上的相同的水基材料引起的化学侵蚀而造成的损坏风险。
46.特别参照图1至图6,有利地,上釉机器1还包括移动组件9,该移动组件9被配置为使每个喷嘴7沿着相应的移动路径m1、m2在上釉腔室3内移动,该移动路径m1、m2有利地基本上垂直于(特别地,基本上横向于)输送方向a。有利地,这种移动组件9包括:彼此平行的多个线性引导件10,该多个线性引导件10在输送机4上方相对于输送方向a横向地延伸,并且沿着输送方向a一个接一个地设置;以及多个滑架11。每个这样的滑架11被构造为承载至少一个相关的喷嘴7,以滑动的方式耦合至相关的线性引导件10,并且能够被操作为沿着相关的线性引导件10平移,以便使相关的喷嘴7在上釉腔室3内沿着相应的移动路径m1、m2(参见例如图3和图4)移动。
47.有利地但不以限制的方式,每个滑架11被配置为承载安装在其上的至少一个喷嘴7,所述喷嘴7的取向使得由喷嘴7释放的水基材料的射流g朝向输送机4并且因此在使用中(即,当陶瓷制品t沿着输送路径p前进穿过上述的上釉腔室3时)朝向陶瓷制品t。特别参照示出对应的滑架11上的四个不同的喷嘴7的两种不同的安装构造的图5和图6,清楚的是,由每个喷嘴7喷射的水基材料的量(即,由每个喷嘴7产生的上述喷射棱锥的尺寸并且甚至更具体地,所述棱锥的底部的延伸量,其表示水基材料的射流g与输送机4相交并因此在使用中与陶瓷制品t相交的水平区段)随着分配口7’和输送机4之间的距离变化而变化,使得它可以通过调整喷嘴7的位置或通过将喷嘴7在相对于输送机4的不同高度处安装在相应的滑架11上来修改。
48.根据一些有利但非限制性的实施方式,移动组件9还包括多个操作马达12,每个操作马达被配置为引起至少一个上述滑架11沿着滑架11本身以滑动的方式耦合的线性引导件10移动。
49.此外,有利地但不以限制的方式,上釉机器1包括控制组件100(在图1中示意性表示),该控制组件100被配置为将每个操作马达12独立于其他操作马达控制,使得各个喷嘴7的移动路径m1、m2相对于彼此处于给定的相位关系。有利地,但不以限制的方式,该给定的相位关系可以通过改变要施加水基材料的陶瓷制品t的尺寸、所述陶瓷制品t沿着输送路径p的输送速度、喷嘴7的数量、它们的分布和/或配置(例如,沿着输送方向a的各个线性引导件10之间的往复距离)来改变(以本身已知的方式并且未在本文中详细描述),使得喷嘴7的各个移动路径m1、m2对应于(即,确定)彼此尽可能接近的水基材料在陶瓷制品t上的施加路径,以便在输送穿过上釉腔室3的每个陶瓷制品t上形成尽可能均匀且均质的水基材料层s。甚至更详细地,根据一些有利但非限制性的实施方式,控制组件100被配置为包括存储器,该存储器又包括用于操作不同的操作马达12的多个程序,每个程序对应于不同的移动路径m1、m2的相关定时。详细地,各个线性引导件10的不同操作马达12可以被操作(根据不同的操作模式,这些操作模式本身是已知的并且在本文中没有进一步描述)为使得相应的滑架11沿着不同的引导件10彼此同步地或以交错的方式移动。
50.根据一些有利但非限制性的实施方式,例如图3、图3a、图4和图4a所示的那些实施方式,移动组件9的至少一个上述线性引导件10包括:横向于输送方向a延伸的平行的一对导轨13;以滑动的方式耦合至该对导轨13中的第一导轨13’的第一滑架11;以滑动的方式耦
合至该对导轨13中的第二导轨13”的第二滑架11”;操作马达12;以及传动组件14,用于将运动从操作马达12传递到滑架11’和11”,以引起所述滑架11’和11”分别沿着第一导轨13’和第二导轨13”在相反的方向上根据直线往复运动移动,以便使相关的喷嘴7分别沿着第一移动路径m1和第二移动路径m2移动,第一移动路径m1和第二移动路径m2基本上彼此平行并且彼此相对。这些第一移动路径m1和第二移动路径m2相对于彼此反相。
51.有利地但不以限制方式(总是特别参照有利但非限制性的实施方式,例如图3、图3a、图4和图4a所示的那些实施方式),所述线性引导件10的操作马达12被配置为引第二滑架11”从线性引导件10的第一侧端部e1到所述线性引导件10的与第一侧端部e1相对的第二侧端部e2根据前述直线往复运动以平移速度v2移动,并且反之亦然;并且传动组件14被配置为将第一滑架11’拖曳成第一滑架11’以等于第一平移速度v2并与第一平移速度v2相反的第二平移速度v1移动,使得所述第一滑架11’从线性引导件10的第二侧端e2到第一侧端e1以直线往复运动移动,并且反之亦然(比较图3和图4,它们分别表示根据将在下面说明的两个不同的变型实现的、由马达12借助传动组件14移动的两个滑架11’和11’的直线往复运动的两个连续阶段—来回)。换言之,在这种情况下,有利地但不限于,两个滑架11’和11”由单个马达12操作为沿着单个线性引导件10移动,每个滑架11’、11”根据相对于另一个滑架11”、11’相反的直线往复运动(即,从线性引导件10的一侧端部e1、e2行进到另一侧端部,因此从相应的导轨13’和13”的一侧端部行进到另一侧端部,并且返回)。
52.安装在相同的线性引导件10上的喷嘴7始终根据彼此基本上平行且彼此相对的两个移动路径m1、m2移动的事实确保了在移动组件9的操作期间,上釉机器1的处于运动中的部件(即,喷嘴7和滑架11’、11”)的质量始终保持平衡(即,它们始终相对于上釉腔室3的纵向对称轴线(未被示出并且平行于输送方向a)对称地分布)。这极大地降低了上釉机器1经受的振动,导致改进了水基材料在陶瓷制品t本身上的分布。事实上,振动引起水基材料在陶瓷制品t上的非均匀的施加,导致表面缺陷(称为波纹),其在烧制之后变得特别可见,特别是对于经受擦光(grazing light)的大尺寸的陶瓷制品t。另外,振动的减少还能显著降低与上釉腔室3的内壁分离的集中量的水基材料(即,直径大于约0.5mm;特别是大于约5mm的水基材料的液滴)落到在使用中沿着路径p移动穿过上釉腔室3本身的一个或多个陶瓷制品t上的风险。减少上釉机器1经受的整体振动延长了上釉机器1本身的部件的寿命。事实上,在相同的生产体积和相同的水基材料的分布均匀性的情况下,上釉机器1经受的磨损程度比已知类型的上釉机器低得多。
53.此外,有利地,在相同数量的操作马达12的情况下,线性引导件10的这种配置允许增加移动通过上釉腔室3(独立地但相互关联)的喷嘴7的数量,并且因此允许增加水基材料的施加路径的数量,从而提高上釉机器1的生产效率或改进所述水基材料的分布质量,同时保持与已知类型的上釉机器的部件相当数量的部件(并且因此保持总体的尺寸和重量)。换言之,在相同数量的马达12和相同数量的线性引导件10的情况下,这种配置允许显著增加喷嘴7的数量和这些喷嘴7的移动路径m1、m2的数量(因此显著增加水基材料的施加路径的数量)。这导致在相同的体积和整体尺寸的情况下提高了上釉机器1的生产率,或在相同的生产速度的情况下改进了水基材料分布。事实上,在喷嘴7数量更多的情况下,将有可能在单位时间内分配更大量的水基材料和/或使用具有直径较小的分配口7’的喷嘴7并因此获得水基材料的更大程度的雾化,结果提高分布的均匀性。
54.根据一些有利但非限制性的实施方式(例如图3和图3a所示的实施方式),传动组件14包括可操作地插入在操作马达12与滑架11’和11”之间的铰接接头15(特别地,由该铰接接头15组成)。特别地,有利地但不以限制的方式,该铰接接头15连接两个导轨13’和13”并将运动从操作马达12传递到两个导轨13’和13”。甚至更详细地,该铰接接头15被配置为将运动从直接由操作马达12操作的第二滑架11”传递到第一滑架11’,该第一滑架11’被拖曳成第一滑架11’运动。
55.根据替代的有利但非限制性的实施方式(例如,图4和图4a所示的实施方式),传动组件14包括可操作地插入在操作马达12与滑架11’和11”之间的皮带和滑轮传动装置16(特别地,由该皮带和滑轮传动装置16组成)。特别参照图4a,有利地但不以限制的方式,操作马达12具有能围绕旋转轴线z1旋转的驱动轴(在图4和图4a中不可见),并且皮带和滑轮传动装置16又包括:第一驱动轮17,其花键连接至驱动轴并且被配置为操作第二滑架11”的平移;第二驱动轮18,其能围绕平行于轴线z1的轴线z2旋转,并且被配置为将第一滑架11’拖曳成第一滑架11’平移;驱动皮带19,其装配在第一驱动轮17和第二驱动轮18之间,以便将运动从所述第一驱动轮17传递到第二驱动轮18;以及偏转元件20,其被设置和配置为使驱动皮带19偏转,使得滑架11’被操作为根据具有与第二滑架11”的直线往复运动相反的方向的直线往复运动移动,如上所述。
56.应当理解,传动组件14也可以以其他已知方式实现,只要其确保将运动从单个操作马达12朝向两个滑架11’和11”传递,以便使这些滑架11和11”根据具有彼此相反的(在时间上,即在每个瞬时)方向的两个直线往复运动移动。
57.有利地但不以限制的方式,操作马达12是无刷型的。
58.此外,有利地但不以限制的方式,每个线性引导件10包括(特别地,是)可由操作马达12操作的转换器线性轴线。
59.在图1所示的有利但非限制性的实施方式中,移动组件9的所有线性引导件10具有就在上面描述的类型,即,它们设置有两个导轨13并且被配置为借助单个操作马达12允许两个滑架11’和11”的移动彼此独立且相关,如上所述。因此,应当理解,根据未被示出的其他实施方式,可以只配置线性引导件10中的一些(特别地,上釉机器1的任何数量的线性引导件10)。
60.替代地或组合地,根据一些有利但非限制性的实施方式(例如图7至图9所示的实施方式),上釉腔室3的输出开口8和输入开口(其在附图中不可见但类似于输出开口8)具有直线、特别是线性的上边缘21;甚至更具体地,基本上是水平的。
61.甚至更有利地但不以限制的方式,输出开口8和输入开口具有大致矩形的形状(例如参见图1、图7和图8)。这有利地允许与已知类型的上釉机器(如图7所示,其中虚线表示输出开口8在已知类型的上釉机器中将具有的路线)相比减小上釉腔室3的这些输入和输出开口8的面积(即,表面/尺寸),这导致进入上釉腔室3内的空气的减少,并且因此导致上釉腔室3本身内的压降的减小。
62.根据其他未被示出的实施方式,输入开口和输出开口中只有一个开口具有直线、特别是线性的上边缘21;甚至更特别地基本上是水平的。
63.此外,有利地但不以限制的方式,上釉机器1包括设置在具有前述的直线边缘21的(输入或输出)开口处的至少一个清洁组件22(有利地,是自动的)。甚至更详细地,如图7至
图9的非限制性实施方式中所示,当两个开口即输入开口(在附图中不可见)和输出开口都具有直线上边缘21时,上釉机器1具有彼此类似的两个清洁组件22,一个设置在输入开口处,一个设置在输出开口8处。
64.有利地,(即,每个)清洁组件22被配置为清除上边缘21上的可能的过量水基材料,并且包括清洁装置23和控制单元cu,清洁装置23有利地设置在距所述上边缘21从约1mm至约100mm不等的距离处并且被配置为去除过量水基材料,所述控制单元cu被配置为控制清洁装置23的操作。
65.清洁组件22的存在,甚至更有利地两个清洁组件22的存在,使得可以降低集中量的水基材料从安装有(即,每个)清洁组件22的开口的边缘21落下的风险,同时允许简化和减小开口本身的延伸。特别地,还如上所述,减小输出和/或输入开口8的横截面有利地允许减少空气无意地进入到上釉腔室3中,空气无意地进入到上釉腔室3中可能是有害的,因为它们改变了上釉腔室3的内部条件,存在损害水基材料的施加质量的风险。
66.有利地,但不以限制的方式,清洁组件22的(即,每个)清洁装置23能被操作为沿着平行于上边缘21的清洁路径c根据直线往复运动移动。换言之(有利地但不以限制的方式),(即,每个)清洁组件22的清洁装置23被配置为从输入开口和/或输出开口8的上边缘21的一侧端部移动到另一侧端部。
67.详细地,有利地但不以限制的方式,(即,每个)清洁组件22包括使清洁装置23沿着清洁路径c移动的气动线性移动系统24。
68.根据一些有利但非限制性的实施方式(例如图7至图9所示的实施方式),清洁装置23包括分配装置(特别地,由该分配装置组成),该分配装置被配置为朝向上边缘21分配高压清洁流体的至少一个射流,特别是处于从约1巴至约6巴的压力下。有利地但不以限制的方式(例如,如在图9中所示),这种分配装置是具有适于分配这种清洁流体射流的多个孔的平坦叶片式喷嘴。根据一些有利但非限制性的实施方式,清洁流体包括(特别地,是)在压力下的空气。替代地或组合地(有利地但不以限制的方式),清洁流体包括在压力下的水。
69.有利地但不以限制的方式,清洁装置23被配置为在沿着清洁路径c输送时分配清洁流体的这种高压射流。
70.根据一些有利但非限制性的实施方式,(即,每个)清洁组件22包括与前述收集罐流体连接的排放通道25。在这种情况下,有利地但不以限制的方式,清洁装置23被配置为收集沿着输出开口8和/或输入开口的上边缘21存在的过量水基材料,并将其朝向排放通道25输送。这样,也可以有利地再次使用从(即,每个)清洁组件22去除的过量水基材料。
71.根据替代的实施方式,清洁装置23包括(特别地,是)抽吸装置,该抽吸装置被配置为从输入开口和/或输出开口8的上边缘21抽吸过量水基材料。在这种情况下,有利地但不以限制的方式,上釉机器1包括至少一个鼓风机,该鼓风机可操作地连接(以本身已知的方式)至清洁装置13。甚至更详细地,在这种情况下(有利地但不以限制的方式),清洁装置13在约200毫巴下以等于约20毫巴的吸入压力下抽吸水基材料。
72.根据一些有利但非限制性的实施方式(例如,图7至图9所示的实施方式),上釉机器1具有(特别地,上釉机器1的输出开口8和/或输入开口具有)在直线上边缘21处的板26。甚至更有利地,所述板26以相对于水平面成从约15
°
到约45
°
(例如,如附图所示,相对于水平面约等于30
°
)的角度倾斜,以促进水基材料朝向收集罐的自然滑动。
73.有利地,但不是以限制的方式,在使用中,清洁装置23沿着前述清洁路径c前进以清洁该板26。
74.甚至更具体地,有利地但不以限制的方式,当清洁装置23包括(特别地,是)用于分配高压清洁流体射流的装置时,当清洁装置23沿着清洁路径c前进时,这样的清洁流体被分配到所述板26上。在这种情况下,甚至更有利地但不以限制的方式,清洁装置23被操作为通过朝向板26本身的一个端部引导过量水基材料而沿着清洁路径c前进,板26(有利但不以限制方式)的尺寸使得其端部相对于输送机4的占地区域位于外部,或至少相对于在使用中被沿着输送路径p移动的陶瓷制品t占据的区域在外部。这允许在通过(即,每个)清洁组件22进行的清洁操作期间使水基材料落到在使用中被输送穿过上釉腔室3的陶瓷制品t的顶部上的风险最小化。
75.再次出于该目的,有利地但不以限制的方式,上釉机器1包括检测系统(以本身已知的方式并且未在本文中详细示出或描述),该检测系统被配置为检测在输入开口处和/或在输出开口8处(即,在输入开口和输出开口8中的设置有清洁组件22的开口处)的陶瓷制品t的存在,并且向清洁组件22的上述控制单元cu发送警告信号。特别地,该控制单元cu被配置为在从接收到警告信号起的固定的时间量之后操作对应的清洁组件22的清洁装置23。有利地,但不以限制的方式,该时间量至少随输送机4输送的陶瓷制品t的尺寸、它们沿着输送机4本身的往复距离以及这些陶瓷制品t沿着输送路径p的输送速度而变化。详细地,根据一些有利但非限制性的实施方式,该时间量可根据至少上述的量/信息(即,陶瓷制品t的尺寸、陶瓷制品t之间的距离以及这些陶瓷制品沿着输送路径p的输送速度)来调节。换言之(有利地但不以限制的方式),在这种情况下,控制单元cu被配置为相对于陶瓷制品t分别在(即,每个)清洁组件22所在的输出开口8处和/或输入开口处的通过以时间交错的方式操作(即,每个)清洁组件22的清洁装置23。这能避免在集中量的水基材料在(即,每个)清洁组件22的操作期间无意地落到陶瓷制品t本身上的情况下损坏陶瓷制品7的风险。应当理解,如上所述,当清洁装置23包括(特别地,是)抽吸装置时,这种风险显著降低。
76.根据一些有利但非限制性的实施方式,控制组件100包括控制单元cu。甚至更有利地,控制单元cu与控制组件100重合,控制组件100被配置为还控制(即,每个)清洁组件22。
77.特别参照图2,根据其他有利但非限制性的实施方式,上釉机器1(特别地,上述支撑结构2)包括若干部分27、28、29(特别地,由这些部分组成),这些部分可以以可释放的方式彼此组装和拆卸。
78.更具体地,上釉机器1(特别地,上述的框架2)包括以下部件(特别地,由这些部件组成):两个端块27,它们被配置为限定上釉机器1的初始部分和最终部分,即,输入工位5处的部分和输出工位6处的部分;至少一个中心体28,其能够以可释放的方式耦合至端块27;以及外部框架29,其被配置为承载线性引导件10。
79.详细地,有利地但不以限制的方式,中心体28形成上釉腔室3的中心部分。此外,有利地但不以限制的方式,每个上釉机器1可以由任何数量的中心体28组成,例如,图1示出的上釉机器1包括以可释放的方式耦合在一起的三个不同的中心体28(特别地,由这三个不同的中心体28组成)。这有利地可以例如根据需要的变化在线性引导件10的数量方面改变上釉机器1的尺寸,从而实际上形成模块化的上釉机器1,该模块化的上釉机器的尺寸并且因此其性能可以在其使用寿命期间被修改。此外,这种配置允许更快并且更容易地组装和拆
卸上釉机器1。
80.详细地,有利地但不以限制的方式,中心体28被配置为能够以可释放的方式在其第一侧端表面s1处耦合至一个端块27或另一个中心体28,并且在其与第一侧端表面s1相对的第二侧端表面s2处耦合至另一个端块27或另一个中心体28。类似地,端块27被配置为至少在它们的其中一个侧端表面s3处允许这种可释放的耦合。
81.有利地,但不以限制的方式,在这些侧端表面s1、s2和s3处,端块27和中心体28设置有可释放的耦合装置30(参见图1、图2、图7和图8),耦合装置30甚至更有利地可从外部接近,以进一步便于从外部组装和拆卸。
82.本发明的上釉机器1具有许多优点,包括以下优点。
83.与已知类型的上釉机器相比,该上釉机器1能够大幅降低集中量的水基材料落到陶瓷制品t的表面上的风险,减少了生产浪费并因此提高了上釉机器1的生产率,这是由于减少了振动(这可通过引入被配置为保证各种部件的质量的平衡分布和移动的线性引导件10来实现),而且还由于在上釉腔室3的至少一个开口处引入了清洁组件22,所述开口通常表示处于集中量的水基材料落下的最大风险下的一个点。
84.此外,由于可以具有一个或多个线性引导件10,该线性引导件10具有用于借助单个操作马达12使两个滑架11’和11”(并且因此使两个喷嘴7)以相对于彼此相反的相移动的两个导轨13,因此可以在单位时间内能分配的水基材料的量方面,而且还有水基材料的分布质量方面来提高上釉机器1的生产效率,并且减少上釉机器1的磨损,同时保持与已知类型的上釉机器的部件相当数量的部件(并且因此保持了总体尺寸和重量)。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。