1.本技术涉及棋类游戏及其制造技术领域,具体涉及一种图形象棋及其生产工艺。
背景技术:
2.象棋,亦作“象碁”、中国象棋,中国传统棋类益智游戏,在中国有着悠久的历史,属于二人对抗性游戏的一种,由于用具简单,趣味性强,成为流行极为广泛的棋艺活动,中国象棋是中国棋文化也是中华民族的文化瑰宝,象棋主要流行于华人及汉字文化圈的国家,是中国正式开展的78个体育运动项目之一,中国象棋,历史悠久、渊源流长,其对局原理具有良好的思想性、科学性、公平性、竞争性、对于人民交流思想,沟通感情,开发智力,起到了积极的促进作用,千百年来长盛不衰的中国象棋,由于受方块文字语言的限制,至今还不能被非中文国家的人们所接受,还不能象围棋那样成为世界棋类体育运动。
3.目前,中国象棋一般使用冲压工艺制作,其工艺流程复杂、制造成本高、产品报废率高、成型结构不稳定,生产效率低。
技术实现要素:
4.为此,本技术提供一种图形象棋及其生产工艺,以解决现有技术存在的文字类型的中国象棋普及率低、象棋制作工艺流程复杂、制造成本高、产品报废率高、成型结构不稳定,生产效率低的问题。
5.为了实现上述目的,本技术提供如下技术方案:
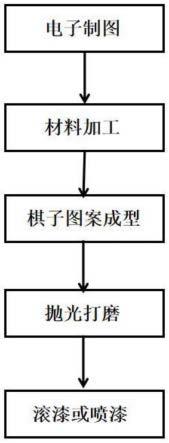
6.第一方面:一种图形象棋的生产工艺,包括步骤:
7.s1:电子制图:使用制图软件制作七种形象图案的矢量图,所述七种形象图案分别对应于:“車”、“炮”、“马”、“卒”/“兵”、“象”/“相”、“将”/“帅”、“士”/“仕”;
8.s2:材料加工:将选用材料加工成多个单独的扁平形状的圆柱体或适用于下一工序的形状;
9.s3:棋子图案成型:分别在多个棋子表面进行图案制作,每个棋子正面和反面的图案相同,且图案凸出或在棋子表面凹陷,形成浮雕示图;
10.s4:抛光打磨:将成型后的棋子进行批量抛光打磨;
11.s5:滚漆或喷漆:将棋子整体进行油漆涂装用以加强棋子的美观性和防腐蚀,采用滚筒滚漆工艺或采用喷漆工艺。
12.可选地,所述步骤s2选择木材作为加工材料,所述步骤s2分为s21开料,将木材锯成截面为正方形的木棒;s22拉棒,使用拉棒机将方形木棒加工成直径为棋子外形尺寸的圆木棒;s23棋子成形,选用数控或木工车床车出多个连在一起的圆棒再截成多个单独的扁平形状圆柱体的棋子。
13.可选地,所述步骤s3选用激光雕刻工艺将棋子的图形雕刻在木质棋子表面,采用大型桌面式激光雕刻机进行雕刻,将所述s1步骤设计的矢量图输入设备,设定激光雕刻参数,将棋子摆放于制具盘中,并将制具置于加工台面,最后进行雕刻。
14.可选地,所述步骤s3选用cnc雕刻工艺将棋子的图形雕刻在棋子表面,所述步骤s2选用木材作为加工材料,所述步骤s3为木材开料,将木材锯成棋子厚度的横向纹理的长方形板材,板材面积可容下十几或几十个棋子,并将板材两面进行表面抛光处理,将所述步骤s1的某一图形复制出木板面积能够容下的图案,输入cnc雕刻机,将木板固定在雕刻台面上,雕刻完成后,雕刻机进行铣圆工序,cnc雕刻机的刻刀变为铣刀,将棋子从木板上分离,自动仿形铣对棋子的侧面进行加工,使其侧面产生起伏的曲线,滚筒打磨,将棋子进行滚动打磨,滚漆或喷漆,将打磨后的棋子整体进行油漆涂装,选用滚筒滚漆或喷漆工艺,点色,在棋子的图形表面或背景处涂上用于突出图形的色漆,加强棋子图形的辨识度。
15.可选地,所述步骤s2选择pp塑料作为加工材料。
16.可选地,所述步骤s3选用整体注塑成型加工棋子,根据所述s1图案加工注塑模具,在模具中加入所述步骤s2中选择的pp塑料,调整参数,经过填充、保压、冷却、脱模等工艺后,滚漆或喷漆,将注塑成型后的棋子整体进行油漆涂装,选用滚筒滚漆或喷漆工艺,点色,在棋子的图形表面或背景处涂上用于突出图形的色漆,加强棋子图形的辨识度。
17.第二方面:一种图形象棋的生产工艺,包括步骤:
18.s1:电子制图:使用制图软件制作七种形象图案的矢量图,所述七种形象图案分别对应于:“車”、“炮”、“马”、“卒”/“兵”、“象”/“相”、“将”/“帅”、“士”/“仕”;
19.s2:材料加工:将选用材料加工成多个单独的扁平形状的圆柱体棋子;
20.s3:抛光打磨:将棋子进行批量抛光打磨;
21.s4:滚漆或喷漆:将棋子整体进行油漆涂装用以加强棋子的美观性和防腐蚀,采用滚筒滚漆工艺或采用喷漆工艺。
22.s5:选用uv打印工艺进行喷涂造型使得棋子表面图案成型:选用工业用的uv打印机,将所述步骤s1设计的矢量图输入设备,设定打印参数,将棋子批量码放在制具中,将制具放入打印工作台面,为使打印能够突出图案浮雕效果,打印第一层时使用白墨,第二层打印彩色,第三层打印光油增加整体美感;分别在多个棋子表面进行图案制作,每个棋子正面和反面的图案相同,且图案凸出或在棋子表面凹陷使得棋子形成浮雕示图。
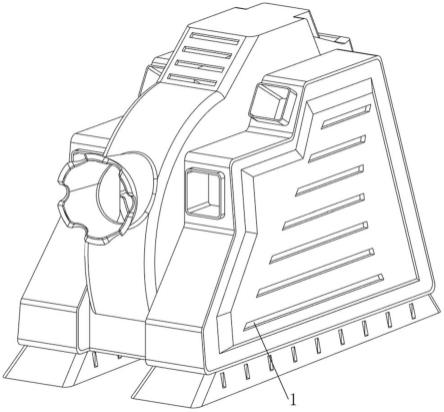
23.第三方面:一种图形象棋,包括分属两个阵营的共计三十二个棋子,两个阵营的棋子形状相同、表面设置有区分,所述棋子是由上述第一方面或第二方面的生产工艺制备得到,两个阵营的所述棋子用两种颜色区分或用同色的线图与面图区分,棋子圆形表面均阴雕或阳雕出相同的形象图案以取代原本的棋面文字,其中“卒”和“兵”采用抽象的人形图案来表征、“炮”采用投石机的图案来表征、“马”采用马头的图案来表征、“象”和“相”采用大象的图案来表征、“車”采用攻城车或抛石机的图案来表征、“士”和“仕”采用头盔的图案来表征、“将”和“帅”采用带有翎羽的头盔图案来表征。
24.相比现有技术,本技术至少具有以下有益效果:
25.1、使用图形象棋,其辨识度高,棋子的为传统中国象棋规则,完全适用于现在中国人的下棋习惯,在国内可作为传统中国象棋和文化程度较低的人使用,赋予相应意义图案的图形象棋,适用于不熟悉汉字地外国人使用。图案象形直观,极易辩识,记忆和学习,消除了不同语言的障碍。象棋文字的图形化,方便了中国象棋在世界范围的普及推广,为中国象棋走向世界提供了良好有效无语言的沟通,有利于传统文化的传播和输出。
26.2、象棋制作工艺选用uv打印工艺,工艺流程简单,制作成本低,产品成型率高、美
观实用,打磨后手感较好,生产效率高且可做到柔性化生产,可根据客户定制方案生产制造。承印材料的适应性强,固化速度快,在uv灯照射下不到1/10秒就能固化,无须红外线干燥所需的加长烘道,固化后不再使用喷粉,可以避免因喷粉造成的色彩问题,固化后色彩也不会再发生变化,印刷后就能直接进入印后工序加工,减少工序间的等待时间,印刷过程中墨槽中的油墨不会结皮评奖,短时间停机无须清理墨槽中的油墨,印刷后色彩亮丽,饱和度高,体现产品的高品质,uv油墨和uv光油印刷表面效果光滑,质感好,亮度高,爽滑度高,uv油墨附着力强包装安全,耐摩擦性能、耐折性能优良,能通过油墨和控制固化速度等形成冰花、磨砂等特殊效果,可实现浮雕效果、立体感十足、绿色环保、污染小。
27.3、使用激光雕刻工艺,其优点为加工范围广泛:激光几乎可对任何材料进行雕刻切割;安全可靠:采用非接触式加工,不会对材料造成机械挤压或机械应力没有“刀痕”,不伤害加工件的表面;不会使材料变形;精确细致:加工精度可达到0.02mm;节约环保:光束和光斑直径小,一般小于0.5mm;切割加工节省材料,安全卫生;效果一致:保证同一批次的加工效果完全一致;高速快捷:可立即根据电脑输出的图样进行高速雕刻和切割;成本低廉:不受加工数量的限制,对于大批量加工服务,激光加工更加便宜。
附图说明
28.为了更直观地说明现有技术以及本技术,下面给出示例性的附图。应当理解,附图中所示的具体形状、构造,通常不应视为实现本技术时的限定条件;例如,本领域技术人员基于本技术揭示的技术构思和示例性的附图,有能力对某些单元(部件)的增/减/归属划分、具体形状、位置关系、连接方式、尺寸比例关系等容易作出常规的调整或进一步的优化。
29.图1为本技术实施例1工艺流程示意图;
30.图2为本技术实施例1的s2步骤示意图;
31.图3为本技术实施例2工艺流程示意图;
32.图4为本技术实施例1或2的象棋立体结构示意图;
33.图5—图15为本技术实施例1或2的象棋平面图案示意图。
具体实施方式
34.以下结合附图,通过具体实施例对本技术作进一步详述。
35.在本技术的描述中:除非另有说明,“多个”的含义是两个或两个以上。本技术中的术语“第一”、“第二”、“第三”等旨在区别指代的对象,而不具有技术内涵方面的特别意义(例如,不应理解为对重要程度或次序等的强调)。“包括”、“包含”、“具有”等表述方式,同时还意味着“不限于”(某些单元、部件、材料、步骤等)。
36.本技术中所引用的如“上”、“下”、“左”、“右”、“中间”等的用语,通常是为了便于对照附图直观理解,而并非对实际产品中位置关系的绝对限定。在未脱离本技术揭示的技术构思的情况下,这些相对位置关系的改变,当亦视为本技术表述的范畴。
37.实施例1
38.第一方面:一种图形象棋的生产工艺,如图1所示,包括步骤:
39.s1:电子制图:使用ps(photoshop)或ai(adobe llustrator)等制图软件制作七种形象图案的矢量图(图片输出格式包络pdf和psd等),其中批量生产可以设计高清点阵图
(图片输出格式包括tiff、jepg或bmp等),七种形象图案分别对应于:“車”、“炮”、“马”、“卒”/“兵”、“象”/“相”、“将”/“帅”、“士”/“仕”;
40.s2:材料加工:将选用材料加工成多个单独的扁平形状的圆柱体或适用于下一工序的形状;
41.s3:棋子图案成型:分别在多个棋子正面和反面进行图案制作,每个棋子正面和反面的图案相同,且图案凸出或在棋子表面凹陷,形成立体示图;
42.s4:抛光打磨:将成型后的棋子进行批量抛光打磨;
43.s5:滚漆或喷漆:将棋子整体进行油漆涂装用以加强棋子的美观性和防腐蚀,采用滚筒滚漆工艺或采用喷漆工艺。
44.一种可选的实施方案:步骤s2选择木材作为加工材料,选用密度较高、纹理较好、适于批量加工的木材,可以选用橡木制作,具有比较鲜明的山形木纹,并且触摸表面有着良好的质感,韧性好,可根据需要加工成各种弯曲状,颇具美感,质地坚实,制成品结构牢固,使用年限长。如图2所示,步骤s2分为开料21,将木材锯成截面为正方形的木棒;拉棒22,使用拉棒机将方形木棒加工成直径为棋子相同径向尺寸的圆木棒;棋子成形23,选用数控或木工车床车出棋子外形并截成多个单独的扁平形状圆柱体的棋子。
45.一种可选的实施方案:步骤s3选用激光雕刻将棋子的图形雕刻在木质(或大理石)棋子表面,采用大型桌面式激光雕刻机进行雕刻,将所述s1步骤设计的矢量图输入设备,设定激光雕刻参数,将棋子摆放于制具盘中,并将制具置于加工台面,最后进行雕刻。步骤s3选用cnc(computer numerical control)雕刻工艺将棋子的图形雕刻在棋子表面,步骤s2选用木材作为加工材料,木材开料,将木材锯成棋子厚度的横向纹理的长方形板材,板材面积可容下十几或几十个棋子,并将板材两面进行表面抛光处理,将步骤s1的某一图形复制出木板面积能够容下的图案,输入cnc雕刻机,将木板固定在雕刻台面上,雕刻完成后,雕刻机进行铣圆工序,cnc雕刻机的刻刀变为铣刀,将棋子从木板上分离,自动仿形铣对棋子的侧面进行加工,使其侧面产生起伏的曲线,滚筒打磨,将棋子进行滚动打磨,滚漆或喷漆,将打磨后的棋子整体进行油漆涂装,选用滚筒滚漆或喷漆工艺,点色,在棋子的图形表面或背景处涂上用于突出图形的色漆,加强棋子图形的辨识度。
46.cnc雕刻工艺适用各种材质上进行切割,二维雕刻或三维雕刻。工艺刻镀功能强大,对被加工件从大幅面到微小的尺寸都可以加工,适用范围广。其主要特点:一、加工速度快、效率高,可达到每分钟25米的最快速度。二、精度高,工艺能够实现雕刻1毫米的图案。三。加工幅面大,现有cnc雕刻机可实现幅宽超过1.6的加工,能够一次性加工多套产品。四、工艺成熟稳定。
47.一种可选的实施方案:步骤s2选择pp塑料作为加工材料。步骤s3选用整体注塑成型加工棋子,根据s1图案加工注塑模具,在模具中加入步骤s2中选择的pp塑料,调整参数,经过填充、保压、冷却、脱模等工艺后,滚漆或喷漆,将注塑成型后的棋子整体进行油漆涂装,选用滚筒滚漆或喷漆工艺,点色,在棋子的图形表面或背景处涂上用于突出图形的色漆,加强棋子图形的辨识度。
48.第二方面:如图4—图14所示,
49.一种图形象棋,包括分属两个阵营的共计三十二个棋子,两个阵营的棋子形状相同、表面设置有区分,其特征在于,所述棋子是由权利要求1或7所述的生产工艺制备得到,
两个阵营的所述棋子用两种颜色区分或用同色的线图与面图区分,棋子圆形表面均阴雕或阳雕出相同的形象图案以取代原本的棋面文字,其中“卒”和“兵”采用抽象的人形图案来表征、“炮”采用投石机的图案来表征、“马”采用马头的图案来表征、“象”和“相”采用大象的图案来表征、“車”采用攻城车或抛石机的图案来表征、“士”和“仕”采用头盔的图案来表征、“将”和“帅”采用带有翎羽的头盔图案来表征。
50.实施例2
51.一种图形象棋的生产工艺,如图3所示,包括步骤:
52.s1:电子制图:使用ps(photoshop)或ai(adobe llustrator)等制图软件制作七种形象图案的矢量图(图片输出格式包络pdf和psd等),其中批量生产可以设计高清点阵图(图片输出格式包括tiff、jepg或bmp等),七种形象图案分别对应于:“車”、“炮”、“马”、“卒”/“兵”、“象”/“相”、“将”/“帅”、“士”/“仕”;
53.s2:材料加工:选用木材或者大理石等硬质材料加工成多个单独的扁平形状的圆柱体棋子外形;
54.s3:抛光打磨:将棋子进行批量抛光打磨;
55.s4:滚漆或喷漆:将棋子整体进行油漆涂装用以加强棋子的美观性和防腐蚀,采用滚筒滚漆工艺或采用喷漆工艺。关于滚漆工艺和喷漆工艺:喷涂是用无气喷枪,通过压力直接喷出的,从一定细的喷枪口径中喷出的乳胶漆是呈雾状的,能均匀被木质棋子粘附和均匀吸附。喷涂速度快,手感光滑细腻、较平整,边角和间隙也能很好地上漆。因涂料喷雾,涂料易达到这些部位,漆膜最终效果好。滚涂,所选用的工具是滚筒,滚筒的种类有长毛、中毛、短毛、羊毛等。滚筒的种类和质量的优劣都会直接影响最终效果。其优点是省漆、修补色差小。
56.s5:利用图象处理rip软件,将数码图片(tiff、jepg、bmp、pdf、eps、psd、ptl格式)快速转化为机器识别的栅格文件(pin)即可控制设备输出点阵的命令,其中的点阵代码命令包含有xy坐标、颜色信息的量值等,即时传输给运动系统和供墨系统,当喷头运动到某个位置,会喷出对应信息的油墨,uv固化干燥系统安装于喷头运动部位,边打印边uv固化;喷印中运用白色油墨,可保证图画在深色如金色、黑色、红色、绿色漆器基材上保持图画原有的色彩效果,打印的数码彩绘图画色彩不受底漆底色的影响。
57.选用工业用的uv打印机,型号为:v4pro,机器为140毫米超长不拼接铝制收放料滚筒配合张力控制系统,能快速响应不同材料在收放料中的展平效率,从而达到步进精准控制的目的。轴向大规格四胶辊配合自动恒力张紧系统,在应对各种大小幅面特殊软质材料也能实现更精准的步进,确保整卷打印不走偏不起皱。将所述步骤s1设计的矢量图输入设备,设定打印参数,将棋子批量码放在制具中,将制具放入打印工作台面,为使打印能够突出图案浮雕效果,打印第一层时使用白墨,然后第二层打印彩色,第三层打印光油增加整体美感。
58.以上实施例的各技术特征可以进行任意的组合(只要这些技术特征的组合不存在矛盾),为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述;这些未明确写出的实施例,也都应当认为是本说明书记载的范围。
59.上文中通过一般性说明及具体实施例对本技术作了较为具体和详细的描述。应当理解,基于本技术的技术构思,还可以对这些具体实施例作出若干常规的调整或进一步的
创新;但只要未脱离本技术的技术构思,这些常规的调整或进一步的创新得到的技术方案也同样落入本技术的权利要求保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。