1.本发明属于激光增材制造在线监测与调控、铝合金激光加工领域,具体地,是一种激光熔化沉积铝合金薄壁结构形貌缺陷监控系统与方法,可用于铝合金构件的长周期、大尺寸激光熔化沉积成形。
背景技术:
2.激光熔化沉积是一项利用激光束的定向能量沉积技术,可用于复杂金属构件直接成形、表面涂层熔覆、再制造修复等领域。铝合金是一项工业领域具有重要地位的高比强度、高比刚度材料,特别是航空航天领域,应用十分广泛。薄壁结构是复杂结构零部件的基础组成,也是增材制造技术的关键优势体现。因此,围绕上述三点所进行的激光熔化沉积铝合金薄壁结构,具有显著的应用价值与现实意义。
3.现阶段,在利用激光熔化沉积技术进行铝合金薄壁结构成形时,主要面临以下问题,一是铝合金自身具有低熔点、高热传导、对激光的高反射率等物理特性,这使得成形质量对工艺路径参数十分敏感,工艺路径窗口不好把控;二是长周期多层热循环加工使得铝合金熔池温度不断增加、黏度降低、表面张力下降,不稳定性增加;三是薄壁结构的低散热能力及两侧的无约束状态,导致熔池整体形态难以维持稳定。上述三个问题共同导致了激光熔化沉积铝合金薄壁结构易出现显著的形貌缺陷,进而引起沉积加工失败这一难题。
4.激光熔化沉积过程中进行原位监测与调控是解决上述难题的重要手段,可以有效抑制形貌缺陷的产生,提高加工质量。目前,利用熔池对激光熔化沉积钛合金、铁合金等材料的监测与调控已有一些方法,但因为铝合金熔池冶金特征与其它合金不同,单纯依靠传统的熔池面积、宽度、温度等来进行形貌缺陷的监测,很难达到工业应用要求,同时,现有的单工艺参数调控方法也难解决铝合金形貌质量问题,所以目前的方法还很难适用于铝合金的激光熔化沉积。
5.综上,根据现阶段工业领域对激光熔化沉积铝合金薄壁结构的迫切需求,以及现有形貌缺陷监测与调控手段不足,有必要提出一种激光熔化沉积铝合金薄壁结构形貌缺陷监控系统与方法,以此来对铝合金薄壁结构沉积过程中形貌缺陷的形成与发展进行实时判断,给出原位调控方法,进而实现复杂铝合金构件的高质量加工。
技术实现要素:
6.针对工业领域对铝合金激光熔化沉积构件的迫切需求,以及沉积铝合金薄壁结构时形貌缺陷难抑制的问题,本发明提供了一种激光熔化沉积铝合金薄壁结构形貌缺陷监控系统与方法,基于现有激光熔化沉积同轴监测系统,结合铝合金自身的材料冶金特性,对激光熔化沉积薄壁结构过程中的形貌缺陷进行监测与调控,成本较低、系统简单、处理速度快,且可拓展到铝合金搭接熔覆、悬垂堆积等加工技术中,适用性广泛,以解决现有技术中的不足。
7.为了达到上述目的,本发明的目的是通过下述技术方案实现的:
8.一方面,提供一种激光熔化沉积铝合金薄壁结构形貌缺陷监控系统,包括激光熔化沉积同轴监测系统、图像在线处理单元、形貌缺陷识别单元、原位反馈调控单元,激光熔化沉积同轴监测系统包括激光器、激光头、位移装置、材料进给装置、同轴监测单元和工业相机单元,所述激光器发出的激光束传输至所述激光头,再照射至铝合金基材或沉积层,同步进行铝合金粉末送粉,形成液态铝合金熔池熔体,所述激光头连接至所述位移装置上进行位移,在沉积过程中,利用所述同轴监测单元和所述工业相机单元进行熔池图像采集,最终将数据传输至所述图像在线处理单元中;所述图像在线处理单元去除所述工业相机单元所采集图像信号的激光散射或粉末飞溅干扰,提取所需的关键特征,所述形貌缺陷识别单元根据所述图像在线处理单元处理后的图像数据对形貌缺陷进行识别判断,判断其属于哪类缺陷及所处阶段,所述原位反馈调控单元根据所述形貌缺陷识别单元所得结果,判断上述缺陷是否具有通过原位调控进行抑制的可行性,对于可抑制缺陷进行基于工艺路径参数的原位调控。
9.如所述激光熔化沉积铝合金薄壁结构形貌缺陷监控系统,所述图像在线处理单元包括灰度处理模块、图像滤波降噪模块和视觉特征提取模块,所述灰度处理模块使原图像灰度直方图中的灰度分布范围至少压缩至原图像的1/2,所述图像滤波降噪模块去除激光束与粉末之间因散射作用所造成的干扰,同时去除粉末飞溅中像素值小于3的粉末飞溅,所述视觉特征提取模块提取熔池图像内部区域面积特征、图像整体清晰度特征、熔池数量特征。
10.如所述激光熔化沉积铝合金薄壁结构形貌缺陷监控系统,所述形貌缺陷识别单元对内部区域面积特征及相关联特征是否超过给定阈值进行识别,对熔池图像整体清晰程度进行识别,并对熔池数量进行识别,最后综合判断目前是否存在形貌缺陷及其所处阶段。
11.如所述激光熔化沉积铝合金薄壁结构形貌缺陷监控系统,所述原位反馈调控单元的工艺路径参数包括激光功率、扫描速度、送粉量、两端停留时间、层间间歇时间、提升量。
12.如所述激光熔化沉积铝合金薄壁结构形貌缺陷监控系统,所述激光器包括半导体激光器或nd:yag激光器,所述激光器与所述激光头的连接方式为光纤连接。
13.如所述激光熔化沉积铝合金薄壁结构形貌缺陷监控系统,所述材料进给装置包括送粉装置或送丝装置。
14.如所述激光熔化沉积铝合金薄壁结构形貌缺陷监控系统,所述位移装置包括数控机床或机器人。
15.如所述激光熔化沉积铝合金薄壁结构形貌缺陷监控系统,所述工业相机单元包括普通工业相机、高动态工业相机、红外工业相机、高光谱工业相机。
16.如所述激光熔化沉积铝合金薄壁结构形貌缺陷监控系统,所述同轴监测单元将激光加工熔池图像信号传输至所述工业相机单元中,所述工业相机单元位于所述同轴监测单元的单元出光口处。
17.如所述激光熔化沉积铝合金薄壁结构形貌缺陷监控系统,所述位移装置进行3轴~11轴位移。
18.另一方面,提供一种激光熔化沉积铝合金薄壁结构形貌缺陷监控方法,基于如上述任意一项所述激光熔化沉积铝合金薄壁结构形貌缺陷监控系统实现,包括:
19.a、尺寸标定:将工业相机放置于同轴监测单元出光口处,调节激光头与基板之间
的距离l为实际最优加工距离l',对焦后标定图像与实际尺寸的比例,得到图像像素值与实际尺寸的比例为k:1;
20.b、清晰度-距离关系建立:调整激光头与基板之间距离为l'、l' 1、l' 2、l' 3、l' 4mm,确定不同激光头与基板之间距离时的清晰度特征,即图像平均灰度梯度值h,建立两者之间的映射关系h=f(l);
21.c、图像采集:激光头加工时,工业相机实时采集加工过程中的图像,采集帧率范围为5~200fps;
22.d、预处理:图像在线处理单元对采集到的图像进行预处理,包括灰度处理、图像滤波降噪,处理速度为5~200ms;
23.e、特征提取:提取熔池内部区域面积特征、图像整体清晰度特征、熔池数量特征,其中,熔池内部区域特征为获得实时的熔池内部区域面积像素值s,图像整体清晰度特征为获得的图像平均灰度梯度值h,熔池数量特征为现有图像范围内的液态熔池数量q;
24.f、缺陷类型及所处阶段识别:根据步骤a中的标定比例k:1以及步骤c~e图像在线处理单元对特征图像的处理,熔池内部区域实际面积s=s/k,判断激光熔化沉积形貌缺陷状态;薄壁结构形貌缺陷类型包括两端倾斜、沉积失败、局部塌陷、球化分离:
25.1)两端倾斜来源于沉积层两端熔池的不稳定:初始阶段时,熔池内部区域面积较小,无法维持稳定,即每层起始或终止端的0.5s内,s的平均偏差其中,m为熔池图像数量,当大于给定阈值α1时,开始出现两端倾斜形貌缺陷的初始误差;发展阶段时,单层起始端熔池面积逐渐增加,终止端熔池面积逐渐减少,拟合位置与熔池面积的一次函数y=ax b,当|a|大于给定阈值α2时,所在位置发生两端倾斜形貌缺陷且已处于发展阶段;
26.2)无法堆积主要来源于激光头与沉积层之间距离l逐渐增加:初始阶段时,除去起始与终止端0.5s外的每层内部区域平均面积逐渐增加,以每隔一层的面积变化率来判断,当θ大于给定阈值β1时,开始出现沉积失败缺陷;发展阶段时,熔池图像逐渐远离工业相机单元焦点,除去起始与终止端0.5s外的每层图像平均灰度梯度值h逐渐增加,给定h的最优阈值范围,当所有图像的h均小于β2时,激光头与沉积层间的距离异常,已处于无法堆积的发展阶段;
27.3)局部塌陷主要由熔池形态不稳定所导致:初始阶段时,单层熔池的内部区域面积s出现波动,s的平均偏差大于γ1小于γ2时为该形貌缺陷初始阶段;当大于γ2时,处于发展阶段;
28.4)球化分离主要由铝合金薄壁构件两侧的烧结粉末层塌陷所导致:初始阶段时,单层内熔池内部区域面积会明显增加,s≥δ;发展阶段时,熔池数量q大于1;
29.g、缺陷原位调控决策与执行:采用层间原位方式进行形貌缺陷的原位调控,包括:
30.1)针对两端倾斜缺陷,当处于初始阶段时,可在下一层通过增加两端停留时间来予以调控;处于发展阶段时,进行激光头与沉积层间的距离l与给定阈值α3的判定,距离l由步骤b的关系来计算,当l≥α3时,终止加工,已无法调控,当l《α3时,增加前两停留时间,依靠自优化负反馈来调解;
31.2)针对无法堆积缺陷,当处于初始阶段时,可通过在下一层减少提升量、增加激光功率、减少扫描速度来调控;当处于发展阶段时,需要根据激光头与沉积层间的距离l,在下一层调节l至合理范围内,然后再后续加工中减少提升量、增加激光功率或减少扫描速度;
32.3)针对局部塌陷,当处于初始阶段时,可通过在下一层减少提升量来解决,当熔池稳定后继续以原始提升量进行加工;当处于发展阶段时,需要在后几层仅进行微量提升,进行塌陷的填补,当填补回初始阶段时,再根据初始阶段调控策略来执行;如反复出现,则需要增加层间间歇时间,或者降低激光功率;
33.4)针对球化分离,当处于初始阶段时,可通过在下一层减少激光功率或增加层间间歇时间来调控;当处于发展阶段时,加工已经失败,可终止加工。
34.本发明技术方案的有益效果是:
35.1、可对激光熔化沉积铝合金薄壁结构加工过程进行监测,通过识别铝合金熔池的冶金状态实现了形貌缺陷初始、发展阶段监测,同时,给出了原位调控方法,解决了激光熔化沉积铝合金薄壁结构形貌缺陷难以抑制的问题;
36.2、集成化程度高、适用性强,可利用激光头的同轴监测能力,不需要新添加任何硬件设备,实现成本较低,仅依靠同轴所采集图像及图像在线处理单元、形貌缺陷识别单元、原位反馈调控单元等,便可以监测与调控。
附图说明
37.为进一步说明本发明的上述目的、结构特点和效果,以下将结合附图对本发明进行详细的描述。
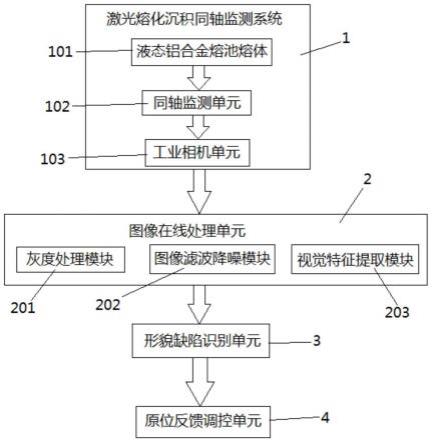
38.图1为本发明较佳实施例结构示意框图;
39.图2a、图2b分别为本发明较佳实施例铝合金熔池的侧视图和俯视图;
40.图3为本发明较佳实施例激光熔化沉积铝合金薄壁结构形貌缺陷监控系统结构示意图;
41.图4为本发明较佳实施例激光熔化沉积铝合金薄壁结构形貌缺陷监测与调控方法流程示意图;
42.图5为熔池内部区域特征相关数据表;
43.图6为熔池图像整体清晰度特征相关数据表;
44.图7为熔池数量特征相关数据表;
45.图中:1、激光熔化沉积同轴监测系统;101、液态铝合金熔池熔体;1011、熔池内部区域;1012、熔池外部区域;102、同轴监测单元;103、工业相机单元;2、图像在线处理单元;201、灰度处理模块;202、图像滤波降噪模块;203、视觉特征提取模块;3、形貌缺陷识别单元;4、原位反馈调控单元。
具体实施方式
46.下面结合附图和具体实施例对本发明作进一步说明,但不作为本发明的限定。
47.参看图1所示,本发明激光熔化沉积铝合金薄壁结构形貌缺陷监控系统包括激光熔化沉积同轴监测系统1、图像在线处理单元2、形貌缺陷识别单元3、原位反馈调控单元4,激光熔化沉积同轴监测系统1包括激光器、激光头、位移装置、材料进给装置、同轴监测单元102和工业相机单元103,激光器发出的激光束传输至激光头,再照射至铝合金基材或沉积层,同步进行铝合金粉末送粉,形成液态铝合金熔池熔体101,如图2a、图2b所示,1011为熔池内部区域,1012为熔池外部区域。激光头连接至位移装置上进行3轴至11轴位移,在沉积过程中,利用同轴监测单元102和工业相机单元103进行熔池图像采集,最终将数据传输至图像在线处理单元2中。图像在线处理单元2去除工业相机单元103所采集图像信号的激光散射或粉末飞溅干扰,提取所需的关键特征,形貌缺陷识别单元3根据图像在线处理单元2处理后的图像数据对形貌缺陷进行识别判断,判断其属于哪类缺陷及所处阶段,原位反馈调控单元4根据形貌缺陷识别单元3所得结果,判断上述缺陷是否具有通过原位调控进行抑制的可行性,对于可抑制缺陷进行基于工艺路径参数的原位调控。具体地,激光器优选为半导体450nm蓝激光器,激光头优选为环形送粉激光头,位移装置优选为三轴数控机床,工业相机单元103优选采用普通彩色工业相机。
48.较佳实施例中,原位反馈调控单元4的工艺路径参数包括激光功率、扫描速度、送粉量、两端停留时间、层间间歇时间、提升量。激光器包括半导体激光器或nd:yag激光器,激光器与激光头的连接方式优选为光纤连接,蓝激光器发出的蓝激光束经由光纤传输至激光头。
49.材料进给装置包括送粉装置或送丝装置,位移装置包括数控机床或机器人。工业相机单元103包括普通工业相机、高动态工业相机、红外工业相机、高光谱工业相机。同轴监测单元102将激光加工熔池图像信号传输至工业相机单元103中,工业相机单元103位于同轴监测单元102的单元出光口处。
50.进一步地,继续参看图1所示,图像在线处理单元2包括灰度处理模块201、图像滤波降噪模块202和视觉特征提取模块203。灰度处理模块201使原图像灰度直方图中的灰度分布范围至少压缩至原图像的1/2,图像滤波降噪模块202去除激光束与粉末之间因散射作用所造成的干扰,同时去除粉末飞溅中像素值小于3的粉末飞溅,视觉特征提取模块203提取熔池内部区域面积特征、图像整体清晰度特征、熔池数量特征。
51.形貌缺陷识别单元3中,对内部区域面积及其关联特征是否超过给定阈值进行识别,对熔池图像整体清晰程度进行识别,对熔池数量进行识别,最后综合判断目前的沉积状态及缺陷形貌类型。
52.原位反馈调控单元4中,可供选择的工艺路径参数包括激光功率、扫描速度、送粉量、两端停留时间、层间间歇时间、提升量等。
53.沉积加工初始阶段的参数设定为:激光功率900w、扫描速度5mm/s、送粉量1.1r/min、两端停留时间0s、层间间歇时间5s、提升量0.2mm。
54.参看图3、图4所示,采用前述的激光熔化沉积铝合金薄壁结构形貌缺陷监控系统,实施例监控流程如下:
55.a、将工业相机放置于同轴监测单元102出光口处,调节激光头与基板之间的距离l
=12mm,对焦后标定图像与实际尺寸的比例,得到图像像素值与实际尺寸的比例为45pixels:1mm;
56.b、清晰度-距离关系建立:调整激光头与基板之间距离为12、13、14、15、16mm,确定不同激光头与基板之间距离时的清晰度特征,即图像平均灰度梯度值分别为30.46、28.65、25.14、23.91、20.78,拟合公式为h=-2.41l 59.528;
57.c、图像采集:激光头加工时,工业相机实时采集加工过程中的图像,采集帧率为20fps,分辨率为400
×
400pixel2;
58.d、预处理:图像在线处理单元2对采集到的图像进行预处理,包括灰度处理:gamma变换值0.4;图像滤波降噪,中值滤波模板3
×
3;
59.e、特征提取:提取熔池内部区域面积特征、图像整体清晰度特征、熔池数量特征,其中,熔池内部区域特征为获得实时的熔池内部区域面积像素值s,图像整体清晰度特征为获得的图像平均灰度梯度值h,熔池数量特征为现有图像范围内的液态熔池数量q,实施例数据为沉积第100层时的熔池数据,具体数据见图5、图6和图7的表格;
60.f、缺陷类型及所处阶段识别:根据步骤a中的标定比例45:1以及步骤c~e图像在线处理单元2对特征图像的处理,判断激光熔化沉积状态。基于前期试验积累,给出关键阈值α1=0.5mm2;α2=2;α3=15mm;β1=8%;β2=23.91;γ1=0.3mm2;γ2=1.2mm2;δ=20mm2。因为形貌缺陷可能为并发,所以依次进行判断:
61.1)两端倾斜:计算起始和终止端的0.5s内,s的平均偏差
62.分别为2.84和1.23mm2,均已经开始出现两端倾斜缺陷;拟合两端函数,分别为y=6.499x 2.1278和y=-1.3253x 7.3321,所以此时起始端的倾斜正在发展,终止端仍在初始阶段。
63.2)无法堆积:隔一层的面积变化率为3%,因此并未产生初始阶段的无法堆积缺陷;灰度梯度值h在25~31之间,并未发生发生阶段的无法堆积缺陷。
64.3)局部塌陷:s的平均偏差为1.95mm2,大于γ2值,因此处于局部塌陷的发展阶段。
65.4)球化分离:整体过程中熔池内部区域面积《20mm2,且熔池数量始终为1,因此,也没有发生球化分离缺陷。
66.g、缺陷原位调控决策与执行:采用层间原位方式进行形貌缺陷的原位调控,本实施中发生两端倾斜和局部塌陷缺陷。针对两端倾斜,此时l处于12mm~14mm之间,小于α3,因此通过增加两端停留时间即可调节。针对局部塌陷,因为已处于发展阶段,所以在后面3层只提升0.1mm来进行填补,当返回初始阶段时,再将提升量增加为0.2mm,直接缺陷消失。
67.本实施例中可适用于蓝激光加工alsi7mg基体与alsi7mg-2%tib2粉末,且基体为水平平面,与激光头垂直时。实施例获得了可根据不同同轴图像进行形貌缺陷判断方法,明确了此工况下的识别特征阈值范围。
68.本发明也可对铝合金搭接熔覆、悬垂堆积等工艺提供重要的参考。
69.以上仅为本发明较佳的实施例,并非因此限制本发明的实施方式及保护范围,对于本领域技术人员而言,应当能够意识到凡运用本发明说明书及图示内容所作出的等同替换和显而易见的变化所得到的方案,均应当包含在本发明的保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。