1.本发明涉及一种包装机械,具体涉及一种将物料装入料托的物料自动装托或卸托流水线。
技术背景
2.目前,随着生活水平的提高,人们对使用产品的安全性要求也越来越高,特别是药品。为了防止产品在打开使用后会造成细菌污染、产品的变质等问题,市场上出现了许多一次性的产品。一次性产品的包装外形一般为不规则的形状,比如扁状瓶子。由于扁状瓶子在裁切出来以后,现目前都是直接落入大的收集箱,在堆叠的过程中容易挤压造成产品的损坏也容易导致产品纠缠在一起,正反面难以区分,不易后续产品的包装工艺,二次搬运也造成产品表面的损坏以及污染所带来的产品浪费。扁状瓶子不易站立,尤其是吹塑罐装后的板状扁瓶,加工完成后需要进行收集时很难摆放整齐,现有的收集方式只能通过人工手动进行处理。工作人员将加工后的瓶子一个一个的拿取后放置于固定的位置。这样的收集方式增加工作人员的劳动强度,效率极低,而且人工的出错率也很高。
技术实现要素:
3.鉴于现有技术存在的不足,本发明创新提供了一种能将物料自动装入料托的物料自动装托或卸托流水线。
4.这种物料自动装托或卸托流水线包括有送料输送机构,其特征在于:所述送料输送机构包括有送料输送带以及左右两个送料护板,左右两个送料护板位于送料输送带的上方,两个送料护板之间形成送料通道,所述送料输送机构的一侧设有送托输送机构,所述送托输送机构的输送方向与送料输送机构的输送方向相平行,所述送托输送机构的输送路径上设有挡托板,所述挡托板与驱动挡托板上下移动的挡托动力源传动连接,所述送托输送机构包括有用于输送料托的左右两条送托输送带;所述送托输送机构的一侧设有进托输送机构,所述进托输送机构的输送方向与送托输送机构的输送方向相交,所述进托输送机构的出料端与送托输送机构相靠近;所述进托输送机构的前方设有顶升机构,所述顶升机构位于左右两条送托输送带之间,所述顶升机构包括有顶升输送带组件、顶升支架以及驱动顶升支架升降的顶升升降动力源,所述顶升输送带组件安装在顶升支架上,所述顶升输送带组件包括有与进托输送机构的输送方向相同的顶升输送带;所述送托输送机构的上方设有在送料输送机构与送托输送机构之间转移物料的取料机械手。
5.所述送料输送机构的进料端与立料输送机构的出料端输送衔接,所述立料输送机构的进料端与进料输送机构的出料端输送衔接,所述进料输送机构包括有进料输送带以及左右两个进料护板,左右两个进料护板位于进料输送带的上方,两个进料护板之间形成进料通道,所述进料输送机构的进料通道让物料卧倒,所述送料输送机构的送料通道让物料立着;所述立料输送机构包括有左右两个立着安装的前皮带轮与上下两个横着安装的后皮带轮,其中一个前皮带轮与其中一个后皮带轮上绕有皮带,另一个前皮带轮与另一个后皮
带轮上也绕有皮带。
6.所述进托输送机构的侧边设有分托机构,所述分托机构包括有左右两个分托板、分托升降架以及驱动分托升降架升降的分托动力源,所述分托升降架上安装有平移动力源,所述平移动力源驱动分托板左右移动。
7.所述送料输送机构的前端输送衔接有出料输送机构,所述出料输送机构包括有左右两个出料护板,两个出料护板位于送料输送带的上方,左右两个出料护板之间形成出料通道。
8.所述送料通道的前端设有挡住物料前进的挡料板,所述挡料板与驱动挡料板移动的挡料动力源传动连接。
9.所述取料机械手包括气动手指,所述气动手指上安装有用于夹住物料的夹板。
10.所述送托输送机构的上方设有转移料托的取托机械手,所述取托机械手包括有取托支架、左右两边的取托勾板以及驱动取托勾板打开的取托动力源,所述取托勾板与取托动力源均安装在取托支架上。
11.所取托机械手的一侧设有出托输送机构;所述取托机械手可将送托输送机构上的料托转移到出托输送机构上。
12.所述送托输送机构的左右两条送托输送带之间设有用于支撑料托的支撑板,所述支撑板具有让顶升机构的顶升输送带组件穿过的槽孔;所述送托输送带的外表面上具有等距分布的推托凸块。
13.所述送托输送机构的前端输送衔接有剔废输送机构;所述顶升机构的上方设有用于检测料托内是否有物料的检测机构,所述检测机构与plc电连接,所述plc控制取料机械手工作。
14.按照本发明提供的一种物料自动装托或卸托流水线,能自动完成物料装托或卸托,大大缩减了人工,同时显著提高了生产效率,保证了物料品质。
附图说明
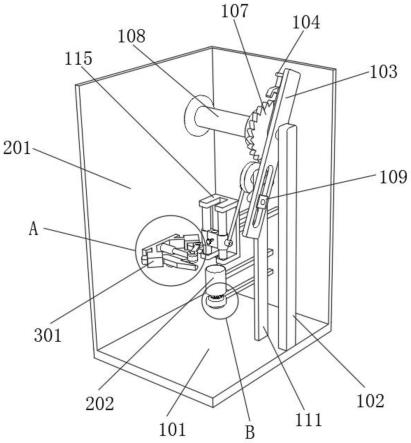
15.图1为本发明的立体图;图2为本发明的俯视图;图3为顶升机构的立体图;图4为图1中a处的局部放大图;图5为立料输送机构的结构示意图;图6为分托机构的结构示意图;图7为取料机械手的部分结构示意图;图8为取托机械手的部分结构示意图;图9为挡料板的使用状态图。
具体实施方式
16.如图1所示,这种物料自动装托或卸托流水线可以实现扁状瓶子b的装托(将扁状瓶子b装入料托c内),也可以实现扁状瓶子的卸托(将料托c内的扁状瓶子b取出来)。客户可以根据需要单独使用装托流水线,这样可以物料储存在料托内;也可以根据需要单独使用
卸托流水线,这样可以将储存在料托内物料取出来进行包装;当然也可以同时配置装托流水线与卸托流水线,这样托流水线与卸托流水线作为起到缓存物料的堆栈。
17.如图1与图2所示,这种物料自动装托或卸托流水线包括有送料输送机构3,图4所示,送料输送机构3包括有送料输送带38以及左右两个送料护板39,左右两个送料护板39位于送料输送带38的上方,两个送料护板39之间形成送料通道,扁状瓶子就在送料通道内通过送料输送带38的带动实现输送(扁状瓶子下面都简称物料)。在送料输送机构3的一侧设有送托输送机构6,该送托输送机构6的输送方向与送料输送机构3的输送方向相平行,在送托输送机构6的输送路径上设有挡托板(未画出),挡托板与驱动挡托板上下移动的挡托动力源传动连接,挡托板用于将料托挡下来,使料托精确定位,这样后面的取料机械手8就能将物料精准放到料托内;而送托输送机构6包括有用于输送料托的左右两条送托输送带60,通过左右两条送托输送带60的带动,料托就能实现移动;在送托输送机构6的一侧设有进托输送机构5,该进托输送机构5的输送方向与送托输送机构6的输送方向相交,进托输送机构5的出料端与送托输送机构6相靠近,进托输送机构5将料托输送过来,并过渡到送托输送机构6上;为了能将料托顺利过渡到送托输送机构6上,在进托输送机构5的前方设有顶升机构7,该顶升机构7位于左右两条送托输送带60之间;顶升机构7用于接过进托输送机构5上的料托,然后往前移送一点距离,然后下降将料托放置到送托输送机构6上。如图3所示,该顶升机构7包括有顶升输送带组件70、顶升支架72以及驱动顶升支架72升降的顶升升降动力源,顶升输送带组件70安装在顶升支架72上,顶升输送带组件70包括有与进托输送机构5的输送方向相同的顶升输送带71;当进托输送机构5上的料托移动到顶升机构7上时,顶升输送带71继续将料托向前移动一定距离,让料托完全处于送托输送机构6上方,然后顶升升降动力源驱动顶升支架72下降,这样料托就置于送托输送机构6上,送托输送机构6就可以将料托进行输送;另外,在送托输送机构6的上方设有在送料输送机构3与送托输送机构6之间转移物料的取料机械手8。取料机械手8可以将送料输送机构3上的物料取出来,然后放置到送托输送机构6上的料托内(装托流水线),也可以将托输送机构6上的物料取出来,然后放置到送料输送机构3上(卸托流水线)。
18.下面以装托流水线为例,介绍本发明的具体工作原理如下:空的料托通过进托输送机构5输送过来,此时顶升机构7的顶升输送带组件70处于与进托输送机构5同一水平的状态,这样进托输送机构5上的料托就来到顶升机构7的顶升输送带组件70上,顶升输送带组件70的顶升输送带71移动带动料托向前移一定的距离,让料托处于送托输送机构6的正上方,然后顶升升降动力源驱动顶升支架72下降,这样料托就置于送托输送机构6上,送托输送机构6的两条送托输送带60就带着空料托往前输送;当空料托输送到设定的位置时,就被送托输送机构6的输送路径上的挡托板挡住,挡托板可以使料托停在设定位置,便于取料机械手8准确将物料放到料托内;而物料通过送料输送机构3输送过来,取料机械手8就将送料输送机构3上的物料抓取出来,并放置到送托输送机构6上的料托内;当料托内放满物料后,挡托动力源驱动挡托板移动,解除对料托的限制,这样装满物料的料托就能继续前进,送到下一个工位,这样就完成整个装托工作。
19.由上面可知装托流水线的工作原理,而卸托流水线与装托流水线不同之处在于,卸托流水线是将满料料托通过进托输送机构5输送过来,然后通过顶升机构7将满料料托放置到送托输送机构6上,送托输送机构6上方的取料机械手8将料托内的物料取出来,并放置
到送料输送机构3上,由送料输送机构3将物料输送到下一个工位进行包装。因此,卸托流水线与装托流水线在结构上基本相同。
20.扁状瓶子需要立着放入料托内,而扁状瓶子生产出来后都是平放着,为了能将平放着的扁状瓶子立起来送入到送料输送机构3上,如图4所示,本发明将送料输送机构3的进料端与立料输送机构2的出料端输送衔接,而立料输送机构2的进料端与进料输送机构1的出料端输送衔接。扁状瓶子制成出来就通过进料输送机构1输送过来,然后通过立料输送机构2立起来,再送入到送料输送机构3上。如图4所示,进料输送机构1包括有进料输送带19以及左右两个进料护板18,左右两个进料护板18位于进料输送带19的上方,两个进料护板18之间形成进料通道。进料输送机构1的进料通道让物料卧倒(两个进料护板18的间距较宽),送料输送机构3的送料通道让物料立着(两个进料护板18的间距较窄),而两者之间就通过立料输送机构2将物料立起来。
21.如图5所示,立料输送机构2包括有左右两个立着安装的前皮带轮21与上下两个横着安装的后皮带轮20,其中一个前皮带轮21与其中一个后皮带轮20上绕有皮带22,另一个前皮带轮与另一个后皮带轮上也绕有皮带。物料从进料输送机构1出来后,就以卧倒的姿态从上下两个后皮带轮20之间进入,通过皮带的矫正,物料就以立着的姿态从左右两个前皮带轮21之间出来,然后进入到送料输送机构3上,送料输送机构3就将物料立着往前输送。这里需要说明的是,装托流水线需要配置进料输送机构1与立料输送机构2,而卸托流水线不需要配置进料输送机构1与立料输送机构2。
22.当然,有些物料不需要立着,因此也就不需要配置立料输送机构2,本发明的流水线针对的不仅仅是扁状瓶子,也可以是其他物品。
23.进托输送机构5可以将一个个将料托输送过来,不过这样进托输送机构5需要做的较长,为了让进托输送机构5在长度有限的情况下也能输送较多的料托,最好解决方案就是让料托堆叠起来进行输送,而料托到了前端后需要分离一个出来送到送托输送机构6上。为此,本发明在进托输送机构5的侧边设有分托机构,如图6所示,该分托机构包括有左右两个分托板54、分托升降架51以及驱动分托升降架51升降的分托动力源52;分托升降架51上安装有平移动力源53,而平移动力源53驱动分托板54左右移动。堆叠起来的料托来到进托输送机构5的前端时,分托动力源52驱动分托升降架5升起来,分托升降架5就带动两个分托板54升起,两个分托板54从料托的两侧边将堆叠的上层几个料托抬起来,只留下最下面的一个料托,进托输送机构5就将这个料托输送到送托输送机构6上,之后分托动力源52驱动分托板54下移,然后平移动力源53驱动分托板54往外侧移动,这样剩下的料托就能重新放置到进托输送机构5上,分托机构再完成上面的动作,这样堆叠的料托就能一个一个被输送出去。
24.在使用装托流水线的情况下,当流水线出现故障时,需要将流水线停下来维修,而生产扁状瓶子的设备一般不会停下来,这时就要生产出来的扁状瓶子输送到收料桶进行收集,为此本发明在送料输送机构3的前端输送衔接有出料输送机构4,该出料输送机构4包括有左右两个出料护板40,两个出料护板40也位于送料输送带33的上方,左右两个出料护板40之间形成出料通道。送料输送机构3将物料输送到出料输送机构4,出料输送机构4就将物料输送到收料桶进行收集。当然,在使用卸托流水线的情况下,也需要出料输送机构4将物料输送到包装工位,不过这种情况下,送料输送机构3可以延伸较长,其延伸部分就是这里
所述的出料输送机构4。
25.物料进入到送料输送机构3上时,一般情况下前后物料排列都是没有规律的(也就是物料之间的距离不确定),这样取料机械手8就不能准确抓取一整排物料。为了取料机械手8能准确抓取一整排物料,如图1与图9所示,本发明在送料通道的前端设有挡住物料前进的挡料板30,挡料板30与驱动挡料板30移动的挡料动力源31传动连接。当然装托流水线在正常工作的情况下,挡料板30挡在送料通道的前端,这样物料就被挡料板30挡下来,后面物料就一个个靠上来,形成紧靠在一起的一排,这样取料机械手8就能精确抓取一整排物料。当装托流水线出现故障时,挡料动力源31驱动挡料板30移动,挡料板30不再挡住送料通道,这样物料就进入到出料输送机构4,出料输送机构4就将物料输送到收集箱收集,如上面所述。这里值得一提的是,也可以通过前序工位让物料排列在一起进入到送料输送机构3上,这样就可以不用挡料板30。
26.取料机械手8是一种比较成熟的技术,可以采用市面上一般的机械手,一般机械手都可以实现吸取转移或者夹取转移,本发明提供一种实施例,如图7所示,这种取料机械手8包括气动手指80(设有一排多个),在气动手指80上安装有用于夹住物料的夹板81。工作时,气动手指80驱动夹板81动作就能夹住扁状瓶子,然后将扁状瓶子转移到料托内。
27.有些料托需要物料分距排列,因此取料机械手8夹取一排物料后还需要将物料分距,如图7所示,为此本发明将气动手指80安装在滑座83上,而滑座83可移动地设置在支座82的导轴86上,相邻两个气动手指80之间通过可伸缩的连接杆84连接,当分距动力源85驱动第一个气动手指80移动时,其他的气动手指80就能移动,在连接杆的限制下,若干个气动手指80实现分距排列,这样取料机械手8就能将物料分距排列地放置到料托内。
28.料托装满物料后,需要将料托移到另一处,这里可以通过人工搬运,也可以通过机械手搬运,为了进一步提升自动化,本发明采用后者,具体是在送托输送机构6的上方设有转移料托的取托机械手9,如图8所示,取托机械手9包括有左右两边的取托支架90、取托勾板91以及驱动取托勾板91打开的取托动力源92,取托勾板91与取托动力源92均安装在取托支架90上。工作时,取托动力源92驱动取托勾板91打开,让料托进入到左右两个取托勾板91之间,然后取托动力源92驱动取托勾板91关闭,取托勾板91就勾住料托的侧边缘,这样取托机械手9就能将料托取走。
29.如上面所述,取托机械手9需要将料托移到另一处,为了能将取托机械手9取过来的料托自动输送出来,如图1所示,本发明在取托机械手9的一侧设有出托输送机构11,该出托输送机构11包括有若干个出托输送辊(当然也可以采用输送带结构),取托机械手9将送托输送机构6上的料托取过来后放到出托输送机构11上,然后通过出托输送机构11进行输送,进一步提升自动化;另外需要说明的是,本发明的进托输送机构5也包括有若干个进托输送辊(当然也可以采用输送带结构)。
30.由于料托具有一定的重量,仅靠两条送托输送带60来支撑,会下压送托输送带60,可能会影响送托输送带60的输送精度。为了克服该问题,本发明在送托输送机构6的左右两条送托输送带60之间设有用于支撑料托的支撑板61,当然该支撑板61具有让顶升机构7的顶升输送带组件穿过的槽孔。当顶升机构7的顶升输送带组件将料托放下来后,料托就置于送支撑板61上,支撑板61能支撑起料托的重量,这样料托就不会对送托输送带60造成下压;当然,支撑板61同样也会给料托产生一定的摩擦力,为了能顺利输送料托,送托输送带60的
外表面上具有等距分布的推托凸块,送托输送带60就通过其上面的推托凸块推动料托移动。通过这种结构,送托输送带60不受压力,输送精度也更高。
31.有些料托处于空托状态时可能有少量物料遗落在里面,在这种情况下,因为会造成重叠就不能继续往料托内存料,就需要将这种料托剔出去,为此,本发明在送托输送机构6的前端输送衔接有剔废输送机构10,该剔废输送机构10包括有若干个剔废输送辊;另外在顶升机构7的上方设有用于检测料托内是否有物料的检测机构12,该检测机构12与plc电连接,而plc控制取料机械手8工作。当料托进入到送托输送机构6上时,检测机构12就开始检测料托内是否有物料,如果有物料,检测机构12就将信号传给取料机械手8,plc就控制取料机械手8不再将物料存放在这种料托内,这种料托继续往前走,然后通过剔废输送机构10将物料输送出去;当然,如果有取托机械手9的话,plc也同时控制取托机械手9不再取托。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。