1.本发明属于散热设备制造技术领域,涉及一体化成型的集成均温板的水冷散热器及其制备方法。
背景技术:
2.近年来微电子集成技术的不断发展使得电子产品的发热量急剧增长,因此现在电子产品在运行时会在某一个很小的区域内产生大量的热量形成热量堆积现象,长时间的热量堆积会导致电子产品核心设备损伤,影响电子产品寿命。集成均温板的水冷散热器(water-cooled radiator)是一种采用热传导和强制水冷的高效散热原件,可以通过高导热率基板将热量从小面积热源传递到大面积冷端,再通过强制水冷来实现快速散热的目的。目前,集成均温板的水冷散热器已经被广泛应用于电子产品散热中。
3.现有的集成均温板的水冷散热器结构采用的是预先加工好的实体基板和水冷板进行组装加工的方法制造得到。在传统方案中集成均温板的水冷散热器的制造需要耗费大量人力物力提前制备许多部件,且需要大量的焊接组装工作,生产效率较低;同时在减材加工过程中会出现大量的材料损失;并且由于传统水冷散热器中热量从热源到冷端表面的传递过程仅依靠基板的热传导,这种仅依靠热传导的方法无法满足高热流导热需求。
4.近年来,金属的增材制造技术快速发展,其中,选择性激光熔化slm(selective laser melting)是金属材料增材制造中的一种主要技术途径,该技术选用激光作为能量源,按照三维cad切片模型中规划好的路径在金属粉末床层进行逐层扫描,扫描过的金属粉末通过熔化、凝固从而达到冶金结合的效果,最终获得模型所设计的金属零件。slm技术克服了传统技术制造具有复杂形状的金属零件带来的困扰,它能直接成型出近乎全致密且力学性能良好的金属零件。
5.因此,需要研究一种新结构的集成均温板的水冷散热器,并能基于增材制造技术一体化成型,解决现有集成均温板的水冷散热器制造工序复杂、制造周期过长、换热效率较低以及安装灵活性受限等问题。
技术实现要素:
6.有鉴于此,本发明的目的是提供一种一体化成型的集成均温板的水冷散热器及其制备方法,解决现有集成均温板的水冷散热器制造工序复杂、制造周期过长、换热效率较低以及安装灵活性受限等问题。
7.为实现上述目的,本发明提供一体化成型的集成均温板的水冷散热器,包括一体化成型的均温板和水冷板;
8.所述水冷板包括水冷板壳体,冷却水流道,进水接口和出水接口,所述冷却水流道位于所述水冷板壳体的内部,所述进水接口和出水接口分别位于所述冷却水流道的两端;
9.所述均温板包括均温板壳体,及位于所述均温板壳体内部的蒸发部芯体,冷凝部芯体和蒸汽腔柱,所述蒸汽腔柱位于所述蒸发部芯体和冷凝部芯体之间,所述蒸发部芯体、
冷凝部芯体和蒸汽腔柱均为多孔毛细结构;
10.在所述均温板的两个侧面各设有一个预留封装口,用于去除制备过程中的废料、排气、注液和焊接。
11.优选地,多孔毛细结构由毛细结构单元阵列形成,多孔毛细结构为框架式多孔毛细结构,其中,毛细结构单元为正方体框架,边长为0.05-0.15mm;
12.所述均温板壳体的厚度为0.5-1mm,所述蒸发部芯体的厚度为0.3-0.6mm,所述蒸汽腔柱的高度为0.5-1mm,所述冷凝部芯体的厚度为0.2-0.5mm。
13.优选地,所述水冷板的整体厚度为6-10mm,其中,所述冷却水流道的截面为圆形,直径为4-8mm。
14.优选地,2个预留封装口的通孔直径均为2-4mm。
15.本发明还提供一种如上所述的一体化成型的集成均温板的水冷散热器的制备方法,包括以下步骤:
16.s1:根据所述集成均温板的水冷散热器的设计模型建立工艺模型;
17.s2:采用直接激光烧结成形工艺进行所述集成均温板的水冷散热器的增材制造;
18.s3:进行后处理。
19.优选地,工艺模型包括沿成形高度方向的收缩量的预先补偿,后续板壳表面的喷砂工艺的去除量的预先补偿,以及内部多孔毛细结构和沟槽磨粒流工艺的去除量的预先补偿。
20.优选地,沿成形高度方向的高度补偿值为设计模型高度的5%,板壳的厚度补偿值为0.05mm,内部多孔毛细结构的间隙补偿值为0.03mm。
21.优选地,所述步骤s2中,激光能量的工艺窗口范围为90-130w,扫描间距的工艺窗口在180-300um范围内,能量密度的工艺窗口范围为60-90j/mm3,光斑0.05mm。
22.优选地,所述步骤s3中,后处理包括热处理,板壳表面的喷砂工艺处理,内部多孔毛细结构的磨粒流工艺处理,以及内部腔体中残留粉末颗粒的超声清洗处理。
23.优选地,还包括步骤s4:焊接所述均温板一端的预留封装口,将配有充液管的封头焊接到另一端的预留封装口,除气并充液,封死充液管,对所述均温板壳体进行无损和检漏测试。
24.本发明采用上述技术方案的优点是:
25.(1)本发明采用增材制造的方法制备一体化结构的集成均温板的水冷散热器,能够省略预制均温板壳体、焊接等大量繁重的工序,工序简洁,节省大量财力物力的同时大大缩短了加工周期。
26.(2)本发明一体化成型的集成均温板的水冷散热器,通过增材制造的方式将水冷板与均温板散热基板进行整体打印制造,均温板可以将集中热源的热量快速传递到整体打印水冷板的下表面,最后通过整体打印水冷板中的流体将热量快速带走,这种一体化成型的方式还可以消除水冷板与散热基板之间的界面热阻,进一步提高散热性能。
27.(3)本发明一体化成型的集成均温板的水冷散热器,均温板内部设计有蒸汽腔柱,带有空腔,可以在实现高换热效率的同时实现轻量化的要求。
28.(4)本发明采用增材制造加工工艺可以实现异型集成均温板的水冷散热器的快速制造,可以使集成均温板的水冷散热器在复杂电子设备中的安装更加灵活。
附图说明
29.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
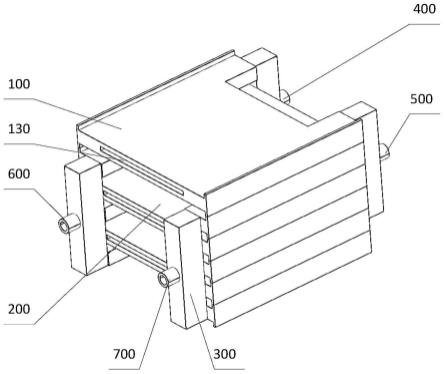
30.图1为本发明的一体化成型的集成均温板的水冷散热器的结构示意图;
31.图2为框架式多孔毛细结构的结构示意图,其中,左图为,毛细结构单元的结构示意图;
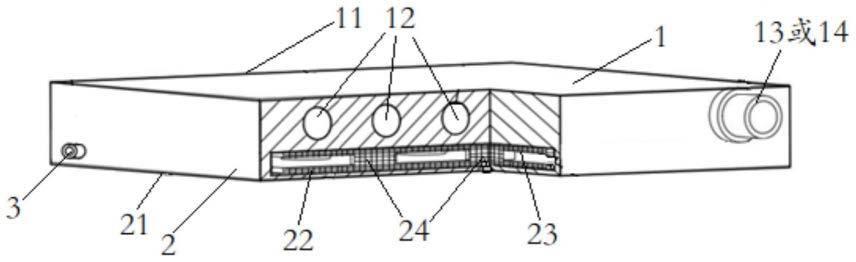
32.图3为水冷板及冷却水流道的结构示意图;
33.附图标记说明:1-水冷板;11-水冷板壳体;12-冷却水流道;13-进水接口;14-出水接口;2-均温板;21-均温板壳体;22-蒸发部芯体;23-冷凝部芯体;24-蒸汽腔柱;3-预留封装口。
具体实施方式
34.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
35.如图1所示,本发明提供了一种一体化成型的集成均温板的水冷散热器,包括一体化成型的均温板2和水冷板1;
36.所述水冷板1包括水冷板壳体11,冷却水流道12,进水接口13和出水接口14,如图3所示,所述冷却水流道12位于所述水冷板壳体11的内部,所述进水接口13和出水接口14分别位于所述冷却水流道12的两端;
37.所述均温板2包括均温板壳体21,及位于所述均温板壳体内部的蒸发部芯体22,冷凝部芯体23和蒸汽腔柱24,所述蒸汽腔柱24位于所述蒸发部芯体22和冷凝部芯体23之间,所述蒸发部芯体22、冷凝部芯体23和蒸汽腔柱24均为多孔毛细结构;
38.在所述均温板2的两个侧面各设有一个预留封装口3,用于去除制备过程中的废料、排气、注液和焊接。
39.在一些实施例中,多孔毛细结构由毛细结构单元阵列形成,多孔毛细结构为框架式多孔毛细结构如图2所示,其中,毛细结构单元为正方体框架边长为0.05-0.15mm。所述均温板壳体21的厚度为0.5-1mm,所述蒸发部芯体22的厚度为0.3-0.6mm,所述蒸汽腔柱24的高度为0.5-1mm,所述冷凝部芯体23的厚度为0.2-0.5mm。
40.在一些实施例中,所述水冷板1的整体厚度为6-10mm,其中,所述冷却水流道12的截面为圆形,直径为4-8mm。
41.在一些实施例中,2个预留封装口3的通孔直径均为2-4mm。
42.本发明还提供一种如上所述的一体化成型的集成均温板的水冷散热器的制备方法,包括以下步骤:
43.s1:根据所述集成均温板的水冷散热器的设计模型建立工艺模型;
44.s2:采用直接激光烧结成形工艺进行所述集成均温板的水冷散热器的增材制造;
45.s3:进行后处理。
46.在一些实施例中,工艺模型包括沿成形高度方向的收缩量的预先补偿,后续板壳表面的喷砂工艺的去除量的预先补偿,以及内部多孔毛细结构和沟槽磨粒流工艺的去除量的预先补偿。优选地,沿成形高度方向的高度补偿值为设计模型高度的5%,板壳的厚度补偿值为0.05mm,内部多孔毛细结构的间隙补偿值为0.03mm。
47.在一些实施例中,所述步骤s2中,激光能量的工艺窗口范围为90-130w,扫描间距的工艺窗口在180-300um范围内,能量密度的工艺窗口范围为60-90j/mm3,光斑0.05mm。
48.在一些实施例中,所述步骤s3中,后处理包括热处理,板壳表面的喷砂工艺处理,内部多孔毛细结构的磨粒流工艺处理,以及内部腔体中残留粉末颗粒的超声清洗处理。
49.在一些实施例中,还包括步骤s4:焊接所述均温板一端的预留封装口,将配有充液管的封头焊接到另一端的预留封装口,除气并充液,封死充液管,对所述均温板壳体进行无损和检漏测试。
50.实施例1
51.一体化成型的集成均温板的水冷散热器,多孔毛细结构由毛细结构单元阵列形成,多孔毛细结构为框架式多孔毛细结构,其中,毛细结构单元为正方体框架边长为0.1mm。一体化成型的集成均温板的水冷散热器的设计模型参数如下:均温板整体厚度为3mm,其中,板壳厚度为0.5mm,蒸汽腔柱的高度为1mm,蒸发部芯体的厚度为1mm,冷凝部芯体的厚度为0.5mm;水冷板整体厚度为6mm,冷却水流道的截面圆直径为4mm;预留封装口的通孔内径为2mm。制备过程如下:
52.s1:使用增材制造前处理软件对上述设计模型进行切片分层,生成加工轨迹文件:层厚为0.03mm,填充间隔为0.08mm,光斑补偿为0.075mm,轮廓线功率为105w,速度为1000mm/s,填充线功率为120w,速度为1500mm/s。
53.s2:使用选区激光熔化设备进行集成均温板的水冷散热器的制造,设备氧含量控制在0.3%以下,材料为铜粉颗粒,采用嫁接打印技术实现集成均温板的水冷散热器的打印制造。
54.s3:辅助超声波设备清理集成均温板的水冷散热器内腔中的粉末,将粉末从两端的预留封装口中排出;
55.之后,使用真空热处理炉进行退火处理,热处理工艺曲线为60分钟加热至450℃保温30分钟然后60分钟升温至820℃,保温120分钟后随炉冷却;
56.然后,使用电火花线切割设备将热处理后的集成均温板的水冷散热器从打印平台上切下来,并进行喷砂处理,使用80目的金刚砂作为喷砂颗粒,压力值为0.5mpa;
57.再使用超声波清洗机清洗将喷砂处理后的集成均温板的水冷散热器的内部腔体中残留的杂质清除干净。
58.s4:焊接均温板一端的预留封装口,将配有充液管的封头焊接到另一端的预留封装口;
59.之后,应用逐步加热方法通过封头进行除气处理,尽可能得排出均温板内部的不凝性气体;
60.然后,通过充液管对均温板的多孔毛细结构进行甲醇充液处理,充液量为毛细腔体容积的50%,充液后封死充液管,完成封闭处理;
61.最后,对均温板壳体进行无损和检漏测试。
62.本发明采用上述技术方案的优点是:
63.(1)本发明采用增材制造的方法制备一体化结构的集成均温板的水冷散热器,能够省略预制均温板壳体、焊接等大量繁重的工序,工序简洁,节省大量财力物力的同时大大缩短了加工周期。
64.(2)本发明一体化成型的集成均温板的水冷散热器,通过增材制造的方式将水冷板与均温板散热基板进行整体打印制造,均温板可以将集中热源的热量快速传递到整体打印水冷板的下表面,最后通过整体打印水冷板中的流体将热量快速带走,这种一体化成型的方式还可以消除水冷板与散热基板之间的界面热阻,进一步提高散热性能。
65.(3)本发明一体化成型的集成均温板的水冷散热器,均温板内部设计有蒸汽腔柱,带有空腔,可以在实现高换热效率的同时实现轻量化的要求。
66.(4)本发明采用增材制造加工工艺可以实现异型集成均温板的水冷散热器的快速制造,可以使集成均温板的水冷散热器在复杂电子设备中的安装更加灵活。
67.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。