1.本实用新型涉及玻璃移载设备技术领域,尤其是一种移行升降机。
背景技术:
2.车辆玻璃,尤其是前挡风玻璃,在工厂内输送过程中,需要变换输送高度和输送方向,通常在总装玻璃输送生产线中设置移行升降机来实现。
3.现有技术中,由人工手动操纵机械手,经移行升降机把不同玻璃操作至不同高度和不同方向,放置到相应的玻璃涂胶线上。现有操作方式包括有如下缺点:
4.1、运送距离远,人工跟进劳动强度大;
5.2、由人员根据需求运送到不同位置,手动操作容易出错;
6.3、不能自动根据车型更换所需玻璃,跟不上自动化生产的节奏。
技术实现要素:
7.本技术人针对上述现有生产技术中的缺点,提供一种结构合理的移行升降机,从而能够通过全自动化的方式实现玻璃的移行和升降,尤其适用于多样化玻璃的不同移行和升降高度需求,保质增量,效率高,实用性好。
8.本实用新型所采用的技术方案如下:
9.一种移行升降机,包括平行布设于预设高度处的轨道,两组轨道之间共同移动安装有移行架,移行机构带动移行架沿着轨道的长度方向移行;所述移行架为长方体框架结构,移行架下方间隔设置有水平矩形结构的升降架,移行架四个角处或四个边中部处向下设置有索具,四根索具底端分别固定于升降架上对应的支座上,索具顶端固定于绕卷轮上;所述移行架和升降架之间还安装有升降导向机构,通过绕卷轮的转动将索具绕卷或松开实现升降架的升降,升降导向机构随之收缩或展开。
10.作为上述技术方案的进一步改进:
11.所述移行机构的结构为:包括安装于移行架顶部的移行电机,移行电机输出端衔接有链轮传动组件,通过链轮传动组件带动移行轴转动,移行轴两端均沿轴向套装有行走轮,行走轮嵌至于轨道侧面内凹处并与内底面贴合,通过行走轮的转动相对于轨道长度方向进行移行。
12.位于轨道内侧的移行架顶面还安装有轮座,轮座侧面向着轨道的方向转动安装有导向轮,导向轮的轴向为竖直方向,导向轮圆周壁面与轨道侧面内凹处的竖直壁面贴合相切。
13.所述移行架四个角处分别转动安装有辅轮,单根索具由绕卷轮出发绕经相应的辅轮后向下延伸至升降架上。
14.四根索具由同一个动力机构驱动、经绕卷轮的转动进行绕卷或松开。
15.所述移行架内部安装有双出轴电机,双出轴电机相背的输出端分别安装有主轴,四根索具同侧的两两成组,同组索具对应的绕卷轮并列套装于同一根主轴上,同组索具在
相应绕卷轮上的绕卷方向相同,通过绕卷轮随主轴的转动,使得同组索具同步绕卷或松开。
16.所述升降导向机构的结构为:包括前后间隔布置的两组剪刀叉组件,单组剪刀叉组件从上至下呈竖直方向布置,两组剪刀叉组件之间通过衔接杆连接为一体。
17.随着剪刀叉组件在高度方向的伸长或收缩,其宽度尺寸随之变化,移行架底面和升降架顶面上对应安装有供剪刀叉组件宽度改变的伸缩滑移组件。
18.所述伸缩滑移组件的结构为:包括水平设置的滑移杆,滑移杆上套装有滑移座,滑移座与剪刀叉组件宽度方向的其中一端转动连接;所述剪刀叉组件宽度方向的另一端与固定座转动连接,固定座安装于移行架底面或是升降架顶面上。
19.所述升降架与移行架之间、升降架与下方外部托盘或是地面之间,均安装有定位组件;所述定位组件的结构为:包括轴向竖直、上下相配的上套筒和插杆,上套筒底端设置为朝下外张的引导口,插杆顶端设置为朝上的尖头部,通过尖头部和引导口的配合实现插装定位。
20.本实用新型的有益效果如下:
21.本实用新型结构紧凑、合理,操作方便,通过绕卷轮的转动将索具绕卷或松开实现下方升降架的升降,升降导向机构随之收缩或展开,在升降架升降过程中,由升降导向机构进行升降运动的导向,尤其适用于不同高度,甚至是五六米及以上高度的大型玻璃的升降使用,并结合移行机构的动作实现移载,效率高,实用性好;
22.本实用新型还包括如下优点:
23.本实用新型通过全自动化的方式实现玻璃的移行和升降,尤其适用于多样化玻璃的不同移行和升降高度需求,保质增量,并且节约了人工成本,有效降低了人工作业强度。
附图说明
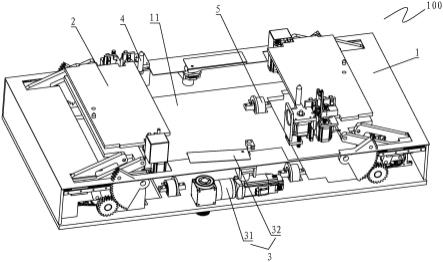
24.图1为本实用新型的结构示意图。
25.图2为图1中a处的局部放大图。
26.图3为图1的侧视图。
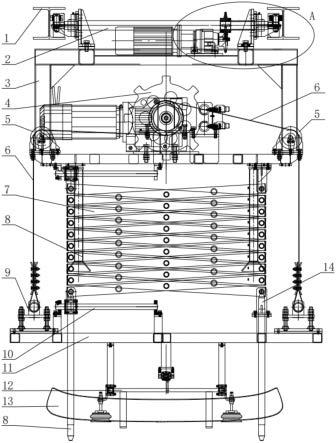
27.图4为本实用新型升降架下行、升降导向机构向下展开状态时的示意图。
28.图5为本实用新型定位组件的结构示意图。
29.其中:1、轨道;2、移行机构;3、移行架;4、绕卷轮;5、辅轮;6、索具;7、升降导向机构;8、定位组件;9、支座;10、伸缩滑移组件;11、升降架;12、抓取机构;13、大型玻璃;14、固定座;
30.21、移行电机;22、链轮传动组件;23、移行轴;24、行走轮;25、导向轮;26、轮座;
31.41、主轴;42、双出轴电机;
32.71、剪刀叉组件;72、衔接杆;
33.81、上套筒;82、引导口;83、尖头部;84、插杆;
34.101、滑移座;102、滑移杆。
具体实施方式
35.下面结合附图,说明本实用新型的具体实施方式。
36.如图1和图3所示,本实施例的一种移行升降机,包括平行布设于预设高度处的轨
道1,两组轨道1之间共同移动安装有移行架3,移行机构2带动移行架3沿着轨道1的长度方向移行;移行架3为长方体框架结构,移行架3下方间隔设置有水平矩形结构的升降架11,移行架3四个角处或四个边中部处向下设置有索具6,四根索具6底端分别固定于升降架11上对应的支座9上,索具6顶端固定于绕卷轮4上;移行架3和升降架11之间还安装有升降导向机构7,通过绕卷轮4的转动将索具6绕卷或松开实现升降架11的升降,升降导向机构7随之收缩或展开。
37.在升降架11升降过程中,由升降导向机构7进行升降运动的导向,尤其适用于不同高度,甚至是五六米及以上高度的大型玻璃13的升降使用,并结合移行机构2的动作实现移载。
38.如图2所示,移行机构2的结构为:包括安装于移行架3顶部的移行电机21,移行电机21输出端衔接有链轮传动组件22,通过链轮传动组件22带动移行轴23转动,移行轴23两端均沿轴向套装有行走轮24,行走轮24嵌至于轨道1侧面内凹处并与内底面贴合,通过行走轮24的转动相对于轨道1长度方向进行移行。
39.本实施例中,还可以在移行架3顶部安装与移行轴23间隔平行设置的从动轴,从动轴两端亦转动套装相同的行走轮24,该行走轮24同样嵌至轨道1中配合行走,从而能够使得移行架3相对于轨道1的移行行走更加稳定、可靠。
40.位于轨道1内侧的移行架3顶面还安装有轮座26,轮座26侧面向着轨道1的方向转动安装有导向轮25,导向轮25的轴向为竖直方向,导向轮25圆周壁面与轨道1侧面内凹处的竖直壁面贴合相切。
41.本实施例中,移行架3通过上方的行走轮24挂装于轨道1内底面上,并通过行走轮24的转动实现其相对于轨道1的移动行走,结构简单紧凑;同时,通过与轨道1侧面贴合的导向轮25的设置,有效减少甚至避免了移行时沿着移行轴23轴向的窜动或不稳,有效保证了移行架3沿着轨道1移动的稳定和可靠性。
42.本实施例中,轨道1由h型钢构成,其横向以“工字型”截面水平间隔布置,从而在单根轨道1的侧面,即h型钢腹板两侧形成供行走轮24挂装行走的内凹和内底面,以及由h型钢腹板侧面形成与导向轮25圆周壁面贴合相切的竖直壁面。
43.移行架3四个角处分别转动安装有辅轮5,单根索具6由绕卷轮4出发绕经相应的辅轮5后向下延伸至升降架11上。
44.本实施例中,辅轮5的设置,实现了索具6在上下布置方向之外的转向,便于绕卷轮4的合适合理布置,尤其适合于将间隔布设的四根索具6相对应的绕卷轮4进行集中、顺序、可靠布设。
45.四根索具6由同一个动力机构驱动、经绕卷轮4的转动进行绕卷或松开。
46.如图3所示,移行架3内部安装有双出轴电机42,双出轴电机42相背的输出端分别安装有主轴41,四根索具6同侧的两两成组,同组索具6对应的绕卷轮4并列套装于同一根主轴41上,同组索具6在相应绕卷轮4上的绕卷方向相同,通过绕卷轮4随主轴41的转动,使得同组索具6同步绕卷或松开;从而实现了绕卷轮4的同步同时同向绕卷动作,实现了索具6的同步升、降,助力于保证升降架11的稳定、可靠升降动作。
47.本实施例中,索具6可以是通常使用的可适用于绕卷、升降拉动的坚实的绳索、铁链等,索具6也可以是质地坚实柔韧的皮带,此时绕卷轮4为便于皮带绕卷的带轮。
48.如图4所示,升降导向机构7的结构为:包括前后间隔布置的两组剪刀叉组件71,单组剪刀叉组件71从上至下呈竖直方向布置,两组剪刀叉组件71之间通过衔接杆72连接为一体。
49.本实施例中,衔接杆72可以安装于剪刀叉组件71的转动枢接处,也可以设置于构成剪刀叉组件71的单个连杆的长度中部,通过衔接杆72的设置,使得两组剪刀叉组件71衔接为一体,使得对于升降动作的导向更加稳定可靠。
50.随着剪刀叉组件71在高度方向的伸长或收缩,其宽度尺寸随之变化,移行架3底面和升降架11顶面上对应安装有供剪刀叉组件71宽度改变的伸缩滑移组件10。
51.伸缩滑移组件10的结构为:包括水平设置的滑移杆102,滑移杆102上套装有滑移座101,滑移座101与剪刀叉组件71宽度方向的其中一端转动连接;剪刀叉组件71宽度方向的另一端与固定座14转动连接,固定座14安装于移行架3底面或是升降架11顶面上。
52.本实施例中,滑移杆102通过支耳间隔安装于移行架3底面或是升降架11顶面上,两组移行架3上下相对布置,用于引导剪刀叉组件71宽度变化时向同一宽度方向的滑移导向,助力于提升升降架11整体的使用可靠性。
53.升降架11与移行架3之间、升降架11与下方外部托盘或是地面之间,均安装有定位组件8;如图5所示,定位组件8的结构为:包括轴向竖直、上下相配的上套筒81和插杆84,上套筒81底端设置为朝下外张的引导口82,插杆84顶端设置为朝上的尖头部83,通过尖头部83和引导口82的配合实现插装定位。
54.对于升降架11与移行架3之间的定位组件8,上套筒81安装于上方的移行架3上,并且引导口82朝下布置,插杆84安装于下方的升降架11上,并且尖头部83朝上;在升降架11上行至预设位置时,插杆84顶端向上插装至上套筒81底端,实现升降架11上行到位时的定位;
55.对于升降架11与地面或托盘之间的定位组件8,上套筒81安装于升降架11上,并且引导口82朝下布置,插杆84安装于下方的地面或托盘上,并且尖头部83朝上;在升降架11下行至预设位置时,上套筒81底端向下插装至插杆84顶部,实现升降架11下行到位时的定位。
56.本实施例中,通过全自动化的方式实现玻璃的移行和升降,尤其适用于多样化玻璃的不同移行和升降高度需求,保质增量,并且节约了人工成本,有效降低了人工作业强度。
57.本实施例中,可以在升降架11底部安装抓取机构12,由抓取机构12从下方的托盘中抓取大型玻璃13,托盘则随着外部辊道移动至抓取位下方,大型玻璃13由本实施例的移行升降机从预设高度处移载至不同的预设工位处;
58.本实用新型的使用方式为:
59.移行机构2中的移行电机21工作,经链轮传动组件22带动移行轴23转动,使得行走轮24转动,从而在导向轮25的同步导向下,使得行走轮24沿着轨道1长度方向行走,实现移行架3沿着轨道1的移行;
60.当移行架3移行至预设位置时,大型玻璃13位于升降架11的正下方;
61.双出轴电机42工作,主轴41带动绕卷轮4转动,使得各组索具6同步同时从绕卷轮4上向下松开,升降架11下行,升降导向机构7中的剪刀叉组件71随着升降架11的下行而逐步向下展开,剪刀叉组件71宽度方向收缩,滑移座101沿着滑移杆102移动,如图4所示,直至升降架11下降至预设位置;
62.由抓取机构12将下方的大型玻璃13抓取,双出轴电机42反向工作,使得升降架11上行,升降导向机构7逐步向上收缩,直至升降架11上行至预设位置;
63.移行电机21工作,将经移行架3、升降架11、抓取机构12将抓取的大型玻璃13移载至预设位置,并配合双出轴电机42的工作,将大型玻璃13放置预设位置上。
64.本实施例中,升降架11的下降或是上升高度,可以通过接近开关的设置,根据接近开关的反馈进行实时需求调整,助力于实现全过程的自动化。
65.本实用新型实现了一定高度处的移行和升降,尤其适用于不同高度,甚至是五六米及以上高度的大型玻璃的升降使用,效率高,实用性好。
66.以上描述是对本实用新型的解释,不是对实用新型的限定,本实用新型所限定的范围参见权利要求,在本实用新型的保护范围之内,可以作任何形式的修改。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。