1.本实用新型属于汽车零部件尺寸控制技术领域,涉及一种定位汽车后座椅锁环的夹具结构。
背景技术:
2.传统的冲焊件定位方式一般通过在冲焊件上预设定位孔和定位平面,通过对应工装夹具上的定位销和定位面完成定位,实现对冲焊接的空间位置约束。因为圆形实心管的造型,缺少孔和平面,无法采用常规的方式定位。
3.汽车后排座椅锁环采用圆形管弯曲成型制造工艺,通过和其它冲压件焊接到一起,形成整体供货级,形状不规则且结构空间紧凑。若通过增加一组定位面控制圆形管切边线的方式定位,不仅夹具结构复杂、影响焊接空间,且精度控制度也较差,后续维护成本高。
4.在实际生产中,此类锁环结构一般采用以下两种方式定位;
5.1、采用多组定位面围绕圆环外圈限制圆环切线的方式定位,该方案对于空间结构要求比较高,一旦整体关联件造型结构复杂,夹具将无法完全有效约束。且圆形管的圆度和圆柱度并不标准,无法保证足够的接触点。对于批次零件的稳定性无法完全保证。
6.2、通过周围关联零件转换定位,该方式不仅对于圆形管和关联件的尺寸要求较严格,且对于产品造型、空间、焊接稳定性均有很高的要求,造成实际制造成本的过多浪费。
7.专利cn213436831u(一种座椅锁环的成型装置)公开了一种座椅锁环的成型装置,其特征在于:包括上冲头、下凹模,所述上冲头设置于所述下凹模上方,并可沿所述下凹模的方向竖直运动,所述上冲头上具有呈l型的工作部,所述下凹模包括垫板、模座,其中所述模座设置于所述垫板上,所述模座具有竖直贯通的内腔,该内腔中设置有活动模块、转角模块、水平挤压模块,其中所述活动模块位于所述模座中部,且在所述内腔中竖直方向活动。有益效果主要在于:提高产能,操作简便,节约设备,降低生产成本,操作简单降低工人劳动强度,产品质量稳定。
8.专利cn204236576u(一种后排中间三点式安全带固定点的车身结构)公开了一种后排中间三点式安全带固定点的车身结构,包括焊接连接为一体结构的后围板加强板、后围板、后围板加强梁一总成、后围板加强梁二总成和后排中间三点式安全带固定支架总成,所述后围板加强板上还焊接有后排座椅锁环加强板,所述后围板加强板、所述后排座椅锁环加强板和所述后排中间三点式安全带支架总成焊接形成内后围板加强板总成。重点是采用上述结构的后排中间三点式安全带固定点的车身结构,能够在较低成本的情况下实现皮卡车后排中间三点式安全带结构,提高车辆的安全性能。
9.专利cn104874971a(一种圆管定位机构及其定位方法)涉及一种圆管定位机构,在连接座的轴心通过圆柱销定位滑动支杆的下部,在滑动支杆的中部设有细牙螺纹,在细牙螺纹上螺纹连接调节螺母,调节螺母在支撑引导套筒,在引导套筒上设有对称设置的竖直长条台阶孔,在滑动支杆的上部设有通孔,精制螺栓依次穿过一个长条台阶孔、滑动支杆的通孔后,在另一个长条台阶孔上活动连接蝶形螺母,且精制螺栓的螺栓头底面和蝶形螺母
的底面分别卡接在长条台阶孔上;在引导套筒的上端轴心处设有台阶销,台阶销上设有v 形支座,v形支座上设有对称的球头支承。该圆管定位机构加工简单,高度可以调节,同时定位精度高,采用的定位方法可以实现多种规格管件的定位,支撑功能。
10.专利cn209954117u(一种圆管传动轴焊装夹具)公开了一种圆管传动轴焊装夹具,属于夹具技术领域,包括底板,底板上沿其长度方向设置有多个v型角座,圆管本体在对应v型角座的位置处设置有压紧其的压钳机构,该圆管本体的一端通过圆管定位机构确定其在底板上的位置,靠近该圆管本体的另一端设置有分别位于其两侧的两个扁铁定位机构,上述底板上还设置有用于定位六角螺母的螺母定位机构,螺母定位机构与定位短扁铁的扁铁定位机构位于圆管本体的同一侧,并靠近圆管本体的中部设置。主要用途是可方便快速的精准定位圆管传动轴,使圆管传动轴上焊接的六角螺母和扁铁相对位置一致,满足产品质量要求,同时,可用于焊装两种不同圆管传动轴,降低夹具制作成本。
11.专利1和专利2均描述的是锁环的结构和成型工艺,只是表明该锁环结构处于当前的主流区域。专利3和4描述是圆管类的控制方案,和本实用新型介绍的方案不一致。本实用新型重点在于通过工装结构实现对于锁环类零件的尺寸控制。
技术实现要素:
12.本实用新型提供了一种定位汽车后座椅锁环的夹具结构;主要是利用座椅锁环圆弧管产品特征,突破传统的利用孔、面定位方式,利用圆槽定位圆弧管,实现锁环尺寸控制。
13.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
14.为解决上述技术问题,本实用新型是采用如下技术方案实现的:
15.本实用新型通过圆形管弧度定位的方式,在定位块端头设置有圆弧形豁口,改成手动夹紧自动打开的方式,不仅占用空间小、且定位精度稳定性高,操作简答方便,同时还可以实现三维空间精度优化。
16.一种定位汽车后座椅锁环的夹具结构,主要由支座1、连接板2、限位块3、夹紧臂6、气缸5、铰链板4、连接块ⅰ7、连接块ⅱ8、定位块9组成;
17.所述支座1、连接板2、限位块3、铰链板4、气缸5、夹紧臂6连接组装成一体,形成常规的夹具翻转摆动结构;
18.所述夹紧臂6的侧面和连接块ⅰ7的侧面相连接;
19.所述连接块ⅰ7的前部面和连接块ⅱ8后部面相连接;
20.所述连接块ⅱ8的上部面和定位块9底面相连接。
21.进一步地,所述夹紧臂6的侧面和连接块ⅰ7的侧面相连接,中间预设有 3mm间隙,用于精度补偿。
22.进一步地,所述连接块ⅰ7的前部面和连接块ⅱ8后部面相连接,中间预设有3mm间隙,用于精度补偿。
23.进一步地,所述连接块ⅰ7、连接块ⅱ8、定位块9均通过销钉连接,通过在预设的3mm间隙间填充调整垫片,实现定位块9三维精度调整。
24.一种定位汽车后座椅锁环的夹具结构,还包括操作手柄10;
25.所述夹紧臂6上侧面设有螺纹孔,用于固定操作手柄10。
26.进一步地,所述的连接块ⅰ7和连接块ⅱ8均为l型结构块。
27.进一步地,所述定位块9的前部开有圆槽。
28.进一步地,所述圆槽的直径比锁环的理论截面圆直径大0.2mm。
29.进一步地,所述定位块9的圆槽定位前部设有倒角,起到导向作用。
30.进一步地,所述支座1、连接板2、限位块3、铰链板4、气缸5、夹紧臂6通过固定螺栓或销轴连接组装成一体,形成常规的夹具翻转摆动结构。
31.与现有技术相比本实用新型的有益效果是:
32.1、在摆动的夹紧臂上增加定位单元,优化夹具设计空间。
33.2、定位块前部开有圆槽,可以实现对锁环的圆柱体结构进行完全控制。
34.3、定位块前部预设倒角,保证定位顺畅性。
35.4、定位块和连接块ⅰ、连接块ⅱ之间设有3mm间隙,可以通过垫片优化、调整精度。
36.5、气路控制方式采用手动夹紧,可以确保定位到位,避免定位过程出现工装夹具与锁环干涉、碰撞等问题。
附图说明
37.下面结合附图对本实用新型作进一步的说明:
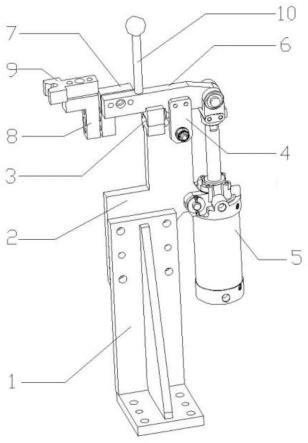
38.图1为本实用新型所述一种定位汽车后座椅锁环的夹具结构立体示意图;
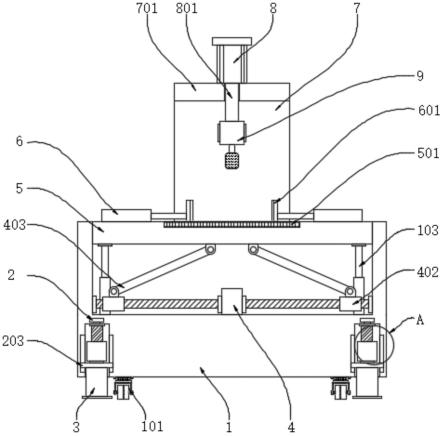
39.图2本实用新型所述一种定位汽车后座椅锁环的夹具结构正视图;
40.图3为本实用新型所述一种定位汽车后座椅锁环的夹具结构侧视图;
41.图4为定位块示意图;
42.图5为本实用新型实施例示意图。
43.1、支座;2、连接板;3、限位块;4、铰链板;5、气缸;6、夹紧臂; 7、连接块ⅰ;8、连接块ⅱ;9、定位块;10、操作手柄。
具体实施方式
44.为使本实用新型实施的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行更加详细的描述。在附图中,自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。下面结合附图对本实用新型的实施例进行详细说明。
45.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指
的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型保护范围的限制。
46.下面结合附图对本实用新型作详细的描述:
47.该夹具结构主要有:支座、连接板、夹紧臂、铰链板、气缸、连接块1、连接块2、定位块、限位块、操作手柄组成。定位块端头开有圆弧形豁口,可以实现对锁环形状的完全定位。同时采用手动定位、自动打开的方式,避免锁环连接本体存在回弹,在夹具定位机构开合运行过程与锁环本体干涉,造成零件报废。同时夹具块具有三维可调结构,能够实现根据实际装车需求对锁环尺寸进行优化。
48.为实现上述目的,本实用新型采用下述技术方案:
49.一种定位汽车后座椅锁环的夹具结构,主要有:支座、连接板、限位块、夹紧臂、气缸、铰链板、连接块ⅰ、连接块ⅱ、定位块、操作手柄组成。
50.支座、连接板、限位块、铰链板、气缸、夹紧臂组装成一体,形成常规的夹具翻转摆动结构。夹紧臂上侧面设有螺纹孔,由于固定操作手柄。夹紧臂的侧面和连接块ⅰ的侧面相连接,中间预设有3mm间隙,用于精度补偿。连接块ⅰ的前部面和连接块ⅱ后部面相连接,中间预设有3mm间隙,用于精度补偿。连接块ⅱ的上部面和定位块底面相连接,所述的连接块ⅰ和连接块ⅱ均为l型结构块。
51.定位块的前部开有圆槽,同时设有倒角。圆槽的直径比锁环的理论截面圆直径大0.2mm。
52.气路控制方式采用手动夹紧,后保压控制。打开时设置为自动打开。
53.参阅图1、图2、图3、图4所示:
54.一种定位汽车后座椅锁环的夹具结构,主要有:支座1、连接板2、限位块3、夹紧臂6、气缸5、铰链板4、连接块ⅰ7、连接块ⅱ8、定位块9、操作手柄10组成。
55.其中支座1、连接板2、限位块3、铰链板4、气缸5、夹紧臂6通过固定螺栓或销轴连接组装成一体,形成常规的夹具翻转摆动结构。夹紧臂6 上侧面设有螺纹孔,用于固定操作手柄10。夹紧臂6的侧面和连接块ⅰ7 的侧面相连接,中间预设有3mm间隙,用于精度补偿。连接块ⅰ7的前部面和连接块ⅱ8后部面相连接,中间预设有3mm间隙,用于精度补偿。连接块ⅱ8的上部面和定位块9底面相连接。所述的连接块ⅰ7和连接块
ⅱꢀ
8均为l型结构块。连接块ⅰ7、连接块ⅱ8、定位块9均通过销钉连接,通过在预设的3mm间隙间填充调整垫片,可以实现定位块9三维精度调整。
56.定位块9的前部开有圆槽,圆槽的直径比锁环的理论截面圆直径大 0.2mm。避免因锁环的圆柱度偏差带来的配合困难问题。同时定位块9圆槽定位前部设有大倒角,起到导向作用,保证翻转定位过程顺利。
57.实施例:
58.参阅图1、图2、图3、图4、图5所示:
59.将锁环整体零件放置到工装夹具台上,推动操作手柄10,使定位块9的圆槽卡住零件的锁环定位部位,限位块3贴合后到位停止。继续夹具其它操作阀,此时夹具保压。依照正常焊接流程,完成后自动打开,取走焊接后的零件总成。在继续下一循环步骤。
60.根据工装夹具精度和实际装车需要,通过增减夹紧臂6、连接块ⅰ7、连接块ⅱ8、定位块9之间的调整垫片,实现定位块9三个方向的精度尺寸调整。
61.本实用新型采用圆槽卡接方式实现对锁环圆柱体结构定位;定位块设置夹紧臂上,实现定位和夹紧由同一单元控制。气路采用手动夹紧,自动打开的方式。结构可以三维可调。
62.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,都应涵盖在本实用新型的保护范围之内。同时本说明书中未作详细描述的内容均属于本领域技术人员公知的现有技术。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。