1.本发明涉及阀体加工技术领域,具体为一种闸阀阀体制造成型处理装置。
背景技术:
2.闸阀是一种开关装置,一般作用在输送管道内,通过对管道的密封与开启,对管道内液体进行封锁,其中因闸阀的闸板移动方向与液体流动方向垂直,从而不适用于对液体的调节和节流。
3.闸阀因其使用较为普遍,从而加工工艺较为成熟,一般闸阀需要经历过焊接、打磨、钻孔等加工工艺才能加工成型,其中在闸阀钻孔过过程中,基本上都是通过人工将闸阀阀体放置在夹持件上,通过夹持件对闸阀底部位置进行的夹持,再通过定位件对闸阀阀体进行定位,从而减小在钻孔时孔位偏差过大,但在对闸阀阀体进行定位时,工作人员通常是利用中部阀盖位置进行定位,通过不断调整闸阀阀体位置角度,使得定位杆与闸阀阀体中部端盖一点点重合,从而确定其位置,再通过三爪卡盘对闸阀阀体进行固定,这种方式定位一方面耗时较长,加工效率慢,另一方面在对闸阀阀体进行定位时,大多数需要依靠工作人员凭感觉进行位置确定,误差公差较大,影响加工质量,同时针对不同尺寸闸阀阀体加工时,需要对定位机构进行更换或者调整参数,非常麻烦。
技术实现要素:
4.为了实现上述目的,本发明采用以下技术方案:一种闸阀阀体制造成型处理装置,包括加工底座,所述加工底座上设置有转筒,所述转筒位于加工底座轴心处,所述转筒外部设置有三个连接转杆,所述连接转杆绕转筒轴线平均分布,所述连接转杆表面中部转动套接有支撑架,所述支撑架远离滑槽的一端与加工底座上端开设的滑槽内壁滑动连接,所述连接转杆远离转筒的一端且位于加工底座上端固定连接有卡接单元,所述转筒上端固定连接有固定柱,所述固定柱表面固定有两个安装架,安装架远离固定柱的一端固定连接有钻头,所述钻头上端固定连接有驱动气缸,所述钻头有两个,两个钻头之间呈度,所述钻头位于卡接单元正上方;
5.所述卡接单元包括有固定板,所述固定板上下两端均固定安装有限位单元,所述固定板远离限位单元的一侧与连接转杆远离转筒的一端固定连接,所述固定板一侧且位于两个限位单元之间固定安装有轴心定位单元,所述轴心定位单元有两个,关于固定板中心线上下对称,所述固定板靠近限位单元的一侧且位于固定板中部固定安装有矫正单元。
6.所述限位单元包括有支撑盘,所述支撑盘一侧与固定板任意一端固定连接,所述支撑盘另一侧固定安装有三个定位气缸,所述固定板任意一端固定安装有两个支撑盘,两个所述支撑盘关于固定板中心线前后对称,所述定位气缸外部固定连接有导线,所述定位气缸靠近支撑盘圆心一侧固定连接有压力柱,所述支撑盘靠近定位气缸的一侧固定安装有用于限位压力柱的导向块,所述压力柱远离定位气缸的一侧固定连接有夹持块。
7.进一步的,所述轴心定位单元固定安装有中部支撑盘,所述中部支撑盘表面与固
定板远离转筒的一固定连接,所述中部支撑盘内部开设有内腔,所述内腔有两个,其关于中部支撑盘中心线前后对称,所述内腔内部滑动连接有导向连接架,所述导向连接架一侧固定连接有复位弹簧,所述复位弹簧远离导向连接架的一端与内腔内壁固定连接,所述导向连接架另一侧固定连接有触发单元。
8.进一步的,所述触发单元包括有外框架,所述外框架一侧与导向连接架远离复位弹簧的一侧固定连接,所述外框架另一侧固定连接有连接架,所述连接架远离外框架的一端转动连接有杠杆,所述连接架位于杠杆中部,所述杠杆距离固定板近的一端距外框架远,所述外框架距离固定板远的一端距外框架近,所述连接架靠近杠杆距外框架近的一端固定安装有撑位卡板,所述杠杆与连接架连接处固定安装有涡卷弹簧,所述杠杆两端且靠近外框架的一侧均固定安装有滑槽块,所述滑槽块内部滚动连接有滑轮,所述滑轮远离杠杆的一侧活动连接有纤绳,所述纤绳远离杠杆的一端绕过导向轮固定连接有触发头,所述导向轮远离纤绳的一端与外框架内壁固定连接,所述触发头与杠杆距外框架远的一端同侧,所述外框架内部中部固定安装有按钮,所述触发头移动到外框架中部时,与按钮相接触,所述按钮内部电路与导线内部电路相联通。
9.进一步的,所述矫正单元包括有外壳,外壳表面与固定板内部固定连接,所述外壳内部设置有卡死机构,所述卡死机构远离外壳的一侧固定连接有接触单元,所述接触单元有两个,且关于外壳中心线前后对称,所述卡死机构远离接触单元的一侧固定安装有抗阻单元,所述卡死机构远离抗阻单元的一侧位于外壳外部。
10.进一步的,所述卡死机构包括有方形槽块,所述中心柱内部开设有长方形孔洞,所述方形槽块内部固定安装有第一复位磁铁,所述方形槽块内壁固定安装有第一卡齿,所述外壳内壁且位于方形槽块中部固定安装有中心柱,所述中心柱内部且靠近第一复位磁铁的一侧固定安装有第二复位磁铁,所述第一复位磁铁与第二复位磁铁磁性相同,所述中心柱表面且靠近第一卡齿的一侧固定安装有第二卡齿。
11.进一步的,所述接触单元包括有空心柱,所述空心柱内部滑动连接有横杆,所述空心柱内壁且位于横杆表面固定连接有压缩弹簧,所述压缩弹簧一端与空心柱内壁固定连接,所述压缩弹簧另一端与横杆位于外壳内部的一端固定连接,所述横杆远离空心柱的一端转动连接有接触转轮,所述横杆远离接触转轮的一端固定连接有导向滑块,所述空心柱靠近外壳的一侧固定连接有固定支架,所述固定支架远离空心柱的一端与卡死机构远离固定板的一端固定连接。
12.进一步的,所述抗阻单元包括有偏转杆,所述偏转杆一端与卡死机构远离接触单元的一端固定连接,所述偏转杆另一端滚动连接有受力块,所述受力块远离偏转杆的一端固定安装有承接柱,所述承接柱表面固定安装有第一动力磁铁,所述矫正单元内部且位于第一动力磁铁表面固定安装有第二动力磁铁,所述第一动力磁铁与第二动力磁铁相对面相平行,所述第二动力磁铁与第一动力磁铁磁性相同。
13.本发明的有益效果在于:
14.一、本发明设置的定位气缸、压力柱与导向块可以在闸阀阀体到达指定位置时,进行全方位夹持,防止闸阀阀体出现偏移,达到定位夹持稳定的效果。
15.二、本发明在闸阀阀体在中部支撑盘内移动时,通过复位弹簧、导向连接架与触发单元的相互作用下,从而自动对不同尺寸的闸阀阀体尺寸进行适应,从而具备加工种类多,
简化操作,针对不同的闸阀阀体加工时,加快加工效率的效果。
16.三、本发明通过闸阀阀体与杠杆相接触时,使得逐渐与外框架表面相平行,从而通过纤绳带动触发头与相接触,触发轴心定位单元对闸阀阀体进行夹持,从而达到在闸阀阀体推进的过程中,自动确定闸阀阀体的中心位置,达到准确夹持的效果。
17.四、本发明通过闸阀阀体在推进的过程中,在对接触单元进行推压,当闸阀阀体发生偏移时,导致对接触单元的压力发生变化,进而传导到卡死机构,通过卡死机构进行卡死,从而给出偏移信号,工作人员通过矫正继续推动,从而达到闸阀阀体在定位夹持过程中发生偏移时,自动对工作人员发出信号,防止闸阀阀体加工尺寸出现误差的情况。
附图说明
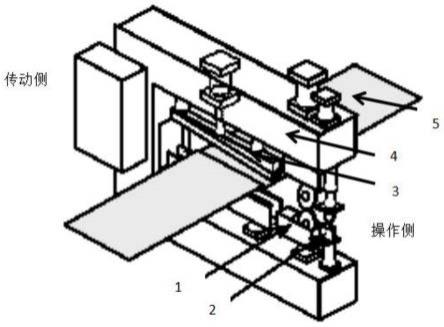
18.图1为本发明整体结构立体图。
19.图2为本发明固定板结构局部三维图。
20.图3为本发明压力柱结构俯视图。
21.图4为本发明导向连接架结构局部俯视图。
22.图5为本发明连接架结构局部示意图。
23.图6为本发明外壳结构局部俯视图。
24.图7为本发明在图6中a处结构局部放大图。
25.图中:1、加工底座;2、转筒;3、连接转杆;4、支撑架;5、滑槽;6、卡接单元;61、固定板;62、限位单元;621、支撑盘;622、定位气缸;623、导线;624、压力柱;625、导向块;626、夹持块;63、轴心定位单元;631、中部支撑盘;632、内腔;633、导向连接架;634、复位弹簧;635、触发单元;6351、外框架;6352、连接架;6353、杠杆;6354、涡卷弹簧;6355、滑槽块;6356、滑轮;6357、纤绳;6358、导向轮;6359、触发头;63510、按钮;64、矫正单元;641、外壳;642、卡死机构;6421、方形槽块;6422、第一复位磁铁;6423、第一卡齿;6424、中心柱;6425、第二复位磁铁;6426、第二卡齿;643、接触单元;6431、空心柱;6432、横杆;6433、接触转轮;6434、压缩弹簧;6435、导向滑块;6436、固定支架;644、抗阻单元;6441、偏转杆;6442、受力块;6443、承接柱;6444、第一动力磁铁;6445、第二动力磁铁;7、固定柱;8、驱动气缸;9、钻头。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.请参阅图1,一种闸阀阀体制造成型处理装置,包括加工底座1,加工底座1上设置有转筒2,转筒2位于加工底座1轴心处,转筒2外部设置有三个连接转杆3,连接转杆3绕转筒2轴线平均分布,连接转杆3表面中部转动套接有支撑架4,支撑架4远离滑槽5的一端与加工底座1上端开设的滑槽5内壁滑动连接,连接转杆3远离转筒2的一端且位于加工底座1上端固定连接有卡接单元6,转筒2上端固定连接有固定柱7,固定柱7表面固定有两个安装架,安装架远离固定柱7的一端固定连接有钻头9,钻头9上端固定连接有驱动气缸8,钻头9有两个,两个钻头9之间呈120度,钻头9位于卡接单元6正上方;
28.在对闸阀阀体断面进行钻孔时,此时将闸阀阀体推入卡接单元6内部,从而卡接单元6自动对闸阀阀体进行限位定位,同时自动对任意尺寸闸阀阀体确定其轴心,从而进行定位夹持,此此时随着转筒2的转动,从而通过连接转杆3带动卡接单元6转动到钻头9的正下端,此时通过驱动气缸8带动钻头9向下移动,从而对闸阀阀体端面进行加工钻孔,其中通过支撑架4对连接转杆3进行支撑,保持加工稳定,其一个断面加工完毕时,通过驱动气缸8带动钻头9向上移动,此时转筒2继续转动,在转动到下一个钻头9下端前,通过转筒2内部马达带动连接转杆3转动180度,从而对闸阀阀体另外一个面进行加工,从而节省加工时间。
29.请参阅图2,卡接单元6包括有固定板61,固定板61上下两端均固定安装有限位单元62,固定板61远离限位单元62的一侧与连接转杆3远离转筒2的一端固定连接,固定板61一侧且位于两个限位单元62之间固定安装有轴心定位单元63,轴心定位单元63有两个,关于固定板61中心线上下对称,固定板61靠近限位单元62的一侧且位于固定板61中部固定安装有矫正单元64。
30.在对闸阀阀体进行夹持时,通过人工将闸阀阀体柱体一侧推入卡接单元6内部,通过矫正单元64对闸阀阀体进行定位,防止闸阀阀体在移动过程中出现角度偏移,造成打孔位置出现偏差,同时随着闸阀阀体继续推动,在轴心定位单元63内部进行中心轴定位,当闸阀阀体中心轴移动到指定位置时,轴心定位单元63内部电源接通,从而通过的限位单元62对闸阀阀体端面进行定位固定。
31.请参阅图6,矫正单元64包括有外壳641,外壳641表面与固定板61内部固定连接,外壳641内部设置有卡死机构642,卡死机构642远离外壳641的一侧固定连接有接触单元643,接触单元643有两个,且关于外壳641中心线前后对称,卡死机构642远离接触单元643的一侧固定安装有抗阻单元644,卡死机构642远离抗阻单元644的一侧位于外壳641外部。
32.请参阅图7,卡死机构642包括有方形槽块6421,中心柱6424内部开设有长方形孔洞,方形槽块6421内部固定安装有第一复位磁铁6422,方形槽块6421内壁固定安装有第一卡齿6423,外壳641内壁且位于方形槽块6421中部固定安装有中心柱6424,中心柱6424内部且靠近第一复位磁铁6422的一侧固定安装有第二复位磁铁6425,第一复位磁铁6422与第二复位磁铁6425磁性相同,中心柱6424表面且靠近第一卡齿6423的一侧固定安装有第二卡齿6426。
33.请参阅图6,接触单元643包括有空心柱6431,空心柱6431内部滑动连接有横杆6432,空心柱6431内壁且位于横杆6432表面固定连接有压缩弹簧6434,压缩弹簧6434一端与空心柱6431内壁固定连接,压缩弹簧6434另一端与横杆6432位于外壳641内部的一端固定连接,横杆6432远离空心柱6431的一端转动连接有接触转轮6433,横杆6432远离接触转轮6433的一端固定连接有导向滑块6435,空心柱6431靠近外壳641的一侧固定连接有固定支架6436,固定支架6436远离空心柱6431的一端与卡死机构642远离固定板61的一端固定连接。
34.请参阅图6,抗阻单元644包括有偏转杆6441,偏转杆6441一端与卡死机构642远离接触单元643的一端固定连接,偏转杆6441另一端滚动连接有受力块6442,受力块6442远离偏转杆6441的一端固定安装有承接柱6443,承接柱6443表面固定安装有第一动力磁铁6444,矫正单元64内部且位于第一动力磁铁6444表面固定安装有第二动力磁铁6445,第一动力磁铁6444与第二动力磁铁6445相对面相平行,第二动力磁铁6445与第一动力磁铁6444
磁性相同。
35.随着闸阀阀体向卡接单元6内部推动,其闸阀柱体的一侧最先与接触转轮6433相接触,从而接触转轮6433与柱体面相滚动,同时柱体通过接触转轮6433对横杆6432有个推动力,使得横杆6432受力相空心柱6431内部移动,同时对压缩弹簧6434有个压力,使得压缩弹簧6434受力压缩,同时通过导向滑块6435与空心柱6431内壁滑动连接,从而防止横杆6432在移动过程中出现卡死,随着横杆6432向空心柱6431内部收缩,此时柱体穿过横杆6432向外壳641靠近,而此时横杆6432与闸阀阀体中部端盖相接触,因中部端盖与横杆6432接触面为平面,从而有一个与横杆6432轴面垂直的力,从而通过空心柱6431与固定支架6436推动横杆6432受力向抗阻单元644的方向靠近;
36.此时随着闸阀阀体的继续推动,从而带动横杆6432一起移动,进而通过偏转杆6441推动受力块6442与承接柱6443向远离卡死机构642的方向移动,因第一动力磁铁6444与第二动力磁铁6445之间的排斥力,使得受力块6442对偏转杆6441的反作用力基本相同,同时在闸阀阀体移动时,如果出现闸阀阀体在柱体径向上发生偏移时,此时闸阀中部端盖对两个受力块6442的压力出现偏差,从而方形槽块6421两侧所受到的力一大一小,进而造成方形槽块6421发生偏移,使得方形槽块6421内壁一侧的第一卡齿6423与第二卡齿6426相卡合,从而限制方形槽块6421的移动,进而使得闸阀阀体不能移动,此时加工人员因闸阀阀体停止接收到偏移信号,此时将闸阀阀体向远离外壳641的反向拉动一小段距离,此时方形槽块6421不在受力,在第二动力磁铁6445与第一动力磁铁6444的排斥力的作用下,方形槽块6421向初始位置移动,同时在第一复位磁铁6422与第二复位磁铁6425的相互作用力下,使得第一卡齿6423与第二卡齿6426相互脱离,从而解除方形槽块6421的限位,此时工作人员调整好闸阀阀体角度继续向外壳641的方向推动,从而达到在对闸阀阀体加工夹持时,始终对闸阀阀体进行位置限位,保障其加工精度。
37.请参阅图4,轴心定位单元63固定安装有中部支撑盘631,中部支撑盘631表面与固定板61远离转筒2的一固定连接,中部支撑盘631内部开设有内腔632,内腔632有两个,其关于中部支撑盘631中心线前后对称,内腔632内部滑动连接有导向连接架633,导向连接架633一侧固定连接有复位弹簧634,复位弹簧634远离导向连接架633的一端与内腔632内壁固定连接,导向连接架633另一侧固定连接有触发单元635。
38.随着闸阀阀体向固定板61的方向移动时,此时闸阀阀体在移动过程中其柱体部分与触发单元635相接触,随着闸阀阀体继续移动,从而逐渐对触发单元635有个推动力,此时根据对不同大小的闸阀阀体的夹持,对触发单元635的推力大小也各不相同,当闸阀阀体尺寸较大时,使得触发单元635导向连接架633向内腔632内壁的方向移动,从而对复位弹簧634有个压力,使得复位弹簧634受力压缩,为触发单元635的复位做准备,当闸阀阀体尺寸较小时,对复位弹簧634的压力也相对较小,从而达到适应多种尺寸大小不同的闸阀阀体的加工。
39.请参阅图5,触发单元635包括有外框架6351,外框架6351一侧与导向连接架633远离复位弹簧634的一侧固定连接,外框架6351另一侧固定连接有连接架6352,连接架6352远离外框架6351的一端转动连接有杠杆6353,连接架6352位于杠杆6353中部,杠杆6353距离固定板61近的一端距外框架6351远,外框架6351距离固定板61远的一端距外框架6351近,连接架6352靠近杠杆6353距外框架6351近的一端固定安装有撑位卡板,杠杆6353与连接架
6352连接处固定安装有涡卷弹簧6354,杠杆6353两端且靠近外框架6351的一侧均固定安装有滑槽块6355,滑槽块6355内部滚动连接有滑轮6356,滑轮6356远离杠杆6353的一侧活动连接有纤绳6357,纤绳6357远离杠杆6353的一端绕过导向轮6358固定连接有触发头6359,导向轮6358远离纤绳6357的一端与外框架6351内壁固定连接,触发头6359与杠杆6353距外框架6351远的一端同侧,外框架6351内部中部固定安装有按钮63510,触发头6359移动到外框架6351中部时,与按钮63510相接触。
40.请参阅图3,限位单元62包括有支撑盘621,支撑盘621一侧与固定板61任意一端固定连接,支撑盘621另一侧固定安装有三个定位气缸622,固定板61任意一端固定安装有两个支撑盘621,两个支撑盘621关于固定板61中心线前后对称,定位气缸622外部固定连接有导线623,按钮63510内部电路与导线623内部电路相联通,定位气缸622靠近支撑盘621圆心一侧固定连接有压力柱624,支撑盘621靠近定位气缸622的一侧固定安装有用于限位压力柱624的导向块625,压力柱624远离定位气缸622的一侧固定连接有夹持块626。
41.随着闸阀阀体向固定板61的方向移动时,此时闸阀阀体在移动过程中其柱体部分与杠杆6353相接触,从而逐渐对杠杆6353有个推动力,在闸阀阀们逐渐向杠杆6353中部靠近时,将使得杠杆6353逐渐与外框架6351外壁相平行,进而使得杠杆6353两端到外框架6351外壁的距离一一致,其中在杠杆6353两端绕涡卷弹簧6354转动时,通过纤绳6357将触发头6359逐渐带动到外框架6351中部,闸阀阀体移动到杠杆6353中部时,也就是位于两个连接架6352之间时,此时杠杆6353刚好处于平衡状态,从而通过纤绳6357带动触发头6359与按钮63510相接触,从而按钮63510触发,使得导线623内部电路接通,进而定位气缸622推动压力柱624与导向块625对闸阀阀体端盖进行夹持,从而达到自动对准轴心进行夹持的效果。
42.工作原理:工作人员将闸阀阀体推动进入卡接单元6内部,在推动过程中通过接触单元643与闸阀阀体中部端盖面相抵接,从而推动卡死机构642的移动,当闸阀阀体发生偏移时,卡死机构642内部卡死,限制闸阀阀体的移动,从而防止闸阀阀体发生偏移,同时通过在闸阀阀体推进过程中,通过闸阀阀体与杠杆6353相接触,当杠杆6353受力从而与外框架6351表面相平心时,其内部按钮63510触发通电,从而通过定位气缸622、压力柱624与导向块625对闸阀阀体进行夹持,从而达到限位的效果,夹持完毕后通过驱动气缸8带动钻头9向下移动,从而对闸阀阀体端面进行加工钻孔,其中通过支撑架4对连接转杆3进行支撑,保持加工稳定,其一个断面加工完毕时,通过驱动气缸8带动钻头9向上移动,此时转筒2继续转动,在转动到下一个钻头9下端前,通过转筒2内部马达带动连接转杆3转动180度,从而对闸阀阀体另外一个面进行加工,从而节省加工时间。
43.在本发明的描述中,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
44.本发明使用到的标准零件均可以从市场上购买,异形件根据说明书的和附图的记载均可以进行订制。
45.以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何
熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。