1.本实用新型涉及上料装置技术领域,尤其是一种机械手式热镀锌上料机器人。
背景技术:
2.热镀锌也叫热浸锌和热浸镀锌,是将钢、不锈钢、铸铁等金属浸入熔融液态金属或合金中获得镀层的一种工艺技术。现有技术中对金属进行热镀锌操作时,一般都会使用上料机器人对零件进行抓取,然后再将抓取的零件进行热镀锌操作,现有的上料机器人使用时还存在一定的技术问题,如中国专利授权公告号为cn207713802u的专利中公开的一种机械手式热镀锌上料机器人,所述的机械手式热镀锌上料机器人包括:抓取装置、动力装置、框架导向装置,抓取装置设置在框架导向装置内部,其与框架导向装置连接在一起,动力装置设置在框架导向装置的外部,通过螺栓与框架导向装置连接在一起。通过机械化的设计,使得热镀锌工艺过程中,取代了人为的上料方式。
3.但是上述装置使用时,如果需要对球形、圆柱形和板状的零件进行抓取时,需要更换不同的夹具,而上述装置结构较为复杂,更换夹具时操作麻烦,费时费力,一定程度上延长了不同零件进行热镀锌的时间,降低了零件的热镀锌效率。
技术实现要素:
4.本实用新型的目的是针对背景技术中存在的问题,提出一种能够便于抓手本体更换的机械手式热镀锌上料机器人。
5.本实用新型的技术方案:一种机械手式热镀锌上料机器人,包括底座、机器人本体、安装板、支撑架、卡盘、抓手本体和用于将抓手本体固定在卡盘上的弹性组件;
6.机器人本体设置在底座上;安装板设置在机器人本体上;支撑架设置在安装板横向一侧;卡盘设置在支撑架横向一侧,卡盘远离支撑架的横向一侧对称设置有两个卡槽,卡槽外侧内壁上设置有勾槽,勾槽与卡槽形成l型槽结构,卡盘内设置有空腔,空腔位于卡盘中心,空腔位于两个卡槽之间;抓手本体卡接设置在卡盘上,抓手本体横向一侧对称设置有两个卡块,卡块外侧设置有勾块,抓手本体与卡盘滑动连接,卡块位于卡槽内,勾块位于勾槽内,抓手本体横向一侧中心处设置有限位孔;弹性组件位于空腔内,弹性组件与抓手本体滑动连接,弹性组件插入限位孔内。
7.优选的,弹性组件包括移动块、限位柱和复位弹簧;移动块滑动设置在空腔内,移动块沿横向滑动;限位柱贯穿卡盘远离支撑架的横向一侧设置在移动块上,限位柱与卡盘和抓手本体均滑动连接,限位柱位于限位孔内;复位弹簧设置在空腔内,复位弹簧的两端分别与空腔远离抓手本体的横向一侧内壁和移动块连接。
8.优选的,弹性组件还包括拨杆;空腔前侧内壁上设置有侧口,侧口沿横向延伸;拨杆贯穿侧口设置在移动块上。
9.优选的,拨杆上设置有螺纹部,移动块上设置有螺纹孔,拨杆与移动块螺纹连接,螺纹部位于螺纹孔内。
10.优选的,还包括保护垫;保护垫设置有两个,两个保护垫对称设置在抓手本体上,保护垫为弹性件。
11.优选的,还包括安装轴和电动机;支撑架为u型结构;安装轴设置在支撑架和卡盘之间,安装轴与支撑架转动连接且与卡盘刚性连接;电动机设置在支撑架横向一侧内壁上,电动机与安装轴驱动连接。
12.优选的,电动机为伺服电动机,电动机的型号为90sy-m04025。
13.与现有技术相比,本实用新型具有如下有益的技术效果:
14.本实用新型能够方便抓手本体的安装与拆卸,操作简单,省时省力,缩短了不同零件进行热镀锌的时间,提高了零件热镀锌的效率。
15.通过设置电动机来驱动安装轴转动,从而带动卡盘转动,进而带动抓手本体转动,进而能够让抓手本体抓取零件后带动零件转动,以适用于不同情况下的零件热镀锌操作,使用时灵活性大,局限性小。
附图说明
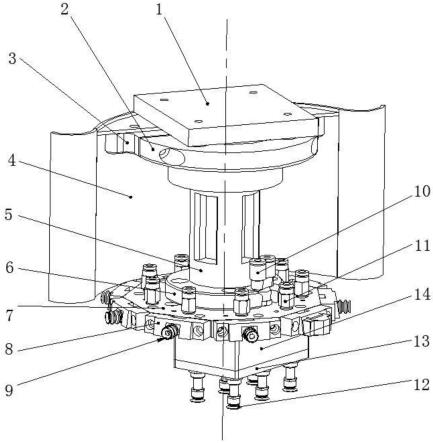
16.图1为本实用新型提出的一种实施例的结构示意图。
17.图2为图1中a处的局部放大图。
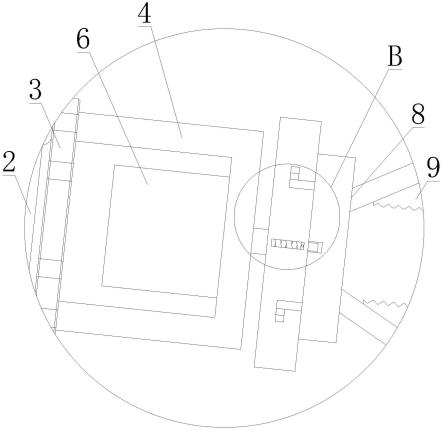
18.图3为图2中b处的局部放大图。
19.附图标记:1、底座;2、机器人本体;3、安装板;4、支撑架;5、安装轴;6、电动机;7、卡盘;701、卡槽;702、勾槽;703、空腔;704、侧口;8、抓手本体;801、卡块;802、勾块;803、限位孔;9、保护垫;10、移动块;11、限位柱;12、复位弹簧;13、拨杆。
具体实施方式
20.实施例一
21.如图1-3所示,本实用新型提出的一种机械手式热镀锌上料机器人,包括底座1、机器人本体2、安装板3、支撑架4、卡盘7、抓手本体8和用于将抓手本体8固定在卡盘7上的弹性组件,其中:
22.如图1所示,机器人本体2设置在底座1上,底座1为实心结构,能够保证机器人本体2在进行零件抓取工作过程中的稳定性;安装板3设置在机器人本体2上;支撑架4设置在安装板3横向一侧;
23.如图2-3所示,卡盘7设置在支撑架4横向一侧,卡盘7远离支撑架4的横向一侧对称设置有两个卡槽701,卡槽701外侧内壁上设置有勾槽702,勾槽702与卡槽701形成l型槽结构,卡盘7内设置有空腔703,空腔703位于卡盘7中心,空腔703位于两个卡槽701之间;抓手本体8卡接设置在卡盘7上,抓手本体8横向一侧对称设置有两个卡块801,卡块801外侧设置有勾块,抓手本体8与卡盘7滑动连接,卡块801位于卡槽701内,勾块802位于勾槽702内,抓手本体8横向一侧中心处设置有限位孔803;弹性组件位于空腔703内,弹性组件与抓手本体8滑动连接,弹性组件插入限位孔803内。
24.为了能够对抓手本体8所抓取的零件进行保护,避免零件被刮伤,本实施例中还包括保护垫9;保护垫9设置有两个,两个保护垫9对称设置在抓手本体8上,保护垫9为弹性件。
25.如图3所示,弹性组件包括移动块10、限位柱11和复位弹簧12;移动块10滑动设置
在空腔703内,移动块10沿横向滑动,移动块10上设置有螺纹孔;限位柱11贯穿卡盘7远离支撑架4的横向一侧设置在移动块10上,限位柱11与卡盘7和抓手本体8均滑动连接,限位柱11位于限位孔803内;复位弹簧12设置在空腔703内,复位弹簧12的两端分别与空腔703远离抓手本体8的横向一侧内壁和移动块10连接。
26.为了方便工作人员控制弹性组件对抓手本体8进行固定或者取消对抓手本体8的固定,本实施例中弹性组件还包括拨杆13;空腔703前侧内壁上设置有侧口704,侧口704沿横向延伸;拨杆13贯穿侧口704设置在移动块10上,拨杆13上设置有螺纹部。拨杆13与移动块10螺纹连接,螺纹部位于螺纹孔内,便于拨杆13的安装与拆卸,从而能够在长时间使用后方便对拨杆13进行更换。
27.本实施例使用时,工作人员只需要向向左拨动拨杆13,拨杆13带动移动块10左移,从而带动限位柱11从限位孔803内拔出,此时工作人员向前或者向后推动抓手本体8就能够将抓手本体拆卸下来。更换新的抓手本体,然后将卡块801放到对应的卡槽701内,先向左拨动拨杆13,然后向前或者向后推动抓手本体8,使得抓手本体8与卡盘7对其,然后松开拨杆13,让限位柱11在复位弹簧12的弹力作用下插入限位孔803内就完成了抓手本体8的安装。本实施例能够方便抓手本体8的安装与拆卸,操作简单,省时省力,缩短了不同零件进行热镀锌的时间,提高了零件热镀锌的效率。
28.实施例二
29.如图2和图3所示,相较于实施例一,本实施例中还包括安装轴5和电动机6;支撑架4为u型结构;安装轴5设置在支撑架4和卡盘7之间,安装轴5与支撑架4转动连接且与卡盘7刚性连接;电动机6设置在支撑架4横向一侧内壁上,电动机6与安装轴5驱动连接,电动机6为伺服电动机,电动机6的型号为90sy-m04025。
30.本实施例使用时,通过设置电动机6来驱动安装轴5转动,从而带动卡盘7转动,进而带动抓手本体8转动,进而能够让抓手本体8抓取零件后带动零件转动,以适用于不同情况下的零件热镀锌操作,使用时灵活性大,局限性小。
31.上面结合附图对本实用新型的实施方式作了详细说明,但是本实用新型并不限于此,在所属技术领域的技术人员所具备的知识范围内,在不脱离本实用新型宗旨的前提下还可以作出各种变化。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。