1.本发明涉及金属压力铸造技术领域,尤其是涉及一种大吨位铝合金熔体转运机构。
背景技术:
2.铸造是人类掌握比较早的一种金属热加工工艺,已有约6000年的历史。中国约在公元前1700-前1000年之间已进入青铜铸件的全盛期,工艺上已达到相当高的水平。铸造是将液体金属浇铸到与零件形状相适应的铸造空腔中,待其冷却凝固后,以获得零件或毛坯的方法。被铸物质多为原为固态但加热至液态的金属(例:铜、铁、铝、锡、铅等),而铸模的材料可以是砂、金属甚至陶瓷。因应不同要求,使用的方法也会有所不同。压力铸造是一种将液态或半固态金属或合金、或含有增强物相的液态金属或合金,在高压下以较高的速度填充入压铸型的型腔内,并使金属或合金在压力下凝固形成铸件的铸造方法。压力铸造的原理主要是金属液的压射成形原理,通常设定铸造条件是通过压铸机上速度、压力,以及速度的切换位置来调整的。现有的铝合金熔体在压力铸造前需要将装有铝合金熔体的保温炉从熔体精炼区转运至浇注工位,并将保温炉放置在浇筑工位的下罐体内,传统人工方式转运,转运效率低,同时劳动强度大。
技术实现要素:
3.本发明的目的在于克服上述技术不足,提出一种大吨位铝合金熔体转运机构,解决现有技术中采用人工方式将装有铝合金熔体的保温炉从熔体精炼区转运至浇注工位,转运效率低,同时劳动强度大的技术问题。
4.为达到上述技术目的,本发明的技术方案提供一种大吨位铝合金熔体转运机构,包括纵向轨道、转运平台、第一驱动轮组件、横向轨道、龙门架、第二驱动轮组件以及机械抓手,转运平台底部安装有第一驱动轮组件,第一驱动轮组件滑动安装在纵向轨道上,以驱动转运平台在纵向轨道上运动,纵向轨道一端垂直设有横向轨道,龙门架底部安装有第二驱动轮组件,第二驱动轮组件滑动安装在横向轨道上,以驱动龙门架在横向轨道上运动,龙门架上安装有机械抓手。
5.进一步,第一驱动轮组件为两组且分别安装在转运平台底部两侧,纵向轨道为两个且平行设置,两组第一驱动轮组件分别滑动安装在两个纵向轨道上。
6.进一步,第一驱动轮组件包括第一限位轮组件以及第一电动轮组件,第一限位轮组件为两组且均包括第一滚轮架以及转动安装在第一滚轮架上的第一限位轮,两个第一限位轮组件的第一滚轮架分别安装在转运平台底部两端,第一限位轮外壁设有用于将第一限位轮卡设在纵向轨道上的第一卡槽,第一电动轮组件包括第二滚轮架以及转动安装在第二滚轮架上的第一驱动轮,第二滚轮架安装在转运平台底部中间,第一驱动轮与第一驱动电机的输出轴连接。
7.进一步,横向导轨与纵向导轨连接处且位于纵向导轨两侧均设有用于使第一限位
轮穿过横向导轨的第一凹槽。
8.进一步,第二驱动轮组件为两组且分别安装在龙门架底部两侧,横向轨道包括两个且平行设置,两组第二驱动轮组件分别滑动安装在两个横向轨道上。
9.进一步,第二驱动轮组件包括第二限位轮组件以及第二电动轮组件,第二限位轮组件为两组且均包括第三滚轮架以及转动安装在第三滚轮架上的第二限位轮,两个第二限位轮组件的第三滚轮架分别安装在龙门架底部两端,第二限位轮外壁设有用于将第二限位轮卡设在横向轨道上的卡槽,第二电动轮组件包括第四滚轮架以及转动安装在第四滚轮架上的第二驱动轮,第四滚轮架安装在龙门架底部中间,第二驱动轮与第二驱动电机的输出轴连接。
10.进一步,纵向导轨与横向导轨连接处且位于横向导轨两侧均设有用于使第二限位轮穿过纵向导轨的第二凹槽。
11.进一步,机械抓手包括第一气缸、升降块、导向杆、滑轨、滑块、第二气缸、安装板以及钩块,第一气缸为两个且分别安装在龙门架两侧下端,两个第一气缸的活塞杆上均安装有升降块,两个升降块两端内均活动贯穿设置有导向杆,两个升降块内的导向杆下端分别安装在龙门架两侧下端,两个升降块相对一侧分别与滑轨两端连接,滑轨上滑动安装有两个滑块,第二气缸为两个且分别安装在两个升降块相对一侧,两个第二气缸的活塞杆分别与两个滑块底部连接,两个滑块底部均安装有安装板,两块安装板相对一侧均设有钩块,保温炉外侧壁对称设置有两块与钩块相配合的钩板。
12.进一步,两块安装板相对一侧均对称设有两个钩块,钩板通过保温炉外壁分隔成两个与钩块相配合的钩设部。
13.本发明的有益效果包括:本发明提供了一种大吨位铝合金熔体转运机构,转运时,将装有铝合金熔体的保温炉放置在转运平台上,通过第一驱动轮组件可带动转运平台在纵向轨道上移动,将保温炉转运至横向轨道处,然后通过第二驱动轮组件可带动龙门架在横向轨道上运动,将龙门架运送至保温炉处,通过机械抓手可将保温炉抓起,并随龙门架一起运送至浇注工位,然后通过机械抓手将保温炉放置在浇注工位内,无需人工转运,转运效率高,可节省大量的劳动力。
附图说明
14.图1是本发明实施例的一种大吨位铝合金熔体转运机构结构示意图;
15.图2是图1的a处放大图;
16.图3是图1的b处放大图;
17.图4是图1的c处放大图;
18.图5是图1的局部结构示意图;
19.图6是图5的另一状态图;
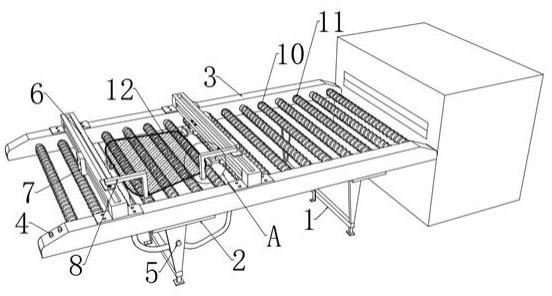
20.图7是图6的d处放大图;
21.图中:1、纵向轨道;11、第二凹槽;2、转运平台;3、第一驱动轮组件;31、第一限位轮组件;311、第一滚轮架;312、第一限位轮;3121、第一卡槽;32、第一电动轮组件;321、第一滚轮架;322、第一驱动轮;323、第一驱动电机;4、横向轨道;41、第一凹槽;5、龙门架;6、第二驱动轮组件;61、第二限位轮组件;611、第三滚轮架;612、第二限位轮;6121、第二卡槽;62、第
二电动轮组件;621、第四滚轮架;622、第二驱动轮;623、第二驱动电机;7、机械抓手;71、第一气缸;72、升降块;73、导向杆;74、滑轨;75、滑块;76、第二气缸;77、安装板;78、钩块;8、保温炉;81、钩板。
具体实施方式
22.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
23.本发明提供了一种大吨位铝合金熔体转运机构,如图1所示,包括纵向轨道1、转运平台2、第一驱动轮组件3、横向轨道4、龙门架5、第二驱动轮组件6以及机械抓手7,转运平台2底部安装有第一驱动轮组件3,第一驱动轮组件3滑动安装在纵向轨道1上,以驱动转运平台2在纵向轨道1上运动,纵向轨道1一端垂直设有横向轨道4,龙门架5底部安装有第二驱动轮组件6,第二驱动轮组件6滑动安装在横向轨道4上,以驱动龙门架5在横向轨道4上运动,龙门架5上安装有机械抓手7。
24.转运时,将装有铝合金熔体的保温炉放置在转运平台2上,通过第一驱动轮组件3可带动转运平台在纵向轨道1上移动,将保温炉转运至横向轨道4处,然后通过第二驱动轮组件6可带动龙门架5在横向轨道4上运动,将龙门架5运送至保温炉处,通过机械抓手7可将保温炉8抓起,并随龙门5一起运送至浇注工位,然后通过机械抓手7将保温炉放置在浇注工位内,无需人工转运,转运效率高,可节省大量的劳动力。
25.需要说明的是,如图2所述,第一驱动轮组件3为两组且分别安装在转运平台2底部两侧,纵向轨道1为两个且平行设置,两组第一驱动轮组件3分别滑动安装在两个纵向轨道1上。
26.更具体地,第一驱动轮组件3包括第一限位轮组件31以及第一电动轮组件32,第一限位轮组件31为两组且均包括第一滚轮架311以及转动安装在第一滚轮架311上的第一限位轮312,两个第一限位轮组件31的第一滚轮架311分别安装在转运平台2底部两端,第一限位轮312外壁设有用于将第一限位轮312卡设在纵向轨道1上的第一卡槽3121,第一电动轮组件32包括第二滚轮架321以及转动安装在第二滚轮架321上的第一驱动轮322,第二滚轮架321安装在转运平台2底部中间,第一驱动轮322与第一驱动电机323的输出轴连接。第一限位轮312上的第一卡槽3121可防止第一限位轮312与纵向轨道1脱离,从而可防止转运平台2与纵向轨道1脱离,通过第一驱动电机323可带动第一驱动轮322转动,即可驱动转运平台2在纵向轨道1上运动。
27.本实施例中,如图4所示,横向导轨4与纵向导轨1连接处且位于纵向导轨1两侧均设有用于使第一限位轮312穿过横向导轨4第一凹槽41。
28.本实施例中,纵向轨道1上设有第一光栅传感器,第一光栅传感器可对转运平台2的位置和速度进行检测,从而可通过转运平台2将保温炉运送至精确的位置。
29.本实施例中,转运平台2上设有用于将保温炉固定在转运平台2上或从转运平台2上松开的固定组件,通过固定组件可将转运平台2上的保温炉8固定,防止转运平台2运动的过程中,保温炉8在转运平台2上移动,以影响对保温炉8的转运。
30.需要说明的是,第二驱动轮组件6为两组且分别安装在龙门架5底部两侧,横向轨
道4包括两个且平行设置,两组第二驱动轮组件61分别滑动安装在两个横向轨道4上。
31.更具体地,如图3所示,第二驱动轮组件6包括第二限位轮组件61以及第二电动轮组件62,第二限位轮组件61为两组且均包括第三滚轮架611以及转动安装在第三滚轮架611上的第二限位轮612,两个第二限位轮组件61的第三滚轮架61分别安装在龙门架5底部两端,第二限位轮612外壁设有用于将第二限位轮612卡设在横向轨道4上的卡槽6121,第二电动轮组件62包括第四滚轮架621以及转动安装在第四滚轮架621上的第二驱动轮622,第四滚轮架621安装在龙门架5底部中间,第二驱动轮622与第二驱动电机623的输出轴连接。第二限位轮612上的第一卡槽6121可防止第一限位轮612与横向导轨4脱离,从而可防止龙门架5与横向导轨4脱离,通过第二驱动电机623可带动第一驱动轮622转动,即可驱动龙门架5在横向导轨4上运动。
32.本实施例中,如图4所示,纵向导轨1与横向导轨4连接处且位于横向导轨4两侧均设有用于使第二限位轮612穿过纵向导轨1第二凹槽11。
33.本实施例中,横向轨道4上设有第二光栅传感器,第二光栅传感器可对龙门架5的位置和速度进行检测,从而可通过龙门架5将保温炉运送至精确的位置。
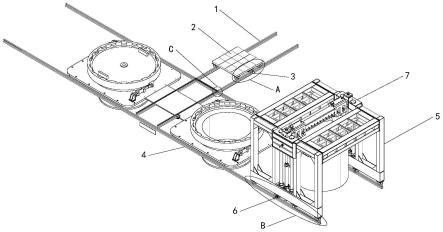
34.更具体地,如图5-7所示,机械抓手7包括第一气缸71、升降块72、导向杆73、滑轨74、滑块75、第二气缸76、安装板77以及钩块78,第一气缸71为两个且分别安装在龙门架5两侧下端,两个第一气缸71的活塞杆上均安装有升降块72,两个升降块72两端内均活动贯穿设置有导向杆73,两个升降块72内的导向杆73下端分别安装在龙门架5两侧下端,两个升降块72相对一侧分别与滑轨74两端连接,滑轨74上滑动安装有两个滑块75,第二气缸76为两个且分别安装在两个升降块72相对一侧,两个第二气缸76的活塞杆分别与两个滑块75底部连接,两个滑块75底部均安装有安装板77,两块安装板77相对一侧均设有钩块78,保温炉8外侧壁对称设置有两块与钩块78相配合的钩板81。
35.通过两个第一气缸71可分别带动两个升降块72沿着导向杆73升降,两个升降块72可带动滑轨74升降,滑轨74可带动滑块75升降,滑块75可带动安装板77升降,从而可带动两块安装板77上的钩块78升降,通过两个第二气缸76可分别带动两个滑块75沿着滑轨74相对或相反运动,两个滑块75可分别带动两块安装板77相对或相反运动,从而可带动两块安装板77上的钩块78相对或相反运动,对两块安装板77上的钩块78之间距离进行调节,将两块安装板77上的钩块78分别挂设在保温炉8的两块钩板81上或从两块钩板81上松开,即可保温炉8吊起或放入到浇筑工位9的下罐体内部。
36.本实施例中,两块安装板77相对一侧均对称设有两个钩块78,钩板81通过保温炉8外壁分隔成两个与钩块79相配合的钩设部。采用上述设计,可更加稳定将保温炉8吊起。
37.具体原理;首先,将装有铝合金熔体的保温炉放置在转运平台2上,通过第一驱动电机323可带动第一驱动轮322转动,从而可驱动转运平台2在纵向轨道1上运动,对保温炉8进行转运,当转运平台2运动至横向轨道4处时,通过第二驱动电机623可带动第二驱动轮622转动,从而可驱动龙门架5在横向轨道4上运动,使龙门架4运动至保温炉8处,然后通过两个第二气缸76可分别带动两个滑块75沿着滑轨74相对运动,两个滑块75可分别带动两块安装板77相对动,从而可带动两块安装板77上的钩块78相对运动,将两块安装板77上的钩块78分别挂设在保温炉8的两块钩板81下方,然后通过第一气缸71带动保温炉8上升吊起,吊起后通过第二驱动电机623可带动第二驱动轮622转动,从而可驱动龙门架5在横向轨道4
上运动,使龙门架5运动至浇筑工位处,然后通过第一气缸71带动保温炉8下降,将保温炉8放置在浇筑工位的下罐体内,最后通过第二气缸77可带动两个滑块76相反运动,两个滑块76可分别带动两块安装板78相反运动,从而可带动两块安装板78上的钩块79相反运动,将两块安装板78上的钩块79分别从保温炉8的两块钩板81上。
38.本发明的有益效果包括:本发明提供了一种大吨位铝合金熔体转运机构,转运时,将装有铝合金熔体的保温炉放置在转运平台2上,通过第一驱动轮组件3可带动转运平台在纵向轨道1上移动,将保温炉转运至横向轨道4处,然后通过第二驱动轮组件6可带动龙门架5在横向轨道4上运动,将龙门架5运送至保温炉处,通过机械抓手7可将保温炉抓起,并随龙门5一起运送至浇注工位,然后通过机械抓手7将保温炉放置在浇注工位内,无需人工转运,转运效率高,可节省大量的劳动力。
39.以上所述本发明的具体实施方式,并不构成对本发明保护范围的限定。任何根据本发明的技术构思所做出的各种其他相应的改变与变形,均应包含在本发明权利要求的保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。