1.实施方式涉及蒸镀掩模用框架、带框架蒸镀掩模以及蒸镀方法。
背景技术:
2.在有机el(electro-luminescence:电致发光)面板的制造中,已知有在蒸镀室内在被蒸镀基板上蒸镀有机物等蒸镀物质时使用的蒸镀掩模、以及保持该蒸镀掩模的蒸镀掩模用框架。
3.在通过蒸镀处理形成高精细的图案的情况下,由于蒸镀掩模的厚度,从倾斜方向入射的蒸镀物质被遮挡,像素内不能均匀地蒸镀,可能产生阴影的问题。因此,希望将蒸镀掩模设计成薄膜。薄膜的蒸镀掩模的刚性容易降低,有时蒸镀掩模单体不容易相对于被蒸镀基板高精度地定位。因此,要求蒸镀掩模用框架具有高刚性,从而具有取代蒸镀掩模而提高蒸镀掩模相对于被蒸镀基板的定位精度的功能。
4.另外,在蒸镀处理时,来自蒸镀源的热量向蒸镀掩模以及蒸镀掩模用框架辐射,发生蒸镀掩模以及蒸镀掩模用框架的热变形。因此,为了抑制蒸镀掩模由于温度变化而变形,希望蒸镀掩模用框架具有与蒸镀掩模相同程度低的热膨胀系数。由于在蒸镀掩模中经常使用殷钢合金,因此在蒸镀掩模用框架中也经常使用殷钢合金。
5.另外,在专利文献1中,提出了一种蒸镀掩模用框架,该蒸镀掩模用框架由柱状的芯部和面板形成为夹层构造体,该柱状的芯部内含通过以碳化硅为强化纤维的碳纤维强化塑料(cfrp:carbon fiber reinforced plastics)而形成的空隙,该面板覆盖该柱状的芯部的包含露出空隙的面的侧面的周围且由粘贴于芯部的由cfrp或金属板构成。
6.现有技术文献
7.专利文献
8.专利文献1:日本国特开2019-112713号公报
技术实现要素:
9.发明要解决的课题
10.伴随着有机el面板的大型化,该有机el面板的制造中使用的蒸镀掩模用框架有大型化、质量增加的倾向。因此,在使用密度为8.1[g/cm3]左右的殷钢合金作为蒸镀掩模用框架的情况下,在蒸镀装置内用于输送蒸镀掩模用框架的输送机器人的载荷过大,结果有可能增加蒸镀装置的成本。
[0011]
另一方面,cfrp在具有高刚性的同时,密度为1.6[g/cm3]左右,因此能够形成比殷钢合金轻的蒸镀掩模用框架。因此,从减轻对输送机器人施加的载荷的观点出发,能够比殷钢合金更有利。
[0012]
然而,cfrp包括塑料(树脂)。在专利文献1中,该树脂虽然使用具有热固化性的树脂,但在蒸镀室内的真空环境中,会成为脱气的产生原因,会引起该脱气导致的被蒸镀基板的污染。
[0013]
本发明是鉴于这样的实际情况而完成的,其目的在于提供一种蒸镀掩模用框架,该蒸镀掩模用框架轻量并具有高刚性,且抑制脱气的产生。
[0014]
用于解决课题的方案
[0015]
为了解决上述的课题,本发明采用以下的结构。
[0016]
即,实施方式的蒸镀掩模用框架具备构成为保持蒸镀掩模的框架主体。上述框架主体是基材以及强化材料均由无机固体材料构成的复合材料。
[0017]
发明效果
[0018]
根据本发明,能够提供一种蒸镀掩模用框架,该蒸镀掩模用框架轻量并具有高刚性,且抑制脱气的产生。
附图说明
[0019]
图1是示出实施方式的蒸镀装置的结构的示意图。
[0020]
图2是示出实施方式的带框架蒸镀掩模的结构的俯视图以及侧视图。
[0021]
图3是示出实施方式的带框架蒸镀掩模的结构的剖视图。
[0022]
图4是示出设置在实施方式的蒸镀装置的蒸镀室内的带框架蒸镀掩模的示意图。
[0023]
图5是用于说明实施方式的效果的示意图。
[0024]
图6是示出变形例的带框架蒸镀掩模的结构的俯视图以及侧视图。
具体实施方式
[0025]
以下,参照附图对实施方式进行说明。各实施方式例示了用于具体化发明的技术思想的装置和方法。附图是示意性或概念性的,各附图的尺寸以及比率等未必与现实的相同。本发明的技术思想并不是通过构成要素的形状、构造、配置等来确定的。
[0026]
需要说明的是,在以下的说明中,对于具有大致相同的功能以及结构的构成要素,标注相同的参照附图标记。在相互区分具有大致相同的功能以及结构的多个构成要素的情况下,在参照附图标记的末尾,还附加有分配给多个构成要素的每一个的数字或字符。
[0027]
1.实施方式
[0028]
对实施方式的蒸镀掩模用框架进行说明。实施方式的蒸镀掩模用框架是用于保持在有机el面板的制造工序中用于在被蒸镀基板形成蒸镀图案的蒸镀掩模的框架。蒸镀掩模用框架具有难以因热或自重而变形的特性,通过与蒸镀掩模接合,能够容易地进行蒸镀掩模相对于被蒸镀基板的正确的定位。
[0029]
需要说明的是,作为有机el面板的显示方式,可以有使各自独立蒸镀的红、蓝、绿三原色的有机el层单独地发光而进行有色显示的方式,和经由滤色器对在一面蒸镀的白色的有机el层的白色发光进行有色显示的方式。实施方式的蒸镀掩模用框架在上述的任一种显示方式的有机el面板的制造工序中都可以应用。
[0030]
1.1结构
[0031]
首先,对实施方式的蒸镀掩模用框架以及带框架蒸镀掩模、以及应用该带框架蒸镀掩模的蒸镀装置的结构进行说明。
[0032]
1.1.1蒸镀装置
[0033]
图1是用于说明实施方式的蒸镀装置的结构的示意图。在图1中,示出用于在被蒸
镀基板上蒸镀蒸镀物质、作为有机el面板发挥功能的蒸镀装置1的一部分的概观。
[0034]
如图1所示,蒸镀装置1具备至少一个集群ctr,同时设置有清洗室8,该集群ctr具备输送室2、交接室3以及4、掩模储存室5、以及多个蒸镀室6(6a、6b以及6c)。蒸镀装置1内能够维持例如1.0
×
10-4
[pa]以下的真空状态。
[0035]
输送室2例如设置在交接室3以及4、掩模储存室5以及多个蒸镀室6a~6c的中心。在输送室2,设置有输送机器人7。输送室2构成为,能够经由该输送机器人7将被蒸镀基板(未图示)输送到交接室3以及4、掩模储存室5以及多个蒸镀室6a~6c中的任一个。
[0036]
交接室3以及4例如是用于在与其他集群ctr(未图示)之间交接被蒸镀基板的室,分别连接两个集群ctr之间。
[0037]
掩模储存室5是在设置于相同的集群ctr内的多个蒸镀室6a~6c内保管与被蒸镀的图案对应的多个蒸镀掩模(未图示)的室。如后述这样,保管在掩模储存室5内的多个蒸镀掩模的每一个可以在与蒸镀掩模用框架(未示出)一体化的状态(带框架蒸镀掩模的状态)下被保管。另外,掩模储存室5具有实施在真空环境和大气压环境之间置换室内的压力的置换工序的功能。
[0038]
蒸镀室6a~6c具备用于对被蒸镀基板蒸镀各自不同的蒸镀物质的功能。通过输送机器人7,以规定的顺序将被蒸镀基板输送到蒸镀室6a~6c。由此,在被蒸镀基板以规定的顺序蒸镀规定的蒸镀物质。在有机el面板的制造中,例如,作为蒸镀物质,在被蒸镀基板蒸镀作为有机材料的发光材料或电子输送材料、以及空穴输送材料。
[0039]
需要说明的是,在图1的例子中,示出了三个蒸镀室6a~6c与一个集群ctr连接的例子,但是并不限定于此,可以将任意数量的蒸镀室与一个集群ctr连接。
[0040]
输送机器人7具有臂部7a、以及与臂部7a的前端连接的手部7b。手部7b构成为能够支承被蒸镀基板或带框架蒸镀掩模。臂7a构成为能够将被手部7b支承的被蒸镀基板或带框架蒸镀掩模自如地输送到与输送室2连接的相同的集群ctr内的所有的室3~6。
[0041]
根据以上的结构,蒸镀装置1能够在保持真空环境的同时,顺序地蒸镀用于使被蒸镀基板作为有机el面板发挥功能的各种蒸镀物质。
[0042]
清洗室8维持大气压环境。清洗室8从经过置换工序成为大气压环境的掩模储存室5输送带框架蒸镀掩模。清洗室8具备清洗装置,该清洗装置用于清洗所输送的带框架蒸镀掩模,并除去因蒸镀处理而附着的蒸镀物质等。
[0043]
1.1.2带框架蒸镀掩模
[0044]
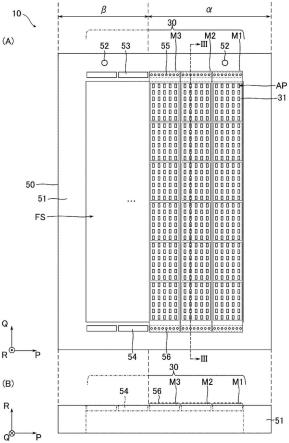
图2是示出在实施方式的蒸镀掩模用框架保持有蒸镀掩模的、带框架蒸镀掩模的结构的俯视图。在图2的上部(图2(a)),示出沿着与蒸镀掩模和蒸镀掩模用框架的接合面平行的面的带框架蒸镀掩模的俯视图。在图2的下部(图2(b)),示出带框架蒸镀掩模的短边侧的侧视图。图3是沿图2的iii-iii线的剖视图,蒸镀掩模的可取得的几个方式例示为图3(a)以及图3(b)。
[0045]
在图2以及图3中,作为一例,示出了构成蒸镀掩模30的多个子掩模m(m1、m2、m3、
……
)通过与蒸镀掩模用框架50接合而一体地形成的带框架蒸镀掩模10。在图2中,为了便于说明,在带框架蒸镀掩模10中,一并示出了接合有子掩模m1~m3的状态的区域α和省略了子掩模m(未接合)的状态的区域β。需要说明的是,实际上,带框架蒸镀掩模10在区域β也接合有子掩模m、区域α以及β均接合有子掩模m的状态下,用于后述的蒸镀处理。
[0046]
以下,参照图2以及图3,对构成带框架蒸镀掩模10的蒸镀掩模30以及蒸镀掩模用框架50的详细情况进行说明。在以下的说明中,将带框架蒸镀掩模10中的蒸镀掩模30与蒸镀掩模用框架50的接合面设为pq平面,将pq平面内的沿着带框架蒸镀掩模10的短边以及长边的方向分别设为p方向以及q方向。另外,将垂直于pq平面的方向(带框架蒸镀掩模10的厚度方向)设为r方向。
[0047]
1.1.2.1蒸镀掩模
[0048]
首先,对蒸镀掩模30的结构进行说明。
[0049]
如图2所示,蒸镀掩模30在与蒸镀掩模用框架50的接合面上,以覆盖由蒸镀掩模用框架50镶边的空间fs的一面的方式接合。构成蒸镀掩模30的多个子掩模m各自具有例如矩形形状,并具有从几微米到几十微米([μm])程度的厚度。
[0050]
矩形状的子掩模m的沿着q方向的两端穿过蒸镀掩模用框架50内的空间fs,到达蒸镀掩模用框架50的对置的两个短边,在该两个短边处与蒸镀掩模用框架50接合。在多个子掩模m的每一个,在蒸镀掩模用框架50的框内的空间fs中,形成多个开口部31,该多个开口部31各自具有用于对被蒸镀基板赋予蒸镀图案的多个开口ap。具有以上这样的结构的多个子掩模m沿着蒸镀掩模用框架50的p方向并排地接合,由此,蒸镀掩模用框架50内的空间fs被蒸镀掩模用框架50的一面覆盖。
[0051]
需要说明的是,如图3(a)所示,本实施方式的蒸镀掩模30也可以是在与蒸镀掩模用框架50接合的金属层30a形成有开口ap的金属掩模。在将金属掩模应用于本实施方式的蒸镀掩模30的情况下,对金属层30a的材料没有特别限定,例如,可以应用不锈钢、铁镍合金、铝合金等。特别是作为以铁和镍为主的合金的殷钢合金,由于线膨胀系数比较小,抑制伴随热变形的位置偏移,因此比其他材料更有利。
[0052]
作为金属掩模的制造方法的例子,可以举出以下的方法。
[0053]
例如,首先,在作为殷钢合金或镍、铝或不锈钢等金属箔的金属层30a上涂敷抗蚀剂(未图示)。
[0054]
接着,通过曝光处理以及显影处理,除去该抗蚀剂中的、与形成在金属层30a的预定的开口ap对应的部分。
[0055]
接着,通过蚀刻处理选择性地除去在除去了该抗蚀剂的部分中露出的金属层30a的部分,由此在金属层30a形成开口ap。由此,制造金属掩模。
[0056]
需要说明的是,金属层30a的开口ap可以通过各种方法形成,而不依赖于使用抗蚀剂的蚀刻处理。例如,金属层30a的开口ap可以通过利用激光熔融或蒸发与该金属层30a的开口ap对应的部分而形成。
[0057]
另外,如图3(b)所示,本实施方式的蒸镀掩模30也可以是在与蒸镀掩模用框架50接合的金属层30b层叠有树脂层30c的混合掩模。在混合掩模中,例如,与蒸镀图案对应的开口ap可以形成在该树脂层30c,并且在金属层30b形成内含该开口ap的贯通孔h。在将混合掩模应用于本实施方式的蒸镀掩模30的情况下,对金属层30b的材料没有特别限定,例如,可以应用与金属掩模中的金属层30a相同的材料。另外,树脂层30c的材料也没有特别限定,例如,为了能够高精细地通过激光加工等形成开口ap,且抑制伴随热变形的位置偏移,希望具有较小的线膨胀系数以及吸湿率的材料。作为应用于金属层30a以及树脂层30c的材料的组合的例子,例如可以举出在金属层30a使用镍、在树脂层30c使用聚酰亚胺的情况。
[0058]
需要说明的是,金属层30b可以在与树脂层30c紧密接触的状态下与蒸镀掩模用框架50接合,也可以在与树脂层30c分离独立的状态下与蒸镀掩模用框架50接合。
[0059]
作为混合掩模的制造方法的例子,可以举出以下的方法。
[0060]
例如,首先,在作为殷钢合金、镍、铝或不锈钢等金属箔的金属层30b上,粘贴作为聚酯、聚酰亚胺或丙烯酸树脂等的膜的树脂层30c,形成金属层30b以及树脂层30c的层叠膜。
[0061]
接着,在金属层30b中的未形成树脂层30c的一侧的面上涂敷抗蚀剂(未图示)之后,通过曝光处理以及显影处理,除去该抗蚀剂中的、与形成在金属层30b的预定的贯通孔h对应的部分。
[0062]
接着,通过蚀刻处理选择性地除去在除去了该抗蚀剂的部分中露出的金属层30b的部分,由此在金属层30b形成贯通孔h。
[0063]
接着,对树脂层30c中的、内含在金属层30b的贯通孔h中的形成树脂层30c的开口ap的预定的部分照射激光。由此,该树脂层30c的部分被熔融、蒸发或分解而形成开口ap,制造混合掩模。
[0064]
需要说明的是,层叠膜可以通过各种方法形成,而不依赖于在金属层30b上粘贴树脂层30c的方法。例如,层叠膜也可以通过在树脂层30c上镀敷金属层30b而形成。
[0065]
另外,金属层30b的贯通孔h可以通过各种方法形成,而不依赖于通过蚀刻处理形成的方法。例如,在树脂层30c上涂敷抗蚀剂(未图示)。接着,通过曝光处理以及显影处理,除去该抗蚀剂中的、与金属层30b的贯通孔h对应的部分以外的部分。之后,也可以通过在树脂层30c上的被除去了该抗蚀剂的部分镀敷金属层30b来形成金属层30b。
[0066]
1.1.2.2蒸镀掩模用框架
[0067]
接下来,对蒸镀掩模用框架50的结构进行说明。
[0068]
蒸镀掩模用框架50包括:框架主体51,其具有多个支承用孔52;多个第一台座53以及多个第二台座54,其各自埋入并固定在框架主体51。蒸镀掩模30通过与多个第一台座53以及多个第二台座54接合而固定在蒸镀掩模用框架50。
[0069]
框架主体51是一体地成型的矩形框,通过经由多个第一台座53以及多个第二台座54与蒸镀掩模30接合,主要承担抑制薄膜的蒸镀掩模30的变形的功能。
[0070]
框架主体51由复合材料形成。本说明书中的复合材料是指在制造工艺中,将相互不发生化学反应或合金化反应等的两种以上的不同材料一体地组合的材料。在复合材料中,有由在材料整体上连续地结合的基材(基质)和强化物性的强化材料构成的复合材料。强化材料可以是纤维材料,也可以是多孔体材料。
[0071]
在本实施方式中,构成框架主体51的复合材料的基材以及强化材料均由无机固体材料构成。本说明书中的无机固体材料是指在常温(0℃~100℃)下不是液体或气体而是固体,实质上不含有包含碳和氢双方的有机材料的材料。需要说明的是,可以容许不影响材料的特性的痕量的有机材料的存在。
[0072]
作为基材的具体例,优选铝、铜、硅或碳。另外,作为强化材料的具体例,优选碳、碳化硅或硅。除了这些材料以外,作为基材,也可以使用镁、铜合金或锌合金。作为强化材料,可以使用氧化铝、硼酸铝、氮化铝。另外,作为强化材料的形状,优选纤维形状或多孔体形状。
[0073]
在欲使由本实施方式的复合材料形成的框架主体51比由殷钢合金形成的框架主体更轻量化的情况下,希望上述的基材以及强化材料中的至少一方由原子序数比构成殷钢合金的元素更低的元素构成。具体而言,作为构成复合材料的强化材料以及基材的组,含碳的纤维(以下,为碳纤维)以及碳的组、碳纤维以及铝的组、碳纤维以及铜的组、碳纤维以及硅的组、碳化硅多孔体以及铝的组、硅多孔体以及铝的组、碳化硅多孔体以及硅的组轻量且强度高,且获得性也高而优选。作为碳纤维的例子,可以举出由碳构成的纤维以及由碳化硅构成的纤维。在作为强化材料以及基材的组而应用碳纤维以及碳的组的情况下,该复合材料也被称为碳纤维强化碳复合材料(c/c复合材料:carbon-carbon composite)。另外,作为基材而应用金属的复合材料也被称为金属基复合材料(mmc:metal matrix coposites)。
[0074]
作为使用碳纤维作为强化材料的情况下的复合材料的制造方法的例子,首先,将成为原料的纤维材料层叠、成形,制作预浸料。之后,通过对预浸料进行烧成,将构成纤维的材料转换为无机固体材料(石墨)。接着,使基材含浸在烧成的预浸料中,然后进行烧成,由此制造复合材料。需要说明的是,基材的浸渍处理以及之后的烧成处理可以重复多次。
[0075]
作为成为碳纤维的原料的纤维材料,在纤维由碳构成的情况下,已知有pan(polyacrylonitrile:聚丙烯腈)类以及沥青(pitch)类。在纤维由碳化硅构成的情况下,已知聚碳硅烷(polycarbosilane)。另外,作为通过烧成处理进行石墨化之前的基材,已知有酚醛树脂液。
[0076]
作为使用多孔体材料作为强化材料的情况下的复合材料的制造方法的例子,首先,对粒状的强化材料进行整形,然后进行烧结,由此制作多孔体。之后,通过在该多孔体中含浸基材,制造复合材料。需要说明的是,使用多孔体材料作为强化材料的情况下的复合材料的制造方法不限定于上述的例子。例如,复合材料也可以通过将强化材料添加到溶解的基材之后,放入模具中并固化来制造。
[0077]
在强化材料为纤维形状以及多孔体形状的任一种的情况下,为了使基材的浸渍容易,也可以使用流动性改善剂。
[0078]
由上述的复合材料形成的框架主体51不含有成为脱气的原因的树脂。本说明书中树脂是指以有机材料为主体的高分子化合物。因此,该框架主体51不会成为在真空环境中脱气的发生的主要原因。另外,该框架主体51还具有对在蒸镀掩模30的清洗处理时使用的有机溶剂的耐溶解性。
[0079]
多个支承用孔52例如以沿着p方向排列的方式设置在框架主体51的两个短边中的一方。带框架蒸镀掩模10在蒸镀处理时,由贯通该多个支承用孔52的销悬吊地支承。
[0080]
多个第一台座53以及多个第二台座54各自具有凸台或块形状,埋入固定在框架主体51。多个第一台座53以及多个第二台座54优选为金属材料。更具体而言,多个第一台座53以及多个第二台座54希望为具有与子掩模m所含的金属材料相同程度的热膨胀率的金属材料。因此,例如,在子掩模m是金属掩模且应用殷钢合金的情况下,希望殷钢合金也应用于多个第一台座53以及多个第二台座54。另外,在子掩模m是混合掩模且应用镍以及聚酰亚胺的层叠膜的情况下,希望镍也应用于多个第一台座53以及多个第二台座54。
[0081]
多个第一台座53沿着p方向设置在框架主体51的两个短边中的一方中的、多个支承用孔52与框内的空间之间。多个第二台座54沿着p方向设置在框架主体51的两个短边中的另一方。多个第一台座53和多个第二台座54例如设置相同数量,一个第一台座53以及一
个第二台座54的组夹着蒸镀掩模用框架50的框内的空间fs,沿着q方向对置地设置。
[0082]
第一台座53以及第二台座54的组与一个子掩模m的两端接合。具体而言,在多个第一接合部55处焊接第一台座53和该对应的子掩模m的第一端,在多个第二接合部56处焊接第二台座54和该对应的子掩模m的第二端。由此,将蒸镀掩模用框架50与子掩模m接合。
[0083]
第一台座53以及第二台座54也可以分别在第一接合部55以及第二接合部56处进行攻螺纹加工。因此,在将蒸镀掩模用框架50和子掩模m接合之前,蒸镀掩模用框架50和子掩模m可以简单地通过螺钉紧固而固定。
[0084]
另外,第一台座53以及第二台座54也可以分别在第一接合部55以及第二接合部56处形成有销孔。由此,将蒸镀掩模用框架50与子掩模m接合时,可以适当地决定接合位置。
[0085]
另外,蒸镀掩模用框架50和子掩模m也可以通过粘接剂固定。由此,能够更牢固地将蒸镀掩模用框架50与子掩模m接合。
[0086]
1.2动作
[0087]
接下来,对使用实施方式的带框架蒸镀掩模的动作进行说明。
[0088]
1.2.1蒸镀处理
[0089]
对使用实施方式的带框架蒸镀掩模的蒸镀处理进行说明。
[0090]
图4是示出使用实施方式的带框架蒸镀掩模的蒸镀处理的示意图。在图4中,示出带框架蒸镀掩模10(蒸镀掩模30、与该蒸镀掩模30接合的蒸镀掩模用框架50)和被蒸镀基板(未图示)设置在蒸镀室6内的状态。
[0091]
如图4所示,在蒸镀室6内,设置蒸镀源70。蒸镀源70具有通过对收容在内部的蒸镀物质进行加热并使其蒸发,放出该蒸镀物质的蒸气71的功能。蒸镀源70、蒸镀掩模用框架50、蒸镀掩模30以及被蒸镀基板沿着蒸镀物质的蒸气71从蒸镀源70放出的方向依次排列。
[0092]
带框架蒸镀掩模10被设置成,开口部31能够垂直于来自蒸镀源70的蒸镀物质的蒸汽71的放出范围的强度最强的方向(例如,沿着设置在蒸镀源70的未图示的喷嘴的中心轴的方向)。即,带框架蒸镀掩模10的厚度方向(r方向)可以与蒸镀物质的蒸汽71的放出方向一致。由此,在被蒸镀基板上,蒸镀穿过了开口部31的蒸镀物质。
[0093]
需要说明的是,如上所述,使用支承用孔52支承蒸镀掩模用框架50。在这种情况下,重力沿着与框架主体51的长边平行的方向(-q方向)作用。
[0094]
蒸镀源70例如一边沿着图4的箭头a的方向(即,
±
q方向)平行移动,一边将蒸镀物质的蒸气71朝向被蒸镀基板放出。由此,即使在被蒸镀基板的尺寸大的情况下,也能够不移动被蒸镀基板、带框架蒸镀掩模10地对被蒸镀基板的整个面上蒸镀蒸镀物质。
[0095]
当某个蒸镀室6(例如,蒸镀室6a)中的蒸镀处理结束时,输送机器人7将被蒸镀基板向下一个蒸镀室6(例如,蒸镀室6b)输送。然后,蒸镀装置1在该下一个蒸镀室6中执行进一步的蒸镀处理。
[0096]
通过以上这样的动作,结束对被蒸镀基板的蒸镀处理。
[0097]
1.2.2清洗处理
[0098]
接下来,对实施方式的蒸镀掩模用框架中的清洗处理进行说明。
[0099]
输送机器人7例如在某个蒸镀室6中的蒸镀处理超过规定的次数的情况下,将设置在该蒸镀室6内的带框架蒸镀掩模10向掩模储存室5输送。在掩模储存室5中,在实施从真空环境向大气压环境的置换工序之后,带框架蒸镀掩模10向清洗室8输送。然后,在清洗室8
中,进行带框架蒸镀掩模10的清洗处理。
[0100]
具体而言,例如,带框架蒸镀掩模10在清洗室8内投入到充满有机溶剂的清洗槽(未图示)。有机溶剂包括例如丙酮或二氯甲烷。由此,能够除去在蒸镀处理中附着在蒸镀掩模30以及蒸镀掩模用框架50的蒸镀物质(有机材料)。
[0101]
通过以上,清洗处理结束。清洗处理结束之后,将带框架蒸镀掩模10输送到掩模储存室5。在掩模储存室5中,在实施从大气压环境向真空环境的置换工序之后,带框架蒸镀掩模10设置在蒸镀室6。由此,在以后的蒸镀处理中,能够再次使用带框架蒸镀掩模10。
[0102]
1.3本实施方式的效果
[0103]
1.3.1脱气的抑制
[0104]
根据本实施方式,蒸镀掩模用框架50的框架主体51均由含有作为无机固体材料的强化材料和基材的复合材料形成。由此,能够抑制在真空环境中从蒸镀掩模用框架50产生脱气,能够抑制在蒸镀处理中被蒸镀基板被该脱气污染。
[0105]
补充而言,在框架主体由含有树脂的复合材料(例如,cfrp)形成的情况下,通过用金属等对框架主体进行镀敷,能够在某种程度上抑制来自该框架主体的排体的产生。但是,由于在框架主体中依然存在树脂,因此,例如,在通过多次执行蒸镀处理以及清洗处理而镀敷的膜的一部分剥离的情况下,由脱气的产生导致的被蒸镀基板的污染的问题会再次显著化。
[0106]
根据本实施方式,框架主体51不包含树脂。因此,能够从框架主体51除去上述的课题的主要原因。因此,从抑制脱气的观点出发,与如cfrp那样由含有树脂的复合材料构成的框架主体相比是有利的。
[0107]
1.3.2耐溶解性
[0108]
另外,由于框架主体51的复合材料不含有树脂,因此具有对有机溶剂的耐溶解性。由此,在清洗处理中除去附着在蒸镀掩模用框架50的有机材料时,能够抑制蒸镀掩模用框架50自身被有机溶剂溶解。因此,能够抑制由清洗处理引起的蒸镀掩模用框架50的耐久性的劣化,能够将蒸镀掩模用框架50反复用于蒸镀处理。伴随该清洗处理的劣化的课题也与上述的脱气产生的课题同样,在镀敷了cfrp的情况下,在通过多次执行蒸镀处理以及清洗处理而镀敷的膜的一部分剥离的情况下可以再次显著化。根据本实施方式,由于框架主体51不含有可能因有机溶剂而劣化的树脂,因此,从清洗处理中的耐溶解性的观点出发,与由cfrp构成的框架主体相比是有利的。
[0109]
1.3.3自重挠曲
[0110]
另外,根据本实施方式,与将殷钢合金应用于框架主体的情况相比,框架主体51能够抑制相对于自重的挠曲的增加。
[0111]
图5是示出本实施方式的蒸镀掩模用框架的效果的示意图,示意性示出在蒸镀处理中在蒸镀掩模用框架中产生的自重挠曲的大小。具体而言,图5的左部(图5(a))示出作为比较例应用了殷钢合金的情况,图5的右部(图5(b))示出应用了本实施方式的复合材料的情况。
[0112]
如图5所示,根据本实施方式,与应用了殷钢合金的情况相比,能够降低框架主体的短边中的凸侧的挠曲以及长边中的凹侧的挠曲。
[0113]
补充而言,如上所述,在蒸镀处理时,蒸镀掩模用框架50经由设置在短边侧的支承
用孔52被支承。由此,框架主体51的短边向凸侧挠曲,长边向凹侧挠曲。因此,希望蒸镀掩模用框架50具有较小值的密度以及较大值的弯曲弹性模量。
[0114]
在此,c/c复合材料可以具有密度为约1.6~2.6[g/cm3]、且q方向的弯曲弹性模量为约27~80[gpa]的特性。mmc可以具有密度为约2.4~3[g/cm3]、且q方向的弯曲弹性模量为约120~350[gpa]的特性。
[0115]
另一方面,殷钢合金可以具有密度为约8.1[g/cm3]、且弯曲弹性模量为约145[gpa]的特性。cfrp在除去后述的热收缩性材料时可以具有密度为约1.5~1.7[g/cm3]、且弯曲弹性模量为约9~170[gpa]的特性。
[0116]
即,mmc能够使相对于自重的挠曲比殷钢合金小。特别是,mmc通过应用例如碳化硅以及金属硅作为强化材料以及基材的组,能够将相对于自重的挠曲抑制在与cfrp同等或其以下。另外,c/c复合材料能够将相对于自重的挠曲抑制在与殷钢合金同等或其以下。
[0117]
因此,根据本实施方式,蒸镀掩模用框架50与将殷钢合金应用于框架主体的情况相比,能够抑制相对于自重的挠曲,能够抑制由该挠曲引起的蒸镀掩模30的位置偏移。
[0118]
1.3.4与蒸镀掩模的接合
[0119]
需要说明的是,在框架主体51由c/c复合材料或mmc形成的情况下,有时不能直接焊接该框架主体51和蒸镀掩模30。
[0120]
根据本实施方式,蒸镀掩模用框架50具备多个第一台座53和多个第二台座54。分别与框架主体51的对置的两边接合的第一台座53以及第二台座54的组与子掩模m的两端焊接。由此,即使在框架主体51由不能与子掩模m焊接的材料形成的情况下,也能够接合蒸镀掩模用框架50和蒸镀掩模30。
[0121]
1.3.5热变形
[0122]
另外,第一台座53以及第二台座54应用例如殷钢合金或镍作为具有与子掩模m同等的热膨胀率的金属。因此,能够减小子掩模m与第一台座53以及第二台座54之间的热变形的偏差,能够抑制伴随温度变化的子掩模m的位置偏移。
[0123]
另外,第一台座53以及多个第二台座54具有凸台或块形状,埋入固定在框架主体51。由此,与将蒸镀掩模30接合在镀敷于框架主体的金属的情况相比,能够增大台座部分的热容量。因此,与将蒸镀掩模30接合在镀敷于框架主体的金属的情况相比,能够抑制因焊接时施加的热而导致的台座部分的热变形。
[0124]
另外,多组第一台座53以及第二台座54沿着p方向相互分离地排列。由此,能够降低某子掩模m与对应于该子掩模m的第一台座53以及第二台座54的组之间产生的位置偏移对相邻的子掩模m造成的影响。
[0125]
另外,殷钢合金的线膨胀系数约为1.3
×
10-6
[/k],而c/c复合材料的线膨胀系数为(0.2~1.4)
×
10-6
[/k],mmc的线膨胀系数为(3~14)
×
10-6
[/k]。特别是,mmc通过应用碳化硅以及金属硅作为强化材料以及基材的组,能够将线膨胀系数设计为3
×
10-6
[/k]左右。这样,另外,c/c复合材料以及mmc可以将线膨胀系数设定为与殷钢合金同等的大小。因此,从抑制伴随热变形的子掩模m的位置偏移的观点出发,优选对框架主体51应用c/c复合材料或mmc。
[0126]
另外,殷钢合金的热传导率为约13[w/mk],与此相对,c/c复合材料的热传导率为27~120[w/mk],mmc的热传导率为(120~190)[w/mk]。特别是,c/c复合材料通过适当地设
定作为强化材料的碳纤维的种类和方向,可以将热传导率设计为120[w/mk]左右。这样,c/c复合材料以及mmc可以将热传导率设定为明显大于殷钢合金的值。因此,能够将输入到子掩模m的热(例如来自蒸镀源70的辐射热、焊接时在焊接部位局部产生的热)迅速地传递到其他部件(例如,框架保持件等)。
[0127]
在这一点上,与由cfrp构成的框架主体进行比较。cfrp的热传导率在除去具有热收缩性的材料时为2~39[w/mk],与殷钢合金为同等程度的大小。需要说明的是,除去具有热收缩性的材料是由于因热而向与子掩模m相反方向变形,所以位置偏移变大,因此不优选。由此,例如,在子掩模m与第一台座53以及第二台座54之间的焊接时在焊接部位局部地产生的热,比由c/c复合材料或mmc构成的框架主体51更难以传递到由cfrp构成的框架主体。因此,在由cfrp构成框架主体的情况下,热容易滞留在焊接部位,结果容易产生热变形。另一方面,根据本实施方式,由c/c复合材料或mmc构成的框架主体51能够具有比cfrp大一个数量级的热传导率。因此,从抑制伴随热变形的子掩模m的位置偏移的观点出发,对框架主体51应用c/c复合或mmc比cfrp更有利。
[0128]
2.变形例
[0129]
在上述实施方式中,对框架主体51一体地成型的情况进行了说明,但不限定于此。例如,框架主体51也可以通过组合多个框架材料而形成。在以下的说明中,对于与实施方式同等的结构以及动作,省略其说明,主要对与实施方式不同的结构以及动作进行说明。
[0130]
图6是示出变形例的带框架蒸镀掩模的结构的俯视图以及侧视图。图6相当于实施方式中的图2。
[0131]
如图6所示,蒸镀掩模用框架50a的框架主体51包括多个框架材料51a、51b、51c以及51d、多个板57(57a以及57b)、58(58a以及58b)、59(59a以及59b)以及60(60a以及60b)、多个螺钉61(61a、61b、61c以及61d)。
[0132]
框架材料51a~51d由复合材料形成,该复合材料包括含有碳纤维的强化材料和含有无机固体材料的基材。作为构成复合材料的材料,能够应用与第一实施方式中的框架主体51同等的材料。
[0133]
板57~60以及螺钉61在对框架材料51a~51d应用c/c复合材料的情况下,含有弯曲弹性模量比该c/c复合材料大的材料(例如,殷钢合金或mmc)。另外,板57~60以及螺钉61在对框架材料51a~51d应用mmc的情况下,留有具有与该mmc同等或其以上的弯曲弹性模量的材料(例如,mmc)。
[0134]
框架材料51a以及51b相当于框架主体51的长边部分,框架材料51c以及51d相当于框架主体51的短边部分。框架材料51a以及51c的各自的结合部分被共通的板57a以及57b夹住,通过多个螺钉61a彼此固定。同样地,框架材料51a以及51d的各自的结合部分被共通的板58a以及58b夹住,通过多个螺钉61b彼此固定。框架材料51b以及51c的各自的结合部分被共通的板59a以及59b夹住,通过多个螺钉61c彼此固定。框架材料51b以及51d的各自的结合部分被共通的板60a以及60b夹住,通过多个螺钉61d彼此固定。
[0135]
通过以上这样地构成,不是将框架主体51一体地成型,而是能够组装分割后的框架材料51a~51d。由此,即使在框架主体51的尺寸大型化的情况下,也能够容易地制造复合材料。具体而言,例如,即使在复合材料的制造中使用的烧成炉的大小的限制超过框架主体51的尺寸的情况下,也能够更廉价地制造框架主体51。
[0136]
另外,板57~60在矩形状的框架主体51的四角处结合框架材料51a~51d。由此,自重挠曲的影响大的矩形状的边的中央部使用密度低的复合材料,同时自重挠曲的影响小的矩形状的角部可以使用密度高但弯曲弹性模量优异的材料。因此,能够进一步减小蒸镀掩模用框架50的变形量。
[0137]
3.其他
[0138]
需要说明的是,上述的实施方式除了上述的变形例以外,还能够进行各种变形。
[0139]
例如,在上述实施方式中,对框架主体51仅由复合材料形成的情况进行了说明,但不限定于此。例如,框架主体51也可以是对复合材料进行了金属镀敷的框架主体。由此,能够降低框架主体51的电阻率,能够使蒸镀掩模用框架50的电位与其他导电部件一致。另外,通过适当地选择要镀敷的金属,能够使框架主体51具有磁性。由此,例如通过在磁性材料与蒸镀掩模用框架50之间夹持被蒸镀基板,能够提高蒸镀掩模用框架50与被蒸镀基板的密合性。
[0140]
另外,在上述的实施方式中,对在蒸镀处理中,蒸镀掩模用框架50设置成经由支承用孔52支承自身的重量,蒸镀物质的蒸气71从与重力方向垂直的方向放出的情况进行了说明,但并不限定于此。例如,也可以是,蒸镀掩模用框架50设置成在pq平面上由未图示的保持件支承,蒸镀物质的蒸气从沿着重力方向的方向放出。在这种情况下,能够抑制蒸镀掩模用框架50因自身的重量产生的变形。
[0141]
另外,在上述的实施方式中,对蒸镀装置1是包括一个或多个以输送机器人7为中心设置有多个蒸镀室6的集群ctr的单片式蒸镀装置的情况进行了说明,但是本发明不限定于此。例如,蒸镀装置1也可以是多个蒸镀室6设置在一个真空腔室内的在线式蒸镀装置。
[0142]
需要说明的是,本发明并不限定于上述实施方式,在实施阶段在不脱离其主旨的范围内能够进行各种变形。另外,各实施方式也可以适当组合来实施,在这种情况下能够得到组合的效果。进而,在上述实施方式中包含各种发明,通过从公开的多个构成要件选择的组合,能够提取各种发明。例如,在即使从实施方式所示的全部构成要件中删除几个构成要件,也能够解决课题,得到效果的情况下,删除了该构成要件的结构能够作为发明而提取。
[0143]
附图标记说明
[0144]
1蒸镀装置
[0145]
2输送室
[0146]
3、4交接室
[0147]
5掩模储存室
[0148]
6a、6b、6c蒸镀室
[0149]
7输送机器人
[0150]
8清洗室
[0151]
10带框架蒸镀掩模
[0152]
30蒸镀掩模
[0153]
31开口部
[0154]
50、50a蒸镀掩模用框架
[0155]
51框架主体
[0156]
51a、51b、51c、51d框架材料
[0157]
52支承用孔
[0158]
53第一台座
[0159]
54第二台座
[0160]
55第一接合部
[0161]
56第二接合部
[0162]
57、58、59、60板
[0163]
61螺钉
[0164]
70蒸镀源
[0165]
71蒸气。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。