1.本发明属于焊接技术领域,涉及一种调控异质钎焊接头残余应力的方法。
背景技术:
2.钎焊连接技术能发挥异质材料各自的优良性能,被广泛应用于机械、化工、医疗器材、航空航天等领域。钎焊技术是采用比母材熔点低的材料作为钎料,将母材和钎料加热到高于钎料液相线但是低于母材固相线的温度,通过液态钎料润湿母材,填充钎焊接头间隙并与母材发生相互扩散从而实现连接的一种焊接技术。异质材料进行钎焊连接时,由于两者热膨胀系数差,在钎焊冷却过程中产生不同的收缩变形量,容易在界面上产生较大的残余应力,导致接头出现裂纹或其他类型的缺陷,从而降低结合强度和使用寿命。
3.中国专利申请文件(公开号:cn114289917a)公开了一种感应摩擦复合钎焊方法和异种合金工件的制备方法,其主要通过采用摩擦加热和感应加热同时进行,由于摩擦加热的特性为内部优先产热,感应加热的特性是表面优先升温,因此保证加热的均匀性,进一步提高了焊接效率。但是其钎焊过程中依然会产生较多局部变形应力,导致异种合金工件钎焊后产生界面裂纹、变形等缺陷。
技术实现要素:
4.本发明的目的是针对现有技术存在的上述问题,提出了一种提高钎焊接头结合强度和使用寿命的调控异质钎焊接头残余应力的方法。
5.本发明的目的可通过下列技术方案来实现:一种调控异质钎焊接头残余应力的方法,异质钎焊接头包括钎焊连接的第一母材和第二母材,钎焊时满足以下计算公式:,α1>α2,其中α1为第一母材膨胀系数,t1为钎焊前第一母材加热后的温度,α2为第二母材膨胀系数,t2为钎焊前第二母材加热后的温度,t为室温,钎焊连接时钎料的温度为t0,t1≤t0<t2。
6.作为优选,钎焊时满足以下计算公式:;进一步优选,钎焊时满足以下计算公式:;更进一步优选,钎焊时满足以下计算公式:;α1>α2,其中α1为第一母材膨胀系数,t1为钎焊前第一母材加热后的温度,α2为第二母材膨胀系数,t2为钎焊前第二母材加热后的温度,t为室温,钎焊连接时钎料的温度为t0,t1≤t0<t2。
7.在室温20℃条件下,异质材料的第一母材和第二母材焊接部位具有相同的长度l,两者具有不同的线膨胀系数,第一母材的线膨胀系数为α1,第二母材的线膨胀系数为α2,α1大于α2,常规钎焊时,在室温20℃下两种母材加热到同一温度t进行钎焊连接,此时两者的线膨胀量分别为δl1/l=α1×
(t-20),δl2/l=α2×
(t-20),δl1/l大于δl2/l,加入钎料钎焊完成后,第一母材和第二母材形成一个整体接头,当冷却到室温,两者理论上需要分别产生线收缩量δl1/l =α1×
(t-20),δl2/l =α2×
(t-20),但焊后第一母材和第二母材形成一个整体,收缩量小的第二母材会阻止第一母材继续收缩,此时第一母材会受到沿钎焊界面方向的拉应力,第二母材会受到沿钎焊界面方向的压应力,使钎焊接头产生界面裂纹、接头变形和降低接头强度。
8.本发明通过在常温时,将第一母材加热到温度t1,产生的线膨胀量为δl1/l =α1×
(t
1-t),第二母材加热到温度t2,产生的线膨胀量为δl2/l =α2×
(t
2-t),使δl1/l和δl2/l接近或相等,焊接完成冷却到室温时,使得两者产生的线收缩量δl1/l和δl2/l接近或相等,使得第一母材和第二母材产生的残余应力最小,大幅降低了最终钎焊接头出现裂纹或其他类型缺陷的概率。
9.作为优选,t1和t2取值范围均为200~1400℃。本发明通过控制钎焊连接温度t0,使钎料熔化并具有较好的流动性,可以对母材进行润湿铺展,当t0接近于t1,能够与母材形成较好的冶金结合。
10.在上述的一种调控异质钎焊接头残余应力的方法中,第一母材包括碳钢、合金钢、铝合金、铜合金中的至少一种。
11.在上述的一种调控异质钎焊接头残余应力的方法中,第二母材包括硬质合金、陶瓷、碳钢、合金钢、铜合金中的至少一种。
12.作为优选,第一母材为碳钢时,第二母材为硬质合金、陶瓷、合金钢、铜合金中的一种。
13.作为优选,第一母材为合金钢时,第二母材为硬质合金、陶瓷、碳钢、铜合金中的一种。
14.作为优选,第一母材为铝合金时,第二母材为硬质合金、陶瓷、碳钢、合金钢、铜合金中的一种。
15.作为优选,第一母材为铜合金时,第二母材为硬质合金、陶瓷、碳钢、合金钢中的一种。
16.在上述的一种调控异质钎焊接头残余应力的方法中,所述方法具体包括在加热到t1的膨胀系数为α1的第一母材和加热到t2的膨胀系数为α2的第二母材的钎焊界面加入钎料,在t0下钎焊连接得钎焊接头。
17.在上述的一种调控异质钎焊接头残余应力的方法中,钎料包括镍基、铜基、银基、铝基、锌基和锡基钎料中的至少一种。
18.在上述的一种调控异质钎焊接头残余应力的方法中,所述的方法还包括对钎焊接头进行冷却处理,冷却速率为5~20℃/min。
19.进一步优选,冷却处理后还包括振动时效处理。
20.更进一步优选,振动时效处理时温度为(0.1~0.4)ts,ts为钎料固相线温度,时间为5~15min。
21.在上述的一种调控异质钎焊接头残余应力的方法中,振动频率为15~50khz。本发明通过控制振动频率对钎焊接头提供机械振动能,使接头组织产生显微变形降低残余应力,大大提升了异质钎焊接头的综合性能。
22.在实际冷却过程中,不同位置冷却速度的不一致、线膨胀系数的差别,会产生局部变形应力,需要进行焊后应力消除,本发明通过保温振动时效对焊接接头在(0.1~0.4)ts下进行振动一段时间消除应力的方法,此方法同时叠加热能和机械振动能,对产生应力的部位进行松弛,可以进一步消除残余应力。
23.与现有技术相比,本发明具有以下有益效果:本发明通过控制两个异质合金材料加热温度t1和t2,使两者的线膨胀量理论值接近,在接头冷却后由变形产生的残余应力得到大幅下降,并通过保温振动时效处理同时叠加热能和机械振动能,对产生应力的部位进行松弛进一步消除残余应力;本发明提供的方法简单便捷,可有效抑制钎焊接头的变形和开裂,大幅提高钎焊接头的结合强度。
附图说明
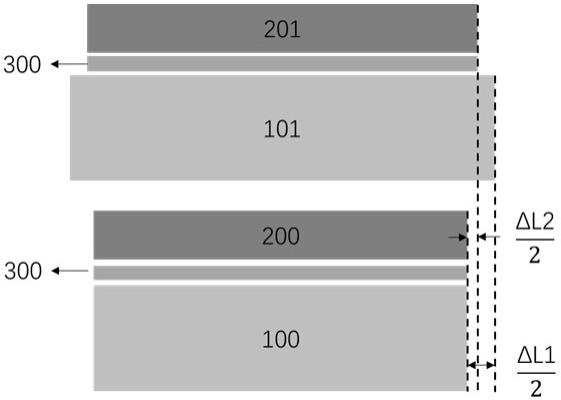
24.图1为实施例1钎焊连接示意图;图中,100、室温下的q235钢,101、加热到750℃的q235钢,200、室温下的yg20硬质合金,201、加热到1350℃的yg20硬质合金,300 、bag65cuzn钎料。
具体实施方式
25.以下是本发明的具体实施例,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
26.实施例1:s1、准备膨胀系数约12
×
10-6
/℃的q235钢为第一母材,热膨胀系数约6
×
10-6
/℃的yg20硬质合金为第二母材。
27.s2、先对q235钢和yg20硬质合金钎焊面进行打磨和超声清洗,去除表面氧化皮和杂质,并分别在q235钢和yg20硬质合金钎焊面涂银钎剂。
28.s3、如图1所示,在室温20℃下,将q235钢100加热到750℃,yg20硬质合金201加热到1350℃,750℃下在q235钢101和yg20硬质合金201钎焊界面上添加bag65cuzn钎料300,待钎料融合,完成钎焊连接。
29.s4、查国家标准gb/t 10046-2018 银钎料,本实施例使用的钎料bag65cuzn的固相线温度为ts=670℃,钎焊连接后的钎焊接头以10℃/min的冷却速率冷却到0.3ts=201℃下进行振动时效处理5min,其中振动频率为30khz。
30.δl1/δl2=1.098,α1/α2=2。
31.实施例2:s1、准备膨胀系数约12
×
10-6
/℃的q235钢为第一母材,热膨胀系数约6
×
10-6
/℃的yg20硬质合金为第二母材。
32.s2、先对q235钢和yg20硬质合金钎焊面进行打磨和超声清洗,去除表面氧化皮和杂质,并分别在q235钢和yg20硬质合金钎焊面涂银钎剂。
33.s3、在室温20℃下,将q235钢加热到750℃,yg20硬质合金加热到1150℃,750℃下
在q235钢和yg20硬质合金钎焊界面上添加bag65cuzn钎料,待钎料融合,完成钎焊连接。
34.s4、查国家标准gb/t 10046-2018 银钎料,本实施例使用的钎料bag65cuzn的固相线温度为ts=670℃,钎焊连接后的钎焊接头以10℃/min的冷却速率冷却到0.3ts=201℃下进行振动时效处理5min,其中振动频率为30khz。
35.δl1/δl2=1.292,α1/α2=2。
36.实施例3:s1、准备膨胀系数约12
×
10-6
/℃的q235钢为第一母材,热膨胀系数约6
×
10-6
/℃的yg20硬质合金为第二母材。
37.s2、先对q235钢和yg20硬质合金钎焊面进行打磨和超声清洗,去除表面氧化皮和杂质,并分别在q235钢和yg20硬质合金钎焊面涂银钎剂。
38.s3、在室温20℃下,将q235钢加热到750℃,yg20硬质合金加热到950℃,750℃下在q235钢和yg20硬质合金钎焊界面上添加bag65cuzn钎料,待钎料融合,完成钎焊连接。
39.s4、查国家标准gb/t 10046-2018 银钎料,本实施例使用的钎料bag65cuzn的固相线温度为ts=670℃,钎焊连接后的钎焊接头以10℃/min的冷却速率冷却到0.3ts=201℃下进行振动时效处理5min,其中振动频率为30khz。
40.δl1/δl2=1.570,α1/α2=2。
41.实施例4:s1、准备膨胀系数约12
×
10-6
/℃的q235钢为第一母材,热膨胀系数约6
×
10-6
/℃的yg20硬质合金为第二母材。
42.s2、先对q235钢和yg20硬质合金钎焊面进行打磨和超声清洗,去除表面氧化皮和杂质,并分别在q235钢和yg20硬质合金钎焊面涂银钎剂。
43.s3、在室温20℃下,将q235钢加热到750℃,yg20硬质合金加热到1500℃,750℃下在q235钢和yg20硬质合金钎焊界面上添加bag65cuzn钎料,待钎料融合,完成钎焊连接。
44.s4、查国家标准gb/t 10046-2018 银钎料,本实施例使用的钎料bag65cuzn的固相线温度为ts=670℃,钎焊连接后的钎焊接头以10℃/min的冷却速率冷却到0.3ts=201℃下进行振动时效处理5min,其中振动频率为30khz。
45.δl1/δl2=0.986,α1/α2=2。
46.实施例5:s1、准备膨胀系数约18
×
10-6
/℃的316l不锈钢为第一母材,热膨胀系数约8
×
10-6
/℃的al2o3陶瓷为第二母材。
47.s2、先对316l不锈钢和al2o3陶瓷钎焊面进行打磨和超声清洗,去除表面氧化皮和杂质,并分别在316l不锈钢和al2o3陶瓷钎焊面涂银钎剂。
48.s3、在室温20℃下,将316l不锈钢和al2o3陶瓷加热到860℃,860℃下在316l不锈钢和al2o3陶瓷钎焊界面上添加ag71cu26ti3钎料,待钎料融合,完成钎焊连接。
49.步骤s3在真空度为10-3 mpa的真空炉中进行。
50.s4、本实施例使用的钎料ag71cu26ti3的固相线温度为ts=773℃,钎焊连接后的钎焊接头以10℃/min的冷却速率冷却到0.3ts≈232℃下进行振动时效处理5min,其中振动频率为30khz。
51.δl1/δl2=2.25,α1/α2=2.25。
52.实施例6:与实施例1的区别,仅在于,钎焊连接后振动时效时在室温下进行。
53.实施例7:与实施例5的区别,仅在于,钎焊连接后冷却到室温,未进行振动时效处理。
54.对比例1:s1、准备膨胀系数约为12
×
10-6
/℃的q235钢,热膨胀系数约为6
×
10-6
/℃的yg20硬质合金。
55.s2、先对q235钢和yg20硬质合金钎焊面进行打磨和超声清洗,去除表面氧化皮和杂质,并分别在q235钢和yg20硬质合金钎焊面涂银钎剂。
56.s3、q235钢加热到750℃,yg20硬质合金加热到750℃, 750℃下在q235钢和yg20硬质合金钎焊界面上添加bag65cuzn钎料,待钎料融合,完成钎焊连接。
57.s4、查国家标准gb/t 10046-2018 银钎料,本实施例使用的钎料bag65cuzn的固相线温度为ts=670℃,钎焊连接后的钎焊接头以30℃/min的冷却速率冷却到0.3ts=201℃下进行振动时效处理10min,其中振动频率为30khz。
58.δl1/δl2=2,α1/α2=2对比例2:与实施例1的区别,仅在于,钎焊连接后冷却到室温,并未进行振动时效处理。
59.利用盲孔法残余应力测试方法测量实施例1-9、对比例1-2的钎焊接头残余应力值,测量结果见表1。
60.表1:实施例1-9、对比例1-2制备的钎焊接头残余应力结果从实施例1-4、对比例1可知,当越接近1时,第一母材和第二母材产生的残余应力越小,证明本发明通过接近或等于1能够大幅度降低异质接头的残余应力,从而使得异质钎焊接头整体性能得到提升,使用寿命增加。
61.综上所述,本发明通过控制两个异质合金材料加热温度t1和t2,使两者的线膨胀量理论值接近,在接头冷却后由变形产生的残余应力得到大幅下降,并通过保温振动时效处理同时叠加热能和机械振动能,对产生应力的部位进行松弛进一步消除残余应力。
62.本处实施例对本发明要求保护的技术范围中点值未穷尽之处以及在实施例技术方案中对单个或者多个技术特征的同等替换所形成的新的技术方案,同样都在本发明要求保护的范围内;同时本发明方案所有列举或者未列举的实施例中,在同一实施例中的各个参数仅仅表示其技术方案的一个实例(即一种可行性方案),而各个参数之间并不存在严格的配合与限定关系,其中各参数在不违背公理以及本发明述求时可以相互替换,特别声明的除外。
63.本发明方案所公开的技术手段不仅限于上述技术手段所公开的技术手段,还包括由以上技术特征任意组合所组成的技术方案。以上所述是本发明的具体实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本发明的保护范围。
64.本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。