1.本实用新型涉及输送线配套使用的设备技术领域,特别是一种生产质量分拣智能控制装置。
背景技术:
2.包括皮带电动式输送机、电动辊筒式输送机等在内的输送设备,是一种生产中应用较为广泛的输送设备,主要将生产后产品,或者物流领域中将物品从一个点位输送带另一个点位。实际生产中,受到人为操作或者包装设备的影响(比如说纸箱包装的食品等),存在输送的包装设备内少装入产品的几率,这样产品出厂后,会给购买方带来一定的损失,且也不利于生产厂家的声誉。
3.现有的辊筒式输送机由于技术所限,还存在功能单一的缺点,比如我国专利号“201320463027.5”、专利名称“一种电动辊筒式安全输送机”,其记载到“本实用新型结构简单、成本低廉、拆装方便,降低了噪声污染,提高了传动效率,延长了使用寿命,对被运输的物料有光电探测功能,并提供了输送机保护措施,尤其是使传动部分的免受掉入杂物的损坏,从而也改善了人为操作的安全性。”。为了保证购买者的利益以及产品质量等,现有厂家一般会对产品进行抽样检查,进而得出是否存在少包装产品的现象,由于包括对比专利在类的现有技术,均无法实现检测功能,因此现有技术中一般是通过人为进行抽查。上述抽检模式,存在不能全部检测包装箱内产品的目的,这样,刚好有没有放入足量产品的包装箱存在漏检的几率,因此人工抽检方式,不但会给工作人员带来不便、增加了检查成本,且存在不能完全保证产品质量的问题。综上,提供一种能有效区分输送产品的质量,且能在产品质量不合格时能及时将其推出到不合格产品通道,防止不良产品混入合格产品的装置显得尤为必要。
技术实现要素:
4.为了克服现有技术中,因无一种合适能根据产品重量对其进行不良品、良品分类的设备,人工抽检方式存在如背景所述弊端,本实用新型提供了基于两套电动辊筒式输送机本体,在相关机构及电路共同作用下,能对每件输送到检测区域的包装箱等产品进行重量检测(高度检测无法检测包装内物品是否足量,因此不适用),当检测的产品不合格时能自动将其推入不良品运输线上,优良品继续输送到下一个工位,由此实现了全自动化控制,节省了人工成本,给工作人员带来了便利,并保证了产品质量的一种生产质量分拣智能控制装置。
5.本实用新型解决其技术问题所采用的技术方案是:
6.一种生产质量分拣智能控制装置,包括空压机、至少两套电动辊筒式输送机、控制电源、光电开关;其特征在于还具有推料机构、主控电路;所述其中一套电动辊筒式输送机的机架上各有一个出料口和推料口,其中一套电动辊筒式输送机横向安装在生产区域,另一套电动辊筒式输送机纵向安装在生产区域、且其一端位于其中一套电动辊筒式输送机的
出料口下;所述推料机构包括固定架、气缸,气缸安装在固定架一侧,气缸活塞杆安装有推板,固定架安装在推料口后侧;所述其中一套电动辊筒式输送机的其中一只输送辊筒的随动轴两侧端下各安装有活动杆,活动杆下端套在一只套管座内,两只套管座分别安装在机架两端内侧,其中一只输送辊筒位于推板前端;所述其中一只套管座内下端和活动杆下之间安装有一只力敏电阻;所述光电开关安装在固定架侧端的机架内上部,控制电源和主控电路、电源开关安装在电控箱内;所述力敏电阻两个接线端电性串联在主控电路的两个信号输入端之间,主控电路的控制电源输出端和其中一套电动辊筒式输送机的电源输入端电性连接,主控电路的信号电源输出端和气缸的缸筒前后端外的电磁阀分别电性连接,空压机的气体输出管和两只电磁阀进气管分别经管道连接;所述光电开关的信号输出端和主控电路的信号输入端电性连接。
7.进一步地,所述力敏电阻应变片上端安装有缓冲垫。
8.进一步地,所述活动杆的高度大于套管座的高度,且活动杆的外径小于套管座的内径。
9.进一步地,所述其中一只输送辊筒和其余输送辊筒处于同一平面。
10.进一步地,所述另一套电动辊筒式输送机的输送辊筒上端高度,低于其中一套电动辊筒式输送机的输送辊筒高度。
11.进一步地,所述气缸的活塞杆行程和其中一套电动辊筒式输送机的输送辊筒前后长度一致,出料口和推料口的下端高度低于输送辊筒上端高度,且出料口和推料口的宽度大于产品的宽度。
12.进一步地,所述主控电路包括经电性连接的触发子电路和输出子电路,触发子电路包括时间继电器和继电器、电阻、npn三极管和可调电阻,时间继电器模块的输出端和第一只继电器正极电源输入端、第二只继电器正极电源输入端及控制电源输入端连接,时间继电器模块的负极电源输入端及负极触发信号输入端和第一只继电器负极电源输入端、npn三极管发射极、可调电阻另一端连接,电阻一端和可调电阻另一端连接,电阻另一端和npn三极管基极连接,npn三极管集电极和继电器负极电源输入端连接。
13.进一步地,所述输出子电路包括电性连接的时间继电器和时控开关,时间继电器模块的负极电源输入端及负极触发信号输入端和两套时控开关的负极电源输入端连接,时间继电器模块的电源输出端和两套时控开关的正极电源输入端连接,输出子电路的时间继电器模块正极电源输入端及正极触发信号输入端和触发子电路的第二只继电器正极电源输入端及继电器常开触点端连接,时间继电器模块负极电源输入端和触发子电路的npn三极管发射极连接。
14.本实用新型有益效果是:本实用新型基于两套电动辊筒式输送机本体,不需要人为进行操作。当产品从其中一套电动辊筒式输送机的右端朝左端另一个工位输送产品,产品经过光电开关的探测头前,主控电路控制其中一套电动辊筒式输送机间隔一定时间、停止工作一段时间,相应一件产品进入其中一只输送辊筒上进行称重,当包装箱内产品足量时,推料机构的推板不运动,反之推板将不合格产品推送到另一套电动辊筒式输送机上,然后主控电路继续控制其中一套电动辊筒式输送机工作,如此循环,就能对所有经过其中一套电动辊筒式输送机输送的产品进行质量检测,实现了全自动化控制,节省了人工成本,给工作人员带来了便利,并保证了产品质量。综上,本实用新型具有好的应用前景。
附图说明
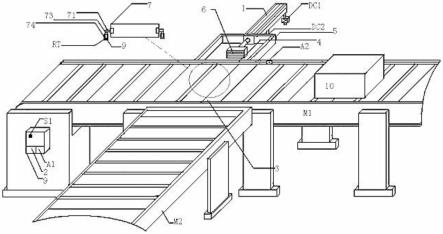
15.以下结合附图和实施例将本实用新型做进一步说明。
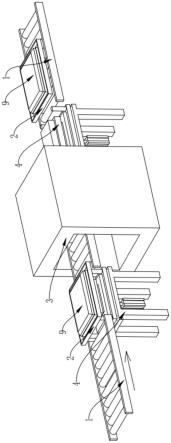
16.图1是本实用新型整体结构及局部放大结构示意图。
17.图2是本实用新型电路图。
具体实施方式
18.图1、2所示,一种生产质量分拣智能控制装置,包括空压机(图中未画出)、两套电动辊筒式输送机m1及m2、控制电源a1、光电开关a2、电源开关s1;还具有推料机构、主控电路2;其中一套电动辊筒式输送m1机架中部上前后两侧端各有一个出料口3和推料口4,其中一套电动辊筒式输送机m1横向安装在生产区域,另一套电动辊筒式输送机m2纵向安装在生产区域、且其机架后端位于其中一套电动辊筒式输送机m1的前部出料口3下;所述推料机构包括“π”型固定架5、气缸1、固定架5中部后端有个轴孔,气缸1纵向分布经螺杆螺母安装在固定架5中部后端外且其活塞杆经由轴孔朝前引出(轴孔内径大于活塞杆外径),气缸1活塞杆前经螺杆螺母安装有一只矩形且下端高度略高于其中一套电动辊筒式输送机的输送辊筒高度的推板6,固定架5前端两侧分别经螺杆螺母安装在其中一套电动辊筒式输送机的推料口4后侧端、且推板6的前端位于推料口4后端,空压机的气体输出管和气缸1的缸筒前后端外的两只电磁阀dc1及dc2(一位二通电磁阀)的气体输入端分别经软管连接;所述其中一套电动辊筒式输送机m1的其中一只输送辊筒7的随动轴71(输送辊筒前后右侧端分别安装一只随动轴,前部随动轴71后端套在输送辊筒前端中部轴承的内圈内,后部随动轴前端套在输送辊筒后端中部的轴承内圈内)外侧端下各垂直焊接有一只矩形活动杆72,两只活动杆72下端各套在一只矩形且上端为开放式下端为封闭式结构的套管座72内,两只套管座72下端各经螺杆螺母安装在机架前、后内侧端中部,其中一只输送辊筒7位于推板6前端中部;所述前端一只套管座73内下端和活动杆下之间用胶粘接有一只力敏电阻rt且力敏电阻rt的应变片位于上端(和力敏电阻rt连接的导线经由套管座73的前下端开孔引出);所述光电开关u2(探测头朝前)纵向安装在固定架6右侧端的机架内上部,控制电源u1和主控电路2、电源开关s1安装在电控箱8内电路板上,电控箱8安装在其中一套电动辊筒式输送机m1的电机减速齿轮箱左前端。
19.图1、2所示,力阻电阻rt应变片上端用胶粘接有一只橡胶缓冲垫9(后端一只套管座和活动杆下粘接有一只高度稍微高的胶垫),活动杆72下和缓冲垫9上端接触(防止活动杆72下端和力敏电阻rt直接接触造成其应变片磨损。活动杆72的高度大于套管座73的高度1厘米,且活动杆72的外径小于套管座73的内径1毫米。其中一只输送辊筒7和其余输送辊筒处于同一平面(其余输送辊筒后端安装具有齿轮的主动轴,齿轮被其中一套电动辊筒式输送机的电机输出的动力经减速齿轮驱动,进而输送辊筒转动,输送辊筒前侧端轴杆后部套在输送辊筒前端轴承内圈内,主动轴后端、轴杆前端分别固定在机架前及后内侧,上述是电动辊筒式输送机的基本构造)。另一套电动辊筒式输送机的输送辊筒上端高度,低于其中一套电动辊筒式输送机的输送辊筒7高度5毫米。气缸1的活塞杆行程和其中一套电动辊筒式输送机m1的输送辊筒前后长度一致,出料口3和推料口4的下端高度略低于输送辊筒7上端高度1毫米,且出料口3和推料口4的左右宽度大于产品的宽度。主控电路包括经电路板布线连接的触发子电路和输出子电路,触发子电路包括时间继电器模块a3和继电器k及k1、电阻
r1、npn三极管q1和可调电阻rp,时间继电器模块a3的输出端9脚和第一只继电器k正极电源输入端、第二只继电器k1正极电源输入端及控制电源输入端连接,时间继电器模块a3的负极电源输入端2脚及负极触发信号输入端4脚和第一只继电器k负极电源输入端、npn三极管q1发射极、可调电阻rp另一端连接,电阻r1一端和可调电阻rp另一端连接,电阻r1另一端和npn三极管q1基极连接,npn三极管q1集电极和继电器k1负极电源输入端连接。输出子电路包括经电路板布线连接的时间继电器模块a4和时控开关a5及a6,时间继电器模块a4的负极电源输入端2脚及负极触发信号输入端4脚和两套时控开关a5及a6的负极电源输入端2脚连接,时间继电器模块a4的电源输出端9脚和两套时控开关a5及a6的正极电源输入端1脚连接,输出子电路的时间继电器模块a4的正极电源输入端1脚及正极触发信号输入端3脚和触发子电路的继电器k1正极电源输入端及继电器k1常开触点端分别连接,时间继电器模块a4负极电源输入端2脚和触发子电路的npn三极管q1发射极连接。
20.图1、2所示,控制电源a1的电源输入端1及2脚和交流220v电源两极分别经导线连接,电源开关s1电源输入端和控制电源a1的电源输出端3脚经导线连接,电源开关s1的电源输出端、控制电源a1的负极电源输出端4脚和主控电路的电源输入端继电器k1正极电源输入端及时间继电器模块a3的2脚、光电开关a2的电源输入端1及2脚分别经导线连接,力敏电阻rt两个接线端经导线串联在主控电路的两个信号输入端可调电阻rp另一端及npn三极管q1发射极之间,主控电路的控制电源输出端继电器k的三个常闭触点端(可采用电磁接触器代替)和其中一套电动辊筒式输送机m1的电源输入端经导线连接,主控电路的继电器k三个控制电源输入端和380v电源经导线连接,主控电路的信号电源输出端时控开关a5及a6的3及4脚和气缸缸筒前后端外的电磁阀dc1及dc2电源输入端连接;光电开关a2的信号输出端3脚和主控电路的信号输入端时间继电器模块a3的3脚经导线连接。
21.图1、2所示,220v交流电源进入控制电源a1的电源输入端后,控制电源a1的3、4脚会输出稳定的直流12v电源进入电源开关s1,电源开关s1打开的前提下,主控电路及光电开关a2得电工作。工作人员打开380v电源开关后,两套电动辊筒式输送机m1及m2得电工作(380v电源经继电器k控制电源输入端及常闭触点端进入其中一套电动辊筒式输送机m1的电源输入端),其中一套电动辊筒式输送机m1把从其右端输入的产品向左端另一个工位输送。当产品没输送到光电开关a2的探测头前其3脚无输出,后级的所有电路不会得电工作,气缸1也不会产生动作。当有产品经过光电开关a2的探测头前时,光电开关a2的探测头发射出的红外光束由于被阻挡其3脚输出高电平进入时间继电器模块a3的3脚,时间继电器模块a3在内部电路及技术人员设定的9脚输出电源时间作用下,其9脚间隔一定时间输出一段时间电源(比如间隔0.5秒钟输出2秒钟电源)到继电器k及k1正极电源输入端,继电器k得电吸合,继电器k得电吸合后其控制电源输入端和常闭触点端开路,那么,其中一套电动辊筒式输送机m1会暂时停止工作输送辊筒7不再转动,此刻相应一件产品的左端刚好位于其中一只输送辊筒7的上端中部(右端不再遮挡光电开关a2的发射头,产品右端位于右端另一只输送辊筒上部),产品重量作用于其中一只输送辊筒7的上端,这样,活动杆72受到重力作用、下端对力敏电阻rt施加作用力(活动杆72沿套管座73内下行、下行不到0.5毫米,所有辊筒上端基本持平,不对后续产品输送带来影响),当包装箱10内没有少装产品时其重量相对重,力敏电阻rt由于受力相对大电阻小、其和可调电阻rp之间分压小,这样,12v电源经电阻r1限流降压后进入npn三极管q1基极低于0.7v,npn三极管q1截止,那么,继电器k1继续失电
不吸合,气缸1不产生动作。当2.5秒钟时间到后,时间继电器模块a3的9脚停止输出电源,这样,继电器k会失电其控制电源输入端和常闭触点端闭合,其中一套电动辊筒式输送机m1又会得电工作把产品向左输送。
22.图1、2所示,当相应一件产品的左端刚好位于其中一只输送辊筒7的上端中部,产品重量作用于其中一只输送辊筒7的上端,包装箱10内少装了产品时其重量相对轻,力敏电阻rt由于受力相对小电阻大、其和可调电阻rp之间分压大,这样,12v电源经电阻r1限流降压后进入npn三极管q1基极高于0.7v,npn三极管q1导通集电极输出低电平进入继电器k1负极电源输入端,继电器k1得电吸合其控制电源输入端和常开触点端闭合,进而,时间继电器模块a4的正极触发信号输入端3脚被输入高电平触发信号,时间继电器模块a4在内部电路及技术人员设定的9脚输出电源时间作用下,其9脚输出一段时间电源(比如2秒钟)到时控开关a5、a6的正极电源输入端,时控开关a5、a6得电工作。时控开关a5得电后在其内部电路及技术人员设定的3、4脚输出电源时间作用下,会输出1秒钟电源气缸1的后端电磁阀dc1电源输入端,电磁阀dc1得电空压机内的压缩气体经电磁阀dc1进气口进入气缸的缸筒后端内(缸筒前端内的空气从电磁阀dc2的排气口排出),气缸的活塞杆快速朝前运动经推板6将该件包装箱货物推送到另一套电动辊筒式输送机m2上,另一套电动辊筒式输送机m2将该件产品输送到另一个不合格产品工位,工作人员后续进行检查补货等。时控开关a6得电后在其内部电路及技术人员设定的3、4脚输出电源时间作用下,会间隔1秒钟输出1秒钟电源到气缸1的前端电磁阀dc2电源输入端,电磁阀dc2得电空压机内的压缩气体经电磁阀dc2进气口进入气缸的缸筒前端内(缸筒后端内的空气从电磁阀dc1的排气口排出),气缸的活塞杆快速朝后运动恢复到初始位置,为下次推动不合格产品做好准备(推板6前端位于推料口后端)。当2.5秒钟时间到后,时间继电器模块a3的9脚停止输出电源,这样,继电器k会失电其控制电源输入端和常闭触点端闭合,其中一套电动辊筒式输送机m1又会得电工作把产品向左输送(本实用新型每两件包装箱产品运动到光电开关a2处间隔时间是3秒钟左右)。通过上述,本实用新型不需要人为进行操作,当包装箱内产品足量时,推料机构的推板不运动,反之推板将不合格产品推送到另一套电动辊筒式输送机上,然后主控电路继续控制其中一套电动辊筒式输送机工作,如此循环,就能对所有经过其中一套电动辊筒式输送机输送的产品进行质量检测,实现了全自动化控制,节省了人工成本,给工作人员带来了便利,并保证了产品质量。图2中,电阻r1阻值是10k;npn三极管q1型号9013;可调电阻rp规格是100k(本实施调节到11.5k);光电开关a2是型号e3k100-30的红外开关传感器,具有三个接线端,两个接电源,工作时其探测头前端有物品阻挡时3脚输出不高电平,无物品阻挡输出高电平,最远探测距离30厘米(其壳体后端内具有距离调节手柄,左旋探测距离变远、右旋探测距离变近,实施例调节到10厘米左右);力敏电阻rt是型号fsr402的电阻式薄膜压力传感器;继电器k及k1是dc12v继电器;时控开关a5及a6是型号kg316t的全自动微电脑时控开关成品,微电脑时控开关自身有显示屏,还有取消/恢复、校时、校分、校星期、自动/手动、定时、时钟七个按键,并具有两个电源输入端1、2脚,两个电源输出端3、4脚,使用者分别按动操作七只按键,可设定两个电源输出端输出电源的间隔时间和每次输出电源的时间;控制电源是型号220v/12v/1kw的交流220v转直流12v开关电源模块成品;时间继电器模块a3及a4是型号yyc-2s的时间控制器模块,时间控制器模块具有时间显示led管,还具有两个电源输入端1及2脚、两个触发信号输入端3及4脚、一只设置按键5脚、一只急停按键6脚、一只时
间加按键7脚、一只时间减按键8脚、一个常开电源输出端9脚,时间控制器模块通电后,操作者按下设置按键后,通过数码管的数字显示,分别操作时间加按键、时间减按键,可以设定在需要的时间段常开电源输出端输出正极电源,设定的时间段过后,常开电源输出端停止输出电源,工作时,两个触发信号输入端每被输入触发电源信号后,时间继电器模块成品进行设定的时间计时。
23.以上为本技术实施例的具体实施方式,但本技术实施例的保护范围并不局限于此,任何在本技术实施例揭露的技术范围内的变化或替换,都应涵盖在本技术实施例的保护范围之内。因此,本技术实施例的保护范围应以的权利要求的保护范围为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。