一种focke机白卡切刀刃口跳动的专用检测装置
技术领域
1.本实用新型涉及包装设备技术领域,尤其涉及一种focke机白卡切刀刃口跳动的专用检测装置。
背景技术:
2.卷烟生产工艺流程中,白卡纸是重要的包装组件,卷烟生产流水线上,每盒烟均需适配一张白卡,因此,白卡切刀需要与对辊配合将整条的白卡纸切断成为单张,因此对白卡切刀刃口的精度要求非常高,否则便不能整齐的将白卡纸切断。focke机白卡切刀的生产制造中,检验刃口段直径、圆跳动度、圆柱度和同轴度是重要的工序,在检测时,首先要将focke机白卡切刀放置在测量仪的转台上,检测前还需要找正,也就是通过调整测量装置与被测量仪器的轴线高度重合,以保证测量结果不受零件偏心和倾斜的影响。
3.现有技术在对focke机白卡切刀进行检验时,不方便进行定位和找正,且调节方式复杂或者没有规律,每一次所在位置都会有很大差别,测量出来的数据不精准,且会浪费很多时间去找正,测量时间太长,严重制约了检测效率。
4.因此,研发一种具有定位和轴线移动的focke机白卡切刀刃口跳动的专用检测装置,可以加快检测效率,并且准确测量出focke机白卡切刀同轴度和圆柱度跳动。
技术实现要素:
5.本实用新型的目的在于:针对现有技术的不足,提供了一种focke机白卡切刀刃口跳动的专用检测装置,本装置使用方便,操作简单,能够准确测量出focke机白卡切刀同轴度和圆柱度跳动。
6.本实用新型的技术方案如下:
7.本实用新型公开了一种focke机白卡切刀刃口跳动的专用检测装置,包括底座、检测机构和focke机白卡切刀固定机构;所述底座上设置有纵向滑槽和横向滑槽;所述检测机构包括在横向滑槽上做横向平移的基座,以及在纵向滑槽上做纵向移动的转台;基座上设置有凹槽,转台底面设有嵌入基座凹槽的凸台;所述转台上设置有丝表;所述focke机白卡切刀固定机构包括两个可在底座上的纵向滑槽和横向滑槽内移动的滑动支座。
8.以上结构,检测机构和focke机白卡切刀固定机构设置在底座的纵向滑槽和横向滑槽内,并且可以在纵向滑槽和横向滑槽内移动,能够根据不同尺寸的focke机白卡切刀调整检测机构和focke机白卡切刀的位置并实现固定。
9.进一步地,所述基座下方设置有在底座上的横向滑槽内移动的平移键,基座上设置有固定在平移键上的定位孔。
10.以上结构,通过平移键实现对基座的安装,平移键可以在横向滑槽内移动,使得基座的移动过程非常的平滑稳定,摆动小,通过固定孔固定基座,使得测量时仪器更稳定。
11.进一步地,所述转台包括纵向滑块、支座和调整臂;所述纵向滑块下方设有凸台,嵌入基座上的凹槽,支座设置在纵向滑块上方,调整臂固定在支座上,调整臂末端设置有丝
表。
12.进一步地,所述两个滑动支座上分别设置有focke机白卡切刀固定槽口,focke机白卡切刀固定槽口正中设置有固定孔。
13.进一步地,所述滑动支座下方设置有固定键,固定键安装在底座上;固定键上与固定孔对应位置设置有螺纹孔。
14.以上结构,根据focke机白卡切刀圆柱面直径确定两个滑动支座的位置,通过螺钉从固定孔穿过拧入固定键的螺纹孔中,实现将两个滑动支座固定在底座上,然后将focke机白卡切刀放置在两个滑动支座上进行测量。
15.进一步地,focke机白卡切刀可旋转的安装在两个滑动支座之间;两个滑动支座之间的间距与focke机白卡切刀基准圆柱面间距相等。
16.进一步地,所述focke机白卡切刀两侧设置有垫辊,垫辊的直径与focke机白卡切刀直径相等。
17.以上结构,因为垫辊的直径与focke机白卡切刀刃口直径相同,因此借助垫辊用丝表确定待检测圆柱面最高点,固定丝表位置并旋转focke机白卡切刀便可完成刃口圆柱度检测。
18.进一步地,所述调整臂为柔性安装臂。
19.进一步地,所述支座为磁铁吸座;所述丝表为百分表或千分表。
20.进一步地,所述focke机白卡切刀固定槽口为v形槽口。
21.与现有的技术相比本实用新型的有益效果是:
22.1、本实用新型利用基座通过平移键在底座上实现平移,纵向滑块通过与基座上的凹槽配合实现纵向移动,从而实现丝表在底座上可以实现纵向和横向移动,检验两基准面相对位置,确定待检验零件轴线水平,并且基座通过平移键的横向平移,带动丝表横向移动,便能完成不完整圆柱面跳动度检测。
23.2、本实用新型设置垫辊的直径与focke机白卡切刀刃口直径相同,因此借助垫辊用丝表确定待检测圆柱面最高点,固定丝表位置并旋转focke机白卡切刀便可完成刃口圆柱度检测;装置能检测形位公差跳动度、圆柱度和同轴度在0.005mm以内,从而满足对工件的检测。
24.3、本实用新型通过工件工作部位来检测刃口段形位公差,从而与实际装配上相贴合,刃宽在加工到0.02~0.04mm时,用丝表检测,根据两侧垫辊实际直径数值,通过装置可测出每个刃口与垫辊落差值是否在0.003mm以内,可得到刃口实际直径数值、圆柱度和同轴度是否在0.005mm以内,从而检测加工后的尺寸误差和形位误差,对加工上相关切削参数具有指导作用,使加工质量上得到充分保证。
25.4、本装置使用方便,操作简单,能够准确测量出focke机白卡切刀同轴度和圆柱度跳动。
附图说明
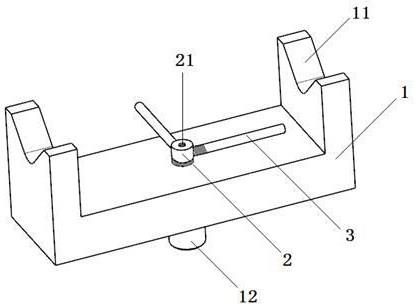
26.图1为本实用新型的结构示意图;
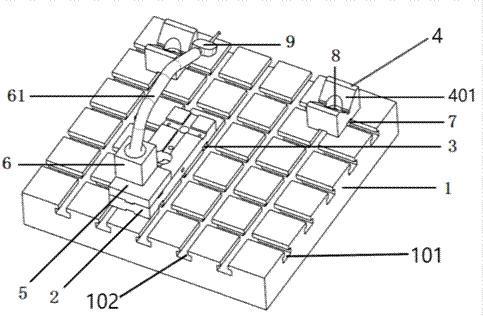
27.图2为本实用新型的检测机构结构示意图;
28.图3为本实用新型的工作状态结构示意图;
29.附图标记:1、底座;101、纵向滑槽;102、横向滑槽;2、基座;201、凹槽;202、凸台;203、定位孔;3、平移键;4、滑动支座;401、focke机白卡切刀固定槽口;5、纵向滑块;6、支座;61、调整臂;7、固定键;8、固定孔;9、丝表;10、focke机白卡切刀;11、垫辊。
具体实施方式
30.需要说明的是,术语“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
31.下面结合实施例对本实用新型的特征和性能做进一步的详细描述。
32.如图1所示,本实用新型公开一种focke机白卡切刀刃口跳动的专用检测装置,包括底座1、检测机构和focke机白卡切刀固定机构;所述底座1上设置有纵向滑槽101和横向滑槽102;所述检测机构包括在横向滑槽102上做横向平移的基座2,以及在纵向滑槽101上做纵向移动的转台;基座2上设置有凹槽201,转台底面设有嵌入基座2凹槽201的凸台202;所述转台上设置有丝表9;所述focke机白卡切刀固定机构包括两个可在底座1上的纵向滑槽101和横向滑槽102内移动的滑动支座4。
33.如图2所示,所述基座2下方设置有与底座1上的横向滑槽102配合使用的平移键3,所述基座2下方设置有在底座1上的横向滑槽102内移动的平移键3,基座2上设置有固定在平移键3上的定位孔203,基座2通过平移键3上实现在底座1上的横向滑槽102内移动,当基座2移动到适合检测的位置时,通过定位孔203将基座2固定在平移键3上,平移键3可任意嵌入底座1上的一段横向滑槽102内;所述转台包括纵向滑块5、支座6和调整臂61;所述纵向滑块5下方设有凸台202,嵌入基座2上的凹槽201,支座6设置在纵向滑块5上方,调整臂61固定在支座6上,调整臂61末端设置有丝表9,调整臂61为柔性安装臂,支座6为磁铁吸座;所述丝表9为百分表或千分表。
34.如图3所示,所述两个滑动支座4上分别设置有focke机白卡切刀固定槽口401,focke机白卡切刀固定槽口401正中设置有固定孔8,两个滑动支座4下方设置有固定键7,固定键7安装在底座1上,固定键7上与固定孔8对应位置设置有螺纹孔;滑动支座4移动到合适位置之后,用螺钉从固定孔8穿过拧入固定键7的螺纹孔内,实现滑动支座4的固定;focke机白卡切刀10可旋转的安装在两个滑动支座4之间;两个滑动支座4之间的间距与focke机白卡切刀10基准圆柱面间距相等,focke机白卡切刀10两侧设置有垫辊11,所述垫辊11的直径与focke机白卡切刀10直径一致,所述滑动支座4上的focke机白卡切刀固定槽口401为v形槽口。
35.工作原理:根据检验focke机白卡切刀10的基准圆柱面大小选用合适大小的滑动支座4的规格,以focke机白卡切刀10基准圆柱面间距固定支座间距;根据focke机白卡切刀10圆柱面直径确定两个滑动支座4滑块位置,完成组装。
36.检验中focke机白卡切刀10的基准面与滑动支座4配合,除绕x轴旋转外限制其他
自由度。基座2通过平移键3在底座上实现平移,纵向滑块5 通过与基座2上的凹槽201配合实现纵向移动,从而实现丝表9在底座1上x向、y向移动,检验两基准面相对位置,确定待检验零件轴线水平;因为垫辊11的直径与focke机白卡切刀10刃口直径相同,因此借助垫辊11用丝表9确定待检测圆柱面最高点,固定好丝表9的位置并旋转focke机白卡切刀10便可完成刃口圆柱度检测;基座2通过平移键3的横向平移,带动丝表9横向移动,便能完成不完整圆柱面跳动度检测。综合检验结果,对比得出,因为垫辊11与刃口直径是一致的,对比不完整圆柱面(刃口)测量值与垫辊11直径,便能得到刃口加工后圆柱度及同轴度直径尺寸误差。用丝表9检测(其检测精度在0.001mm),根据两侧垫辊11实际直径数值,通过装置可测出每个刃口与垫辊11落差值是否在0.003mm以内,可得到刃口实际直径数值、圆柱度和同轴度是否在0.005mm以内,从而检测加工后的尺寸误差和形位误差,
37.以上所述实施例仅表达了本技术的具体实施方式,其描述较为具体和详细,但并不能因此而理解为对本技术保护范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本技术技术方案构思的前提下,还可以做出若干变形和改进,这些都属于本技术的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。