1.本公开涉及焊接设备技术领域,具体涉及一种焊接设备、焊接方法。
背景技术:
2.焊接设备是指将两个待焊接的工件焊接在一起的设备,即将一个工件焊接在另一个工件上。
3.目前,常用的方式是为两个待焊接的工件配置对应的工装,将两个工件放置并固定在工装上,之后采用焊机对两个工件进行焊接。
4.例如,现有的焊接设备如专利号为:“cn202121397770.6”,其公开了一种不锈钢叶轮激光焊接系统。一种不锈钢叶轮激光焊接系统,包括焊接机器人,所述焊接机器人的端部设有焊接头,还包括用于安装叶轮且可带动叶轮发生翻转和旋转的叶轮安装组件,所述叶轮安装组件位于焊接机器人的一侧,所述焊接头为激光焊接头,焊接头一端固定连接在焊接机器人上,另一端竖直向下延伸,移动焊接机器人可使焊接头位于叶轮安装组件的正上方。
5.上述现有技术在使用过程中,将叶片作为本技术的第一焊件,轮圈作为本方案的第二焊件,需要将叶片与叶轮提前组成组件,再放置在叶轮安装组件上,之后再采用焊接机器人对组件进行焊接,其自动化程度较低,仍需要人工将第一焊件与叶轮进行组装,浪费人力,且受制于人工组装第一焊件与第二焊件的质量,导致叶轮的质量依旧无法得到有效的控制,可见,该现有的焊接设备并未从根本上解决设备替代人工的问题。
6.需要说明的是,在上述背景技术部分公开的信息仅用于加强对本公开的背景的理解,因此可以包括不构成对本领域普通技术人员已知的现有技术的信息。
技术实现要素:
7.本公开的目的在于提供一种焊接设备、焊接方法,进而至少在一定程度上克服由于相关技术的限制和缺陷而导致的现有的焊接设备无法实现全自动化,不仅浪费人力,且其焊接的焊接件的质量不可控的情况。
8.本公开的其他特性和优点将通过下面的详细描述变得显然,或部分地通过本公开的实践而习得。
9.本公开提供了一种焊接设备,包括:
10.操作平台;
11.第一焊件搬运机构,设置在所述操作台上,用于将第一焊件搬运至预定位置;
12.第二焊件搬运机构,设置在所述操作台上,用于将第二焊件搬运至指定位置;当所述第一焊件位于所述预定位置、所述第二焊件位于所述指定位置时,所述第一焊件与所述第二焊件接触,且所述第一焊件位于所述第二焊件外壁的焊接位置;
13.焊接机构,设置在所述操作台上,用于当所述第一焊件位于所述第二焊件外壁的焊接位置后,对所述第一焊件与所述第二焊件进行焊接,以制得焊接件。
14.可选的,所述第一焊件包括第一子焊件、第二子焊件;所述预定位置包括:第一预定位置、第二预定位置;所述焊接位置包括:第一焊接位置、第二焊接位置;
15.所述第一焊件搬运机构用于将第一子焊件搬运至第一预定位置;
16.当所述第一子焊件位于所述第一预定位置、所述第二焊件位于所述指定位置时,所述第一子焊件与所述第二焊件接触,且所述第一子焊件位于所述第二焊件外壁的第一焊接位置;
17.焊接机构还用于当所述第一子焊件位于所述第二焊件外壁的第一焊接位置后,对所述第一子焊件与所述第二焊件进行焊接;
18.所述第一焊件搬运机构还用于搬运第二子焊件到达第二预定位置;
19.所述第二焊件搬运机构还用于当所述第一子焊件与所述第二焊件焊接后,转动焊接后的第二焊件,以使所述第二焊件的第二焊接位置与所述第二子焊件到达的所述第二预定位置相对,使所述第二子焊件与所述第二焊件的第二焊接位置接触;
20.所述焊接机构还用于将所述第二子焊件焊接在所述第二焊件上。
21.可选的,还包括:
22.第一定位机构,设置在所述操作平台上,且位于所述第一焊件搬运机构的一侧;
23.所述第一焊件搬运机构还用于将所述第一焊件放置在所述第一定位机构上,以用于使所述第一定位机构对所述第一焊件进行定位;所述第一焊件搬运机构将经由所述第一定位机构定位后的第一焊件搬运至所述第一预定位置。
24.可选的,还包括:
25.第一存储机构,设置在所述操作平台上,位于所述第一焊件搬运机构的一侧,用于存储所述第一焊件;其中,所述第一焊件叠放在所述第一存储机构内;
26.所述第一焊件搬运机构用于将所述第一焊件依次从所述第一存储机构中取出,并放置在所述第一定位机构上进行定位。
27.可选的,还包括:
28.第二定位机构,设置在所述操作平台上,且位于所述第二焊件搬运机构的一侧;
29.所述第二焊件搬运机构还用于将所述第二焊件放置在所述第二定位机构上,以用于使所述第二定位机构对所述第二焊件进行定位;所述第二焊件搬运机构将经由所述第二定位机构定位后的第二焊件搬运至所述第二预定位置。
30.可选的,还包括:
31.第二存储机构,设置在所述操作平台上,位于所述第二焊件搬运机构的一侧,用于存储所述第二焊件;其中,所述第二焊件叠放在所述第二存储机构内;
32.所述第二焊件搬运机构用于将所述第二焊件依次从所述第二存储机构中取出,并放置在所述第二定位机构上进行定位。
33.可选的,所述第一焊件搬运机构包括:
34.第一基座,固接在所述操作平台上;
35.第一转动座,与所述第一基座转动连接,可相对所述第一基座转动,在所述第一基座内设置有用于驱动所述第一转动座转动的第一驱动机构;
36.第一连接臂,通过第二驱动机构连接在所述第一转动座上,所述第二驱动机构用于驱动所述第一连接臂相对所述第一转动座转动;
37.第二连接臂,通过第三驱动机构连接在所述第一连接臂的端部,所述第三驱动机构用于驱动所述第二连接臂相对所述第一连接臂转动;其中,所述第二连接臂的转动轴线与所述第一连接臂的转动轴线平行;
38.第一转动臂,通过第四驱动机构连接在所述第二连接臂的端部,且所述第一转动臂与所述第二连接臂同轴设置,第四驱动机构可带动所述第一转动臂沿其自身轴线转动;
39.第一机械手,安装在所述转动臂上,可相对所述第一转动臂活动,所述第一机械手用于抓取所述第一焊件。
40.可选的,所述第二焊件搬运机构包括:
41.第二基座,固接在所述操作平台上;
42.第二转动座,与所述第二基座转动连接,可相对所述第二基座转动,在所述第二基座内设置有用于驱动所述第二转动座转动的第五驱动机构;
43.第三连接臂,通过第六驱动机构连接在所述第二转动座上,所述第六驱动机构用于驱动所述第三连接臂相对所述第二转动座转动;
44.第四连接臂,通过第七驱动机构连接在所述第三连接臂的端部,所述第七驱动机构用于驱动所述第四连接臂相对所述第三连接臂转动;其中,所述第四连接臂的转动轴线与所述第三连接臂的转动轴线平行;
45.第二转动臂,通过第八驱动机构连接在所述第四连接臂的端部,且所述第二转动臂与所述第四连接臂同轴设置,第八驱动机构可带动所述第二转动臂沿其自身轴线转动;
46.机械手安装座,固定安装在所述第二转动臂上;
47.第二机械手,通过第九驱动机构转动安装在所述机械手安装座上,所述第二机械手用于抓取第二焊件;所述第九驱动机构用于驱动所述第二机械手带动所述第二焊件相对所述机械手安装座转动。
48.可选的,所述焊接机构包含:
49.机械臂,设置在所述操作平台上;
50.焊接头,与所述机械臂连接,所述机械臂可带动所述焊接头移动,以使所述焊接头移动至所述焊接位置,进而对所述第一焊件与所述第二焊件进行焊接,以制得所述焊接件。
51.第二方面,本技术提供了一种焊接方法,由上述的焊接设备执行,包括:
52.第一焊件搬运机构将第一焊件搬运至预定位置;
53.第二焊件搬运机构将第二焊件搬运至第二预定位置;当第一焊件位于预定位置、第二焊件位于第二预定位置时,第一焊件与第二焊件接触,且第一焊件位于第二焊件外壁的焊接位置;
54.第一焊件位于第二焊件外壁的焊接位置后,焊接机构焊接对第一焊件与第二焊件进行焊接,以制得焊接件。
55.本公开的一种焊接设备、焊接方法,其中,焊接设备包括:操作平台;第一焊件搬运机构,设置在所述操作台上,用于将第一焊件搬运至预定位置;第二焊件搬运机构,设置在所述操作台上,用于将第二焊件搬运至指定位置;当所述第一焊件位于所述预定位置、所述第二焊件位于所述指定位置时,所述第一焊件与所述第二焊件接触,且所述第一焊件位于所述第二焊件外壁的焊接位置;焊接机构,设置在所述操作台上,用于当所述第一焊件位于所述第二焊件外壁的焊接位置后,对所述第一焊件与所述第二焊件进行焊接,以制得焊接
件。通过设置第一焊件搬运机构,可以替代人工将第一焊件搬运至预定位置,通过设置第二焊件搬运机构,可以替代人工将第二焊件搬运至指定位置,之后,通过焊接机构完成对第一焊件与第二焊件的焊接,可见,本技术的技术方案全程无需人工干预,节约了劳动力,并且全机械操作,提高了焊接设备的自动化程度,且确保产品质量的可控性。
56.应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本公开。
附图说明
57.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本公开的实施例,并与说明书一起用于解释本公开的原理。显而易见地,下面描述中的附图仅仅是本公开的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
58.图1示意性示出本公开示例性实施例中一种焊接设备的结构示意图;
59.图2示意性示出本公开示例性实施例中另一种焊接设备的结构示意图;
60.图3示意性示出本公开示例性实施例中一种第一焊件搬运机构的结构示意图;
61.图4示意性示出本公开示例性实施例中一种第二焊件搬运机构的结构示意图;
62.图5示意性示出本公开示例性实施例中一种焊接机构的结构示意图;
63.附图标记:1.操作平台;2.第一焊件搬运机构;3.第二焊件搬运机构;4.焊接机构;5.第一定位机构;6.第一存储机构;7.第二定位机构;8.第二存储机构;9.第一基座;10.第一转动座;11.第一驱动机构;12.第一连接臂;13.第二驱动机构;14.第二连接臂;15.第三驱动机构;16.第一转动臂;17.第四驱动机构、18.第一机械手;19.第二基座;20.第二转动座;21.第五驱动机构;22.第三连接臂;23.第六驱动机构;24.第四连接臂;25.第七驱动机构;26.第二转动臂;27.第八驱动机构;28.机械手安装座;29.第二机械手;30.第九驱动机构;31.第一焊件;32.第二焊件;33.机械臂;34.焊接头。
具体实施方式
64.现在将参考附图更全面地描述示例实施方式。然而,示例实施方式能够以多种形式实施,且不应被理解为限于在此阐述的范例;相反,提供这些实施方式使得本公开将更加全面和完整,并将示例实施方式的构思全面地传达给本领域的技术人员。所描述的特征、结构或特性可以以任何合适的方式结合在一个或更多实施方式中。
65.此外,附图仅为本公开的示意性图解,并非一定是按比例绘制。图中相同的附图标记表示相同或类似的部分,因而将省略对它们的重复描述。附图中所示的一些方框图是功能实体,不一定必须与物理或逻辑上独立的实体相对应。可以采用软件形式来实现这些功能实体,或在一个或多个硬件模块或集成电路中实现这些功能实体,或在不同网络和/或处理器装置和/或微控制器装置中实现这些功能实体。
66.本技术的技术方案可以应用在焊接件的制备过程中,将叶片作为本技术的第一焊件,将轮圈作为本技术的第二焊件,采用本技术的焊接设备,即可完成对叶片和轮圈的焊接。
67.叶轮既指装有动叶的轮盘,是冲动式汽轮机转子的组成部分,又可以指轮盘与安
装其上的转动第一焊件的总称。叶轮可以根据形状以及开闭合情况进行分类。
68.目前,加工叶轮的方式通常是将叶片焊接在轮圈上,传统的手段是人工焊接,但是人工焊接的叶轮质量不容易把控,因此,需要采用相关的设备来代替人工焊接。
69.目前,现有的焊接设备如专利号为:“cn202121397770.6”,其公开了一种不锈钢叶轮激光焊接系统。一种不锈钢叶轮激光焊接系统,包括焊接机器人,所述焊接机器人的端部设有焊接头,还包括用于安装叶轮且可带动叶轮发生翻转和旋转的叶轮安装组件,所述叶轮安装组件位于焊接机器人的一侧,所述焊接头为激光焊接头,焊接头一端固定连接在焊接机器人上,另一端竖直向下延伸,移动焊接机器人可使焊接头位于叶轮安装组件的正上方。
70.然而,上述现有技术在使用过程中,仍需要将第一焊件与叶轮提前组成组件,再放置再叶轮安装组件上,之后再采用焊接机器人对组件进行焊接,其自动化程度较低,仍需要人工将第一焊件与叶轮进行组装,浪费人力,且受制于人工组装第一焊件与第二焊件的质量,导致叶轮的质量依旧无法得到有效的控制,可见,该现有的焊接设备并未从根本上解决设备替代人工的问题。
71.采用本技术的方案,通过设置第一焊件搬运机构2,可以替代人工将叶片搬运至预定位置,通过设置第二焊件搬运机构3,可以替代人工将轮圈搬运至指定位置,之后,通过焊接机构4完成对叶片与轮圈的焊接,可见,本技术的技术方案全程无需人工干预,节约了劳动力,并且全机械操作,将焊接位置始终保持在上方,有利于提高叶片与轮圈的焊接质量,如此便提高了焊接设备的自动化程度,且确保产品质量的可控性。
72.另一方面,本技术提供的焊接设备还可以应用在汽车配件的加工领域,如需要将两个配件焊接在一起,或者在一个配件上焊接多个其他配件的零件;可以采用本技术提供的焊接设备进行焊接。
73.下面,将结合附图及实施例对本示例实施方式中的一种融雪剂存储装置的各个部件进行更详细的说明。
74.参见图1、图2所示,本公开提供了一种焊接设备,包括:操作平台1;第一焊件搬运机构2,设置在所述操作台上,用于将第一焊件31搬运至预定位置;第二焊件搬运机构3,设置在所述操作台上,用于将第二焊件32搬运至指定位置;当所述第一焊件31位于所述预定位置、所述第二焊件32位于所述指定位置时,所述第一焊件31与所述第二焊件32接触,且所述第一焊件31位于所述第二焊件32外壁的焊接位置;焊接机构4,设置在所述操作台上,用于当所述第一焊件31位于所述第二焊件32外壁的焊接位置后,对所述第一焊件31与所述第二焊件32进行焊接,以制得焊接件。
75.本示例实施方式中,上述第一焊件搬运机构2的数量可以是一个,也可以是多个,本技术不对上述第一焊件搬运机构2的数量做限定,上述第二焊件搬运机构3的数量可以是1个,也可以是多个,本技术不对上述第二焊件搬运机构3的数量做限定。
76.本示例实施方式中,上述操作平台1可以是加工车间的地面,也可以是自行制作的平台,本技术不对上述操作平台1的类型做限定,需要说明的是,为了确保第一焊件搬运机构2以及第二焊件搬运机构3的工作稳定性,需要确保上述平台处于稳定状态。
77.本示例实施方式中,上述第一焊件搬运机构2可以是机械手,也可以是其他可以将第一焊件31搬运至预定位置,并且限制在预定位置的机构,本技术不对上述第一焊件搬运
机构2的具体结构做限定。
78.本示例实施方式中,第二焊件搬运机构3可以是机械手,也可以是其他可以将第二焊件32搬运至指定位置,并且限制在指定位置的机构,本技术不对上述第二焊件搬运机构3的具体结构做限定。
79.本示例实施方式中,焊接机构4可以是由一个机械手带动焊接头34而形成的组件,其功能是在上述焊接位置处对第一焊件31与第二焊件32进行焊接,以用于将第二焊件32与第一焊件31焊接在一起,进而制得本技术的焊接件。
80.本示例实施方式中,可以在第二焊件32的侧壁上焊接一个第一焊件31,也可以在第二焊件32的侧壁上焊接多个第一焊件31,具体的,为了实现上述功能,上述第二焊件搬运机构3还需要实现可以带动焊接有一个或多个第一焊件31的第二焊件32进行转动,以在第二焊件32上的多个焊接点对应焊接第一焊件31,进而完成在第二焊件32上焊接多个第一焊件31的方案。
81.本示例实施方式中,在使用过程中,第一焊件搬运机构2将第一焊件31搬运至预定位置;第二焊件搬运机构3将第二焊件32搬运至第二预定位置;当第一焊件31位于预定位置、第二焊件32位于第二预定位置时,第一焊件31与第二焊件32接触,且第一焊件31位于第二焊件32外壁的焊接位置;第一焊件31位于第二焊件32外壁的焊接位置后,焊接机构4焊接对第一焊件31与第二焊件32进行焊接,以制得焊接件。
82.本示例实施方式中,以第一焊件31为叶片、第二焊件32为轮圈为例,对本技术的技术方案机械能详细说明:
83.本示例实施方式中,提供了焊接两个叶片的方案,第一焊件搬运机构2将第一叶片搬运至第一预定位置,第二焊件搬运机构3将轮圈搬运至指定位置后,轮圈上的第一焊接位置与第一叶片的焊接边缘接触,之后,控制焊接机构4在第一焊接位置处进行焊接,进而将第一叶片与轮圈焊接起来;之后,第一焊件搬运机构2将第二叶片搬运至第二预定位置,接着,第二焊件搬运机构3通过转动焊接有第一叶片的轮圈,使得轮圈的第二焊接位置与上述第二预定位置相对,且第二叶片与第二焊接位置相互接触,控制焊接机构4在第二焊接位置处进行焊接,进而将第二叶片与轮圈焊接起来,同理,当需要焊接第三叶片、第四叶片等时,重复上述焊接第二叶片的步骤即可。
84.需要说明的是,将叶轮作为本技术的焊接件,不同的叶轮具有不同的规格,如相邻叶片之间的夹角不同,叶片的数量不同等,以相邻叶片之间的夹角为30
°
、叶片数量为12片为例,第一焊件搬运机构2将第一片叶片搬运至第一预定位置后,第二焊件搬运机构3将轮圈搬运至指定位置,焊接机构4将第一片叶片焊接在第一预定位置对应的第一焊接位置处,之后,第二焊件搬运机构3带动轮圈转动30
°
,顺时针或逆时针均可,此时,轮圈的第二焊接位置与第二预定位置相对应,第一焊件搬运机构2将第二片叶片搬运至第二预定位置后,第二片叶片与第二焊接位置相接触,之后,焊接机构4便可以将第二叶片焊接在轮圈上;如此类推,可以按照上述焊接第二片叶片的方式焊接第3-第12片叶片,进而完成叶轮的制备,可以理解的是,采用上述焊接过程,第一预定位置与第二预定位置为同一位置,其区别在于,在该位置处的叶片为不同的叶片。
85.可见,本技术提供的方案,通过设置第一焊件搬运机构2,可以替代人工将第一焊件31搬运至预定位置,通过设置第二焊件搬运机构3,可以替代人工将第二焊件32搬运至指
定位置,之后,通过焊接机构4完成对第一焊件31与第二焊件32的焊接,可见,本技术的技术方案全程无需人工干预,节约了劳动力,并且全机械操作,提高了焊接设备的自动化程度,且确保产品质量的可控性。
86.在一种具体实施方式中,所述第一焊件31包括第一子焊件、第二子焊件;所述预定位置包括:第一预定位置、第二预定位置;所述焊接位置包括:第一焊接位置、第二焊接位置;所述第一焊件搬运机构2用于将第一子焊件搬运至第一预定位置;当所述第一子焊件位于所述第一预定位置、所述第二焊件32位于所述指定位置时,所述第一子焊件与所述第二焊件32接触,且所述第一子焊件位于所述第二焊件32外壁的第一焊接位置;焊接机构4还用于当所述第一子焊件位于所述第二焊件32外壁的第一焊接位置后,对所述第一子焊件与所述第二焊件32进行焊接;所述第一焊件搬运机构2还用于搬运第二子焊件到达第二预定位置;所述第二焊件搬运机构3还用于当所述第一子焊件与所述第二焊件32焊接后,转动焊接后的第二焊件32,以使所述第二焊件32的第二焊接位置与所述第二子焊件到达的所述第二预定位置相对,使所述第二子焊件与所述第二焊件32的第二焊接位置接触;所述焊接机构4还用于将所述第二子焊件焊接在所述第二焊件32上。
87.本示例实施方式中,提供了焊接两个第一焊件31的方案,第一焊件搬运机构2将第一子焊件搬运至第一预定位置,第二焊件搬运机构3将第二焊件32搬运至指定位置后,第二焊件32上的第一焊接位置与第一子焊件的焊接边缘接触,之后,控制焊接机构4在第一焊接位置处进行焊接,进而将第一子焊件与第二焊件32焊接起来;之后,第一焊件搬运机构2将第二子焊件搬运至第二预定位置,接着,第二焊件搬运机构3通过转动焊接有第一子焊件的第二焊件32,使得第二焊件32的第二焊接位置与上述第二预定位置相对,且第二子焊件与第二焊接位置相互接触,控制焊接机构4在第二焊接位置处进行焊接,进而将第二子焊件与第二焊件32焊接起来,同理,当需要焊接第三个第一焊件31、第四个第一焊件31等时,重复上述焊接第二子焊件的步骤即可。
88.需要说明的是,不同的叶轮具有不同的规格,如相邻第一焊件31之间的夹角不同,第一焊件31的数量不同等,以相邻第一焊件31之间的夹角为30
°
、第一焊件31数量为12片为例,第一焊件搬运机构2将第一片第一焊件31搬运至第一预定位置后,第二焊件搬运机构3将第二焊件32搬运至指定位置,焊接机构4将第一片第一焊件31焊接在第一预定位置对应的第一焊接位置处,之后,第二焊件搬运机构3带动第二焊件32转动30
°
,顺时针或逆时针均可,此时,第二焊件32的第二焊接位置与第二预定位置相对应,第一焊件搬运机构2将第二子焊件搬运至第二预定位置后,第二子焊件与第二焊接位置相接触,之后,焊接机构4便可以将第二子焊件焊接在第二焊件32上;如此类推,可以按照上述焊接第二子焊件的方式焊接第3-第12片第一焊件31,进而完成叶轮的制备,可以理解的是,采用上述焊接过程,第一预定位置与第二预定位置为同一位置,其区别在于,在该位置处的第一焊件31为不同的第一焊件31。
89.在一种具体实施方式中,还包括:第一定位机构5,设置在所述操作平台1上,且位于所述第一焊件搬运机构2的一侧;所述第一焊件搬运机构2还用于将所述第一焊件放置在所述第一定位机构5上,以用于使所述第一定位机构5对所述第一焊件进行定位;所述第一焊件搬运机构2将经由所述第一定位机构5定位后的第一焊件搬运至所述第一预定位置。
90.进一步的,还包括:第一存储机构6,设置在所述操作平台1上,位于所述第一焊件
搬运机构2的一侧,用于存储所述第一焊件31;其中,所述第一焊件31叠放在所述第一存储机构6内;所述第一焊件搬运机构2用于将所述第一焊件31依次从所述第一存储机构6中取出,并放置在所述第一定位机构5上进行定位。
91.设置上述第一定位机构5,其作用是第一焊件搬运机构2将第一焊件31从第一存储机构6中取出后,如果直接将也破搬运至预定位置的过程中,由于存在机械配合间隙,容易造成误差,增加第一定位机构5,在第一焊件搬运机构2搬运第一焊件31至预定位置的过程中,对第一焊件31的位置进行一次定位,可以有效的缩短上述搬运的行程,进而减小机械配合间隙对第一焊件31与预定位置的重合度的影响,因此,增加上述第一定位机构5可以在第一焊件搬运机构2搬运第一焊件31的过程中对第一焊件31进行一次定位,进而提高第一焊件31与预定位置之间的重合度,进而提高第一焊件31与第二焊件32焊接的精度,提高了本技术制备的焊接件的质量。
92.在一种具体实施方式中,还包括:第二定位机构7,设置在所述操作平台1上,且位于所述第二焊件搬运机构3的一侧;所述第二焊件搬运机构3还用于将所述第二焊件32放置在所述第二定位机构7上,以用于使所述第二定位机构7对所述第二焊件32进行定位;所述第二焊件搬运机构3将经由所述第二定位机构7定位后的第二焊件32搬运至所述第二预定位置。
93.进一步的,还包括:第二存储机构8,设置在所述操作平台1上,位于所述第二焊件搬运机构3的一侧,用于存储所述第二焊件32;其中,所述第二焊件32叠放在所述第二存储机构8内;所述第二焊件搬运机构3用于将所述第二焊件32依次从所述第二存储机构8中取出,并放置在所述第二定位机构7上进行定位。
94.设置上述第二定位机构7,其作用是第二焊件搬运机构3将第二焊件32从第二存储机构8中取出后,如果直接将也破搬运至指定位置的过程中,由于存在机械配合间隙,容易造成误差,增加第二定位机构7,在第二焊件搬运机构3搬运第二焊件32至指定位置的过程中,对第二焊件32的位置进行一次定位,可以有效的缩短上述搬运的行程,进而减小机械配合间隙对第二焊件32与指定位置的重合度的影响,因此,增加上述第二定位机构7可以在第二焊件搬运机构3搬运第二焊件32的过程中对第二焊件32进行一次定位,进而提高第二焊件32与指定位置之间的重合度,进而提高第二焊件32与第二焊件32焊接的精度,提高了本技术制备的焊接件的质量。
95.在一种具体实施方式中,参见图3所示,所述第一焊件搬运机构2包括:第一基座9,固接在所述操作平台1上;第一转动座10,与所述第一基座9转动连接,可相对所述第一基座9转动,在所述第一基座9内设置有用于驱动所述第一转动座10转动的第一驱动机构11;第一连接臂12,通过第二驱动机构13连接在所述第一转动座10上,所述第二驱动机构13用于驱动所述第一连接臂12相对所述第一转动座10转动;第二连接臂14,通过第三驱动机构15连接在所述第一连接臂12的端部,所述第三驱动机构15用于驱动所述第二连接臂14相对所述第一连接臂12转动;其中,所述第二连接臂14的转动轴线与所述第一连接臂12的转动轴线平行;第一转动臂16,通过第四驱动机构17连接在所述第二连接臂14的端部,且所述第一转动臂16与所述第二连接臂14同轴设置,第四驱动机构17可带动所述第一转动臂16沿其自身轴线转动;第一机械手18,安装在所述转动臂上,可相对所述第一转动臂16活动,所述第一机械手18用于抓取所述第一焊件31。
96.本示例实施方式中,上述第一基座9与操作平台1固定连接,具体的,可以采用焊接、螺栓等固定连接的方式将二者固定连接,本技术不对其做限定,上述第一转动座10可以通过轴承转动设置在第一基座9上,上述第一驱动机构11可以是驱动电机,上述第一驱动机构11可以通过齿轮传动的方式驱动上述第一转动座10在第一基座9上转动;上述第一连接臂12可以通过转轴转动连接在第一转动座10上,转轴与第一转动座10转动连接,转轴与第一连接臂12固定连接,上述第二驱动机构13可以是电机,第二驱动机构13通过齿轮驱动转轴转动,进而带动转轴上的第一连接臂12同步转动。上述第二连接臂14可以通过转轴转动连接在第一连接臂12的端部,转轴与第一连接臂12转动连接,转轴与第二连接臂14固定连接,第三驱动机构15可以是电机,电机通过齿轮驱动转轴转动,进而带动固定在转轴上的第二连接臂14相对第一连接臂12转动;上述第一转动臂16同轴设置在第二连接臂14的端部,第四驱动机构17可以是电机,将电机同轴设置在第二连接臂14上,第一转动臂16同轴设置在电机的转动轴的端部,电机即可带动第一转动臂16沿其自身轴线转动,进而带动第一机械手18改变位置,以便于第一机械手18抓取第一焊件31。
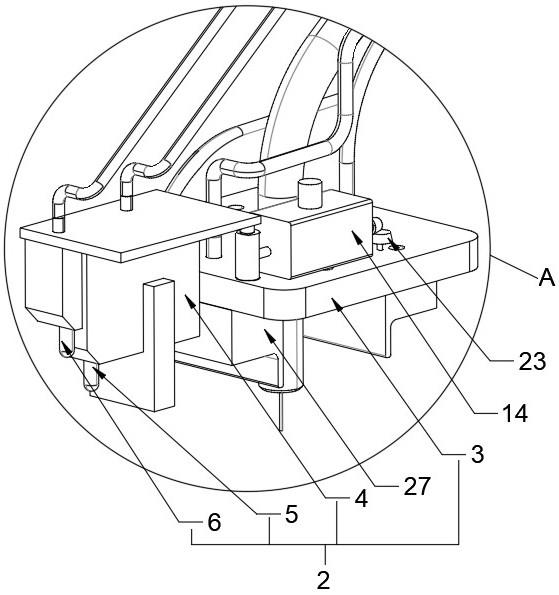
97.在一种具体实施方式中,所述第二焊件搬运机构3包括:第二基座19,固接在所述操作平台1上;第二转动座20,与所述第二基座19转动连接,可相对所述第二基座19转动,在所述第二基座19内设置有用于驱动所述第二转动座20转动的第五驱动机构21;第三连接臂22,通过第六驱动机构23连接在所述第二转动座20上,所述第六驱动机构23用于驱动所述第三连接臂22相对所述第二转动座20转动;第四连接臂24,通过第七驱动机构25连接在所述第三连接臂22的端部,所述第七驱动机构25用于驱动所述第四连接臂24相对所述第三连接臂22转动;中,所述第四连接臂24的转动轴线与所述第三连接臂22的转动轴线平行;第二转动臂26,通过第八驱动机构27连接在所述第四连接臂24的端部,且所述第二转动臂26与所述第四连接臂24同轴设置,第八驱动机构27可带动所述第二转动臂26沿其自身轴线转动;机械手安装座28,固定安装在所述第二转动臂26上;第二机械手29,通过第九驱动机构30转动安装在所述机械手安装座28上,所述第二机械手29用于抓取第二焊件32;所述第九驱动机构30用于驱动所述第二机械手29带动所述第二焊件32相对所述机械手安装座28转动。
98.本示例实施方式中,参见图4所示,上述第二基座19与操作平台1固定连接,具体的,可以采用焊接、螺栓等固定连接的方式将二者固定连接,本技术不对其做限定,上述第二转动座20可以通过轴承转动设置在第二基座19上,上述第五驱动机构21可以是驱动电机,上述第五驱动机构21可以通过齿轮传动的方式驱动上述第二转动座20在第二基座19上转动;上述第三连接臂22可以通过转轴转动连接在第二转动座20上,转轴与第二转动座20转动连接,转轴与第三连接臂22固定连接,上述第六驱动机构23可以是电机,第六驱动机构23通过齿轮驱动转轴转动,进而带动转轴上的第三连接臂22同步转动。上述第四连接臂24可以通过转轴转动连接在第三连接臂22的端部,转轴与第三连接臂22转动连接,转轴与第四连接臂24固定连接,第七驱动机构25可以是电机,电机通过齿轮驱动转轴转动,进而带动固定在转轴上的第四连接臂24相对第三连接臂22转动;上述第二转动臂26同轴设置在第四连接臂24的端部,第八驱动机构27可以是电机,将电机同轴设置在第四连接臂24上,第二转动臂26同轴设置在电机的转动轴的端部,电机即可带动第二转动臂26沿其自身轴线转动,进而带动机械手安装座28改变位置,以改变第二机械手29的位置,第二机械手29通过第九
驱动机构30连接在机械手安装座28上,可以通过改变机械手安装座28的位置以及第二机械手29的角度,进而实现第二机械手29全方位移动,便于第二机械手29抓取第二焊件32;结合附图可见,在第二焊件32的中部开设有通孔,第二机械手29的中部为可扩张的手臂,通过扩张手臂便可以使得第二机械手29卡接在上述通孔中,以避免第二机械手29夹持到第二焊件32的焊接部位,而影响在第二焊件32的侧壁上焊接第一焊件31。
99.在一种具体实施方式中,参见图5所示,所述焊接机构4包含:机械臂33,设置在所述操作平台1上;焊接头34,与所述机械臂33连接,所述机械臂33可带动所述焊接头34移动,以使所述焊接头34移动至所述焊接位置,进而对所述第一焊件31与所述第二焊件32进行焊接,以制得所述焊接件。
100.第二方面,本技术提供了一种焊接方法,由上述的焊接设备执行,包括:步骤s110-步骤s130。
101.步骤s110.第一焊件搬运机构2将第一焊件31搬运至预定位置;
102.步骤s120.第二焊件搬运机构3将第二焊件32搬运至第二预定位置;当第一焊件31位于预定位置、第二焊件32位于第二预定位置时,第一焊件31与第二焊件32接触,且第一焊件31位于第二焊件32外壁的焊接位置;
103.步骤s130.第一焊件31位于第二焊件32外壁的焊接位置后,焊接机构4焊接对第一焊件31与第二焊件32进行焊接,以制得焊接件。
104.本领域技术人员在考虑说明书及实践这里公开的发明后,将容易想到本公开的其他实施例。本技术旨在涵盖本公开的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本公开的一般性原理并包括本公开未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本公开的真正范围和精神由权利要求指出。
105.应当理解的是,本公开并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本公开的范围仅由所附的权利要求来限。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。