1.本技术涉及婴童用品制造领域,尤其是涉及一种自动组装流水线。
背景技术:
2.婴童用品是指婴幼儿使用的物品,婴童用品的种类较多,其中大件婴童用品的使用普及尤其普遍,譬如,婴儿车、婴儿床和婴儿座椅等,但考虑运输便捷性和经济性最大化,大多数婴童用品一般均采用拆件方式打包销售,考虑到大件婴童用品到消费者手里需要手动拼装的情况,生产商需要对婴儿床的各零部件进行钻孔、分拣和打包。
3.随着机械设备在生产领域的普及应用,很多生产商都用机械设备逐步替代人工方式生产,具体生产包括一下工序:零部件整备、钻孔、分拣和打包等,现有的车间生产线各个设备之间整备较凌乱,各工序的人员配置与各设备之间的适配度较低,各工序和各设备之间需要大量的人力搬运完成联动,影响生产效率以及不便于车间各工序的管理。
技术实现要素:
4.为了提高婴童用品的生产效率,本技术提供一种自动组装流水线。
5.本技术提供的一种自动组装流水线,采用如下的技术方案:一种自动组装流水线,包括两横向传送台、纵向传送台、龙门架传送台和多个作业承托板,两所述横向传送台、所述纵向传送台和所述龙门架传送台四者围设成闭环传送回路,所述作业承托板于所述闭环传送回路上传送,所述横向传送台的上方架设有吊架,所述吊架吊设有多个吊钩。
6.进一步的,所述横向传送台包括有两第一托条和第一底座,两所述第一托条平行设置于所述第一底座的顶部两侧,两所述第一托条承托所述作业承托板的底部两侧,所述第一底座沿长度延伸方向间隙设置有多止停件,所述第一底座沿长度延伸方向间隙竖直设置有多个第一液压缸,所述第一液压缸的活塞端连接所述止停件的底部,所述止停件的顶部与所述作业承托板的一边沿抵接。
7.进一步的,所述第一底座设置有多个支座,所述止停件包括有平板部和作用三角部,所述作用三角部固定连接于所述平板部的一侧,所述作用三角部与所述支座铰接,所述平板部一端抵接所述支座的侧壁、另一端抵接所述作业承托板的一边沿,所述第一液压缸的活塞端穿设所述支座,且所述第一液压缸的活塞端与所述作用三角部的底部抵接。
8.进一步的,所述平板部与所述作业承托板抵接的一端可拆卸套接有两吸能胶,所述吸能胶抵接所述作业承托板的一边沿。
9.进一步的,所述龙门架传送台包括有两升降组件和水平传送组件,两所述升降组件竖直平行设置,所述水平传送组件架设于两所述升降组件的顶部之间。
10.进一步的,所述升降组件包括有两竖直升降滑轨、第一驱动组件以及升降托板,两所述竖直升降滑轨相互竖直平行设置,所述第一驱动组件驱动所述升降托板于两所述竖直升降滑轨之间滑动。
11.进一步的,所述纵向传送台上设置有消毒机构。
12.进一步的,所述纵向传送台的端部设置有挂刷机构。
13.综上所述,本技术包括以下有益的效果:本技术采用两横向传送台、纵向传送台和龙门架传送台围设形成闭环式传送回路,待加工产品放置于作业承托板上,随着闭环式传送回路输送,加工工人站于横向传送台两侧和纵向传送台两侧,有次序地对待加工产品进行整备、钻孔、分拣和打包等工序,各项工序被有理地整合,有效提高各工序人员配置与各设备之间的适配度,便捷车间各工序的管理,减少不必要的人力搬运,进而提高婴童用品的生产效率,同时,龙门架传送台的设置有效避免生产线对车间进行分割,一方面有效利用车间的竖向空间,另一方面便捷生产工人于车间内穿梭,进一步有效提高婴童用品的生产效率。
附图说明
14.图1是本技术实施例中的一种自动组装流水线的整体结构示意图。
15.图2是本技术实施例中的横向传送台局部结构示意图a。
16.图3是本技术实施例中的横向传送台局部结构示意图b。
17.图4是本技术实施例中的横向传送台局部结构示意图c。
18.图5是本技术实施例中的纵向传送台局部结构示意图a。
19.图6是本技术实施例中的龙门架传送台的局部结构示意图a。
20.图7是本技术实施例中的龙门架传送台的局部结构示意图b。
21.附图标记说明:1、横向传送台;11、第一托条;12、第一底座;13、止停件;131、平板部;132、作用三角部;133、吸能胶;14、第一液压缸;15、支座;16、第一驱动件;161、第一驱动链轮;17、第一转轴;171、第一从动链轮;18、第一输送链;19、第一链条;2、纵向传送台;21、第二托条;22、第二底座;23、第二驱动件;24、第二驱动链轮;25、第二转轴;26、第二从动链轮;27、第二输送链;28、第二链条;3、龙门架传送台;31、升降组件;311、升降滑轨;312、第一驱动组件;313、升降托板;32、水平传送组件;4、作业承托板;5、吊架;51、吊钩;6、消毒机构;7、挂刷机构;8、转向组件;81、第二液压缸;82、履带机构;83、机身。
具体实施方式
22.以下结合附图1-7对本技术作进一步详细说明。
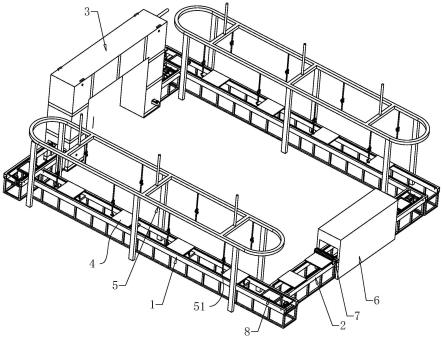
23.本技术实施例公开一种自动组装流水线。如图1所示,一种自动组装流水线包括两横向传送台1、纵向传送台2、龙门架传送台3,两横向传送台1、纵向传送台2和龙门架传送台3四者围设成闭环传送回路,闭环传送回路上传送有多个作业承托板4,横向传送台1的上方架设有吊架5,吊架5吊设有多个吊钩51。
24.车间工人站立于横向传送台1的两侧,待加工的婴儿产品放置于作业承托板4上,待加工婴儿产品随着作业承托板4于横向传送台1的输送而输送至车间工人手里,车间工人对有次序地对待加工婴儿产品进行整备、钻孔、分拣和打包等工序,其中,吊架5上的吊钩51悬吊着车间工人所需的加工工具,譬如,钻孔枪、切割刀和装配固定所用的各种锁紧件,方便车间工人生产作业。
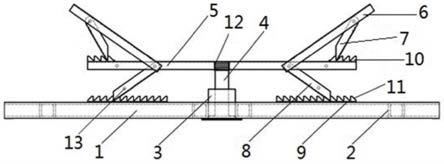
25.如图2所示,横向传送台1包括有两第一托条11、第一底座12,两第一托条11平行设置于第一底座12顶部的两侧,第一底座12设置有第一驱动件16,本技术实施例中的第一驱动件16为电机,两第一托条11之间转动连接有第一转轴17,第一驱动件16的输出轴固定连接有第一驱动链轮161,第一转轴17固定穿设有第一从动链轮171,第一驱动链轮161和第一从动链轮171之间传动连接有第一链条19,第一托条11的顶部岩长度延伸方向开设有第一凹槽,第一托条11内设置有第一输送链18,第一转轴17的端部与第一输送链18传动连接,作业承托板4放置于两第一托条11之间,第一输送链18抵接作业承托板4的底部。
26.如图3所示,第一底座12沿长度延伸方向等间隙设置有多个支座15,第一底座12沿长度延伸方向等间隙设置有多个第一液压缸14,一个支座15对应配置一个第一液压缸14,支座15铰接有止停件13,止停件13包括有平板部131和作用三角部132,作用三角部132固定连接于平板部131的一侧,且作用三角部132与支座15铰接,平板部131一端抵接支座15的侧壁、另一端可拆卸连接有两吸能胶133,吸能胶133抵接作业承托板4的一边沿,第一液压缸14的活塞端穿设支座15,且第一液压缸14的活塞端与作用三角部132的底部抵接。
27.启动第一驱动件16,第一驱动件16驱动第一驱动链轮161转动,第一驱动链轮161通过第一从动链条带动第一从动链轮171转动,第一转轴17随着第一从动链轮171转动而转动,第一转轴17驱动第一输送链18转动,第一输送链18带动作业承托板4沿两第一托条11传动;当作业承托板4传送至车间工人岗位时,启动第一液压缸14,第一液压缸14的活塞端顶起作用三角部132,使得止停件13翻转格挡作业承托板4,吸能胶133抵接作业承托板4的一边沿,从而实现作业承托板4的制停,待车间工人加工婴儿产品完毕后,第一液压缸14的伸缩端回收,止停件13重力作用下翻转复位,消除止停件13对作业承托板4的干涉,作业承托板4重新回复于闭环传送回路的输送。
28.如图4所示,横向传送台1的端部设置有转向组件8,转向组件8包括有机身83、履带机构82和第二液压缸81,第二液压缸81竖直设置于地面,第二液压缸81活塞端的伸缩方向为竖直上下方向,机身83固定连接于第二液压缸81的活塞端,履带机构82设置于机身83上,且履带机构82设有两履带,两履带设置于机身83的两侧,履带与作用承托板的底面抵接,其中履带的长度延伸方向与横向传送台1的长度延伸方向相互垂直,履带的长度延伸方向与纵向传送台2的长度延伸方向同向。
29.当作业承托板4传送至转向组件8的顶部时,启动第二液压缸81,第二液压缸81的活塞顶起机身83,使得作业承托板4与横向传送台1分离,启动履带机构82,履带使得作业承托板4滑送至纵向传送台2;横向传送台1与纵向传送台2的连接处,纵向传送台2和龙门架传送台3的连接处均设置有一个转向组件8,运行的机理相同。
30.如图5所示,纵向传送台2包括有两第二托条21、第二底座22,两第二托条21平行设置于第二底座22顶部的两侧,第二底座22设置有第二驱动件23,本技术实施例中的第二驱动件23为电机,两第二托条21之间转动连接有第二转轴25,第二驱动件23的输出轴固定连接有第二驱动链轮24,第二转轴25固定穿设有第二从动链轮26,第二驱动链轮24和第二从动链轮26之间传动连接有第二链条28,第二托条21的顶部岩长度延伸方向开设有第二凹槽,第二托条21内设置有第二输送链27,第二转轴25的端部与第二输送链27传动连接,作业承托板4放置于两第二托条21之间,第二输送链27抵接作业承托板4的底部。
31.启动第二驱动件23,第二驱动件23驱动第二驱动链轮24转动,第二驱动链轮24通
过第二从动链条带动第二从动链轮26转动,第二转轴25随着第二从动链轮26转动而转动,第二转轴25驱动第二输送链27转动,第二输送链27带动作业承托板4沿两第二托条21传动。
32.纵向传送台2上设置有消毒机构6,消毒机构6包括有罩壳和紫外线消毒灯,纵向传送台2穿设罩壳,罩壳拱型笼罩纵向传送台2,紫外线消毒灯设置于罩壳的内壁,紫外线消毒灯对婴儿产品进行消毒杀菌;纵向传送台2的设置有挂刷机构7,挂刷机构7包括有滚筒、第三驱动件、挂刷套以及固定座,固定座设固定设置于纵向传送台2的端部,滚筒转动连接于固定座上,挂刷套套设滚筒的外壁,本技术实施例中的第三驱动件为电机,第三驱动件驱动滚筒转动,挂刷套挂刷作业承托板4的板面,婴儿产品在加工的钻孔过程中会产生粉刺,挂刷机构7能有效清理残留于作业承托板4上的粉刺。
33.如图6和图7所示,龙门架传送台3包括有两竖直升降组件31和水平传送组件32,升降组件31包括有两竖直升降滑轨311、第一驱动组件312以及升降托板313,第一驱动组件312包括有电机、两第三链条和四个传送链轮,两传送链轮分别转动连接于升降滑轨311的顶部和底部,第三链条传动连接于两出传送链轮之间,两相互正对的传送链轮之间固定连接有传送联动轴,电机的输出轴驱动其中一个传送链轮转动,升降托盘的两侧分别与第三链条固定连接;启动电机,电机驱动传送链轮转动,传送链轮带动第三链条转动,升降托盘随着第三链条的传动而实现升降活动,从而逐个将作业承托板4提升至与水平传送组件32同一水平高度,龙门架传送台3还包括有遮挡外壳,遮挡外壳为拱桥状,遮挡外壳遮罩两升降组件31和水平传送组件32,遮挡外壳的顶部内壁固定设置有第三液压缸,第三液压缸活塞端的伸缩方向与水平传送组件32的传送方向一致,第三液压缸的活塞端连接有挡板,启动第三液压缸,第三液压缸的活塞端推动作业承托板4,将作业承托板4从升降托盘推至水平传送组件32上;水平传送组件32包括有电机、两辊筒、传送带和两水平滑轨,两水平滑轨相互平行设置,辊筒转动连接于两水平滑轨之间,传送带连接于两辊筒之间,电机的输出轴与其中宇哥辊筒同轴传动连接;启动电机,电机驱动辊筒转动,从而实现传送带的输送。
34.本技术实施例一种自动组装流水线的实施原理为:本技术采用两横向传送台1、纵向传送台2和龙门架传送台3围设形成闭环式传送回路,待加工产品放置于作业承托板4上,随着闭环式传送回路输送,加工工人站于横向传送台1两侧和纵向传送台2两侧,有次序地对待加工产品进行整备、钻孔、分拣和打包等工序,各项工序被有理地整合,有效提高各工序人员配置与各设备之间的适配度,便捷车间各工序的管理,减少不必要的人力搬运,进而提高婴童用品的生产效率,同时,龙门架传送台3的设置有效避免生产线对车间进行分割,一方面有效利用车间的竖向空间,另一方面便捷生产工人于车间内穿梭,进一步有效提高婴童用品的生产效率。
35.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。