1.本发明涉及钢铁厂烧结操作技术领域,尤其涉及一种烧结富氧点火自动控温装置及其方法。
背景技术:
2.富氧烧结是指在助燃空气中混入一定比例的氧气,处使燃料更加充分的燃烧,从而使烧结过程反应更加彻底。在烧结过程中,固体燃料如焦粉或无烟煤粉燃烧所获得的高温和燃烧产物,为液相生成和一切物理化学反应的进行提供了所需的热量和气氛条件。在相对高氧位的条件下气相、固相、液相传热传质条件更为良好,有利于液相生成,在反应更加完全的同时,还能处使焦粉的燃烧条件得到改善,达到低价铁氧化物充分氧化的效果,为更多的铁酸钙的生成保证了必要条件,因此无论从烧结矿粒度的均匀分布还是其化学组成的优化来讲,富氧烧结均可达到改善烧结矿质量的效果。长久以来,烧结点火温度自动控制一直都是个难题困扰着钢铁企业。因为烧结点火温度的控制不仅是保证烧结矿烧结质量的前提,而且在节能减排的大背景下,能够明显减少烧结过程的燃气消耗,减少由于非完全燃烧造成的污染气体的排放。现有技术方案,氧气管道链接助燃风管道,在氧气管道上安装手动阀门,人工开关手动阀门来实现给助燃风中富氧。手动调整阀门开度无法确定具体开度,氧气流量不确定,无法保证助燃风中氧气含量稳定。现场看火工根据点火炉温度和现场观察点火强度进行手动调节燃气调节阀。燃气压力波动较大和燃气热值不稳定后需要频繁调整燃气调节阀,人工调整会出现调整幅度不合适和调整不及时,造成点火温度和点火强度不稳定影响烧结生产和燃气消耗浪费等情况出现。还有一些虽然将调节阀和点火温度通过 plc编程中的pid功能实现自动调节,但是这种调节方式调节过度频繁,极大减少调节阀的使用寿命。助燃风调节阀认为设定一个固定开度。只能通过调整燃气调节阀来改变空燃比,无法做到烧结生产过程在最优空燃比下进行生产。
技术实现要素:
3.本发明提出的一种烧结富氧点火自动控温装置,通过自动控制氧气流量使助燃风中氧气含量稳定,通过点火温度调整燃气流量使得烧结点火温度稳定在正常生产需求温度范围内,调整助燃风流量使得空燃比达到最优,确保燃气充分燃烧,使得燃气经济最大化,从而达到既保证了烧结生产点火温度和强度又达到燃气使用量最节省的目的,解决了上述问题。
4.为了实现上述目的,本发明采用了如下技术方案:一种烧结富氧点火自动控温装置,包括点火炉,所述点火炉底部设置有烧结机,所述点火炉顶部连通有助燃风管道和燃气管道,所述助燃风管道上连通有氧气管道,所述氧气管道上连通有两路氮气吹扫软管,所述助燃风管道、燃气管道、氮气吹扫软管和氧气管道上均连通有控制气体用的阀门。
5.优选的,所述燃气管道远离所述点火炉方向上依次连通有燃气温度变送器、燃气启动快切阀、燃气调节阀、燃气压力变送器和燃气气体流量计。
6.优选的,所述助燃风管道远离所述点火炉方向上依次连通有助燃风温度变送器、助燃风启动快切阀、助燃风调节阀、助燃风压力变送器和助燃风气体流量计,所述助燃风管道末端连通有两个助燃风机。
7.优选的,所述氧气管道远离所述点火炉方向上依次连通有第一氧气手动阀、氧气调节阀、氧气温度变送器、第一氧气压力变送器、氧气启动快切阀、单向阀、自力式稳压阀、第二氧气压力变送器、氧气气体流量计、过滤器和第二氧气手动阀,所述单向阀和自力式稳压阀之间连通有放散口手阀。
8.优选的,所述两路氮气吹扫软管包括连通在第一氧气手动阀和氧气调节阀之间的第一氮气吹扫软管和连通在过滤器和第二氧气手动阀之间的第二氮气吹扫软管,所述第一氮气吹扫软管上连通有第一氮气进口手阀,所述第二氮气吹扫软管上连通有第二氮气进口手阀。
9.优选的,包括以下参数设置,
10.p空-l为控制气源最低压力;
11.p空-h为控制气源最高压力;
12.p氧-1为氧气管道压力最低值;
13.f氧-初为氧气调节阀初始开度;
14.f氧-调为氧气调节阀手动调整幅度;
15.f助-调为助燃风最大调整量;
16.t停为停机检修时间;
17.t停-l为停机最小时间;
18.t间隔为助燃风调整间隔时间。
19.优选的,氧气开机流程包括:
20.1)、缓慢打开第一氧气手动阀和第二氧气手动阀,为开机做好准备,观察此时氧气压力应大于p氧-1,证明氧气已经输送到现场管道中;
21.2)、待烧结机正常稳定生产后,使用手动模式,打开氧气启动快切阀,设置氧气调节阀开度f氧-初,待氧气分析仪数据稳定后,再逐步增加氧气调节阀开度,直至助燃风中氧气含量稳定在预设值;
22.3)、助燃风中的氧气含量达到预设值后,切换为手动模式,切换完成后可将氧气浓度设定为想要的数值,自动模式下,系统自动调节氧气调节阀使助燃风氧气浓度维持在设定值
±
0.3%的范围内;
23.4)、手动模式及自动模式下,均应缓慢降低助燃风,单次降低助燃风量不得超过f助-调,调整一次助燃风量后必须间隔t间隔以上才能再次调节助燃风量;
24.氧气临时性停机流程包括:
25.1)、停机时间≤t停-l,且烧结机处于生产状态,助燃风管道内助燃风正常流动,这种情况下,关闭氧气调节阀和氧气启动快切阀,无需关闭氧气出气口手动阀和氧气进气口手动阀,为下次开机做准备;
26.2)、停机时间在t停-l至t停之间,且烧结机处于生产状态,助燃风管道内助燃风正常流动,这种情况下,先关闭氧气调节阀和氧气启动快切阀,后去现场关闭氧气出气口手动阀和氧气进气口手动阀;
27.3)、停机时间≤t停,但烧结机生产异常或停止生产,助燃风管道内无空气流动,这种情况下,先关闭氧气调节阀和氧气启动快切阀,后去现场关闭氧气出气口手动阀和氧气进气口手动阀,然后按照流程进行氮气置换,将管道中氧气吹扫至室外,然后关闭氧气调节阀和氧气启动快切阀,保持氧气出气口手动阀和氧气进气口手动阀关闭,为下次启机做好准备;
28.氧气长期性停机流程包括:
29.1)、关闭氧气调节阀、氧气启动快切阀、氧气出气口手动阀和氧气进气口手动阀;
30.2)、先缓慢打开放散口手阀,再打开氧气调节阀、氧气启动快切阀,此时管道内氧气会因压力自动放散到室外空气中。
31.3)、将氮气吹扫软管与氧气管道连接上,依次打开第一氮气进口手阀和第二氮气进口手阀,用氮气将氧气管道中的残余氧气吹扫到室外;
32.4)、将氮气吹扫软管放散口手阀关闭,打开氧气出气口手动阀,将末端管道中的残余氧气吹到助燃风管道中,关闭氧气出气口手动阀,准备取下氮气吹扫软管;
33.5)、取下氮气吹扫软管流程:关闭氮气总气源手阀,确保第一氮气进口手阀、第二氮气进口手阀、放散口手阀、氧气调节阀、氧气启动快切阀处于打开状态,再观察氧气管道上压力表,若压力表数值低于0.01mpa,此时可放心将氮气吹扫软管拆下,拆下氮气吹扫软管后,关闭保第一氮气进口手阀、第二氮气进口手阀、放散口手阀、氧气调节阀、氧气启动快切阀;
34.6)、若需要在氧气管道上执行焊接操作,将需焊接作业的管道与氧气源管道做物理隔离及电绝缘隔离,方可进行焊接作业,停机流程结束;
35.点火炉开机流程为:开机使用手动模式,设定点火炉燃气调节阀开度,待开机生产稳定后点击模式切换,将手动模式改为自动模式,后设定点火炉温度设定值,将自动调节调节阀调整燃气流量变化来实现点火炉的点火温度稳定;
36.点火炉停机流程为:将点火炉操作模式设为手动模式,手动设定点火炉调节阀开度为0,其它设备停机流程按原有烧结机停机规程执行。
37.本发明的有益效果是:
38.所述点火炉底部设置有烧结机,所述点火炉顶部连通有助燃风管道和燃气管道,所述助燃风管道上连通有氧气管道,所述氧气管道上连通有两路氮气吹扫软管,所述助燃风管道、燃气管道、氮气吹扫软管和氧气管道上均连通有控制气体用的阀门。通过自动控制氧气流量使助燃风中氧气含量稳定,通过点火温度调整燃气流量使得烧结点火温度稳定在正常生产需求温度范围内,调整助燃风流量使得空燃比达到最优,确保燃气充分燃烧,使得燃气经济最大化,从而达到既保证了烧结生产点火温度和强度又达到燃气使用量最节省的目的。在烧结过程中自动应对燃气热值不稳定和燃气压力波动较大而造成烧结生产的产品质量不稳定的损失,不仅提高产品质量合格率,减少了人工操作,节省人力,还更加便捷,安全可靠,适合广泛推广。
附图说明
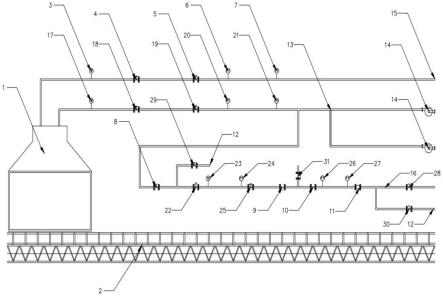
39.图1为本发明结构示意图。
40.图中:1-点火炉、2-烧结机、3-燃气温度变送器、4-燃气启动快切阀、5-燃气调节
阀、6-燃气压力变送器、7-燃气气体流量计、8
‑ꢀ
氧气出气口手动阀、9-单向阀、10-自力式稳压阀、11-过滤器、12
‑ꢀ
氮气吹扫软管、13-助燃风管道、14-助燃风机、15-燃气管道、16
‑ꢀ
氧气管道、17-助燃风温度变送器、18-助燃风启动快切阀、19-助燃风调节阀、20-助燃风压力变送器、21-助燃风气体流量计、22-氧气调节阀、23-氧气温度变送器、24-第一氧气压力变送器、25-氧气启动快切阀、26-第二氧气压力变送器、27-氧气气体流量计、28-氧气进气口手动阀、29-第一氮气进口手阀、30-第二氮气进口手阀、31
‑ꢀ
放散口手阀。
具体实施方式
41.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
42.参照图1,一种烧结富氧点火自动控温装置,包括点火炉1,点火炉1底部设置有烧结机2,点火炉1顶部连通有助燃风管道13和燃气管道15,助燃风管道13上连通有氧气管道16,氧气管道16上连通有两路氮气吹扫软管12,助燃风管道13、燃气管道15、氮气吹扫软管12和氧气管道16上均连通有控制气体用的阀门。
43.燃气管道15远离点火炉1方向上依次连通有燃气温度变送器3、燃气启动快切阀4、燃气调节阀5、燃气压力变送器6和燃气气体流量计7。
44.助燃风管道13远离点火炉1方向上依次连通有助燃风温度变送器17、助燃风启动快切阀18、助燃风调节阀19、助燃风压力变送器 20和助燃风气体流量计21,助燃风管道13末端连通有两个助燃风机 14。
45.氧气管道16远离点火炉1方向上依次连通有第一氧气手动阀8、氧气调节阀22、氧气温度变送器23、第一氧气压力变送器24、氧气启动快切阀25、单向阀9、自力式稳压阀10、第二氧气压力变送器 26、氧气气体流量计27、过滤器11和第二氧气手动阀28,单向阀9 和自力式稳压阀10之间连通有放散口手阀31。
46.两路氮气吹扫软管12包括连通在第一氧气手动阀8和氧气调节阀22之间的第一氮气吹扫软管和连通在过滤器11和第二氧气手动阀 28之间的第二氮气吹扫软管,第一氮气吹扫软管上连通有第一氮气进口手阀29,第二氮气吹扫软管上连通有第二氮气进口手阀30。
47.烧结富氧点火自动控温装置的使用方法,包括以下参数设置,
48.p空-l为控制气源最低压力;
49.p空-h为控制气源最高压力;
50.p氧-1为氧气管道压力最低值;
51.f氧-初为氧气调节阀初始开度;
52.f氧-调为氧气调节阀手动调整幅度;
53.f助-调为助燃风最大调整量;
54.t停为停机检修时间;
55.t停-l为停机最小时间;
56.t间隔为助燃风调整间隔时间。
57.烧结富氧点火自动控温装置的使用方法具体如下:
58.氧气开机前需要检查如下事项:
59.①
氧气进气口手动阀28、氧气调节阀22、氧气启动快切阀25、第一氮气进口手阀29、第二氮气进口手阀30、放散阀31处于关闭状态。氧气出气口手动阀8处于打开状态。氮气吹扫软管12已经从管道上拆下。
60.②
氧气启动快切阀25、氧气调节阀22控制气源正常,指针式压力表上显示控制气源压力在p空-l至p空-h之间。
61.③
中控室操作电脑上显示“氧气安全联锁投用”。
62.氧气开机流程包括:
63.1、缓慢打开第一氧气手动阀8和第二氧气手动阀28,为开机做好准备,观察此时氧气压力应大于p氧-1,证明氧气已经输送到现场管道中;
64.2、待烧结机2正常稳定生产后,使用手动模式,打开氧气启动快切阀25,设置氧气调节阀22开度f氧-初,待氧气分析仪数据稳定后,再逐步增加氧气调节阀22开度(单次阀位调整在f氧-调),直至助燃风中氧气含量稳定在预设值;
65.3、助燃风中的氧气含量达到预设值后,切换为手动模式,切换完成后可将氧气浓度设定为想要的数值,自动模式下,系统自动调节氧气调节阀22使助燃风氧气浓度维持在设定值
±
0.3%的范围内;
66.4、手动模式及自动模式下,均应缓慢降低助燃风,单次降低助燃风量不得超过f助-调,调整一次助燃风量后必须间隔t间隔以上才能再次调节助燃风量,即需要调低2*f助-调风量时,需要分两次进行操作,两次操作间隔一分钟以上;
67.氧气临时性停机流程包括:
68.临时性停机包括以下三种情况
69.①
助燃风减风量太快,操作失误导致氧气含量超过安全值,导致氧气管道快切。
70.②
联锁条件成立,导致氧气管道自动快切。
71.③
要换台车之类的情况,人工主动关闭氧气管道上的氧气调节阀 22和氧气启动快切阀25。
72.以上几种氧气管道停机的特点为停机时间短(小于t停小时),解除问题后会马上重新投用氧气管道。
73.1、停机时间≤t停-l,且烧结机2处于生产状态,助燃风管道 13内助燃风正常流动,这种情况下,关闭氧气调节阀22和氧气启动快切阀25,无需关闭氧气出气口手动阀8和氧气进气口手动阀28,为下次开机做准备;
74.2、停机时间在t停-l至t停之间,且烧结机2处于生产状态,助燃风管道13内助燃风正常流动,这种情况下,先关闭氧气调节阀 22和氧气启动快切阀25,后去现场关闭氧气出气口手动阀8和氧气进气口手动阀28;
75.3、停机时间≤t停,但烧结机2生产异常或停止生产,助燃风管道13内无空气流动,这种情况下,先关闭氧气调节阀22和氧气启动快切阀25,后去现场关闭氧气出气口手动阀8和氧气进气口手动阀28,然后按照流程进行氮气置换,将管道中氧气吹扫至室外,然后关闭氧气调节阀22和氧气启动快切阀25,保持氧气出气口手动阀 8和氧气进气口手动阀28关闭,为下次启机做好准备;
76.氧气长期性停机流程包括:
77.长期性停机包括以下几种情况。
78.①
烧结机2停机检修,检修时间大于2*t停。
79.②
烧结机2正常生产,但氧气管道上的设备需要进行维护保养或者更换。
80.③
烧结机2正常生产,但人为决定目前工况不需要富氧功能,停止使用氧气管道。
81.1、关闭氧气调节阀22、氧气启动快切阀25、氧气出气口手动阀 8和氧气进气口手动阀28;
82.2、先缓慢打开放散口手阀,再打开氧气调节阀22、氧气启动快切阀25,此时管道内氧气会因压力自动放散到室外空气中。
83.3、将氮气吹扫软管12与氧气管道16连接上,依次打开第一氮气进口手阀29和第二氮气进口手阀30,用氮气将氧气管道16中的残余氧气吹扫到室外;
84.4、将氮气吹扫软管12放散口手阀关闭,打开氧气出气口手动阀 8,将末端管道中的残余氧气吹到助燃风管道13中,关闭氧气出气口手动阀8,准备取下氮气吹扫软管12;
85.5、取下氮气吹扫软管12流程:关闭氮气总气源手阀,确保第一氮气进口手阀29、第二氮气进口手阀30、放散口手阀、氧气调节阀 22、氧气启动快切阀25处于打开状态,再观察氧气管道上压力表,若压力表数值低于0.01mpa,此时可放心将氮气吹扫软管12拆下,拆下氮气吹扫软管12后,关闭保第一氮气进口手阀29、第二氮气进口手阀30、放散口手阀、氧气调节阀22、氧气启动快切阀25;注意不可带压拆氮气软管,否则会导致人身伤害。
86.6、若需要在氧气管道16上执行焊接操作,将需焊接作业的管道与氧气源管道做物理隔离及电绝缘隔离,方可进行焊接作业,停机流程结束;
87.点火炉1开机流程为:开机使用手动模式,设定点火炉1燃气调节阀开度,待开机生产稳定后点击模式切换,将手动模式改为自动模式,后设定点火炉1温度设定值,将自动调节调节阀调整燃气流量变化来实现点火炉1的点火温度稳定;
88.点火炉1停机流程为:将点火炉1操作模式设为手动模式,手动设定点火炉1调节阀开度为0,其它设备停机流程按原有烧结机2停机规程执行。
89.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。