1.本发明涉及软钎料合金、焊料球和钎焊接头。
背景技术:
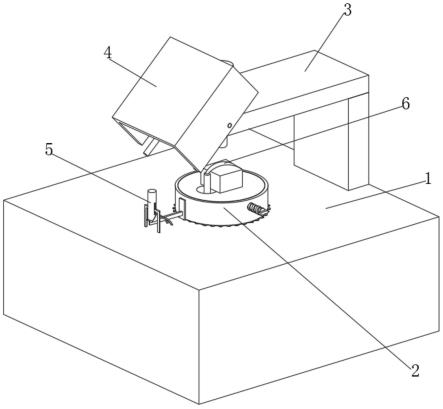
2.近年来,电子设备被要求高集成化、轻薄短小等。伴随于此,搭载于电子设备的电子部件也被要求小型化、薄型化。作为满足这些要求的半导体封装,例如作为面阵型的表面安装型封装的bga(球栅阵列(ball grid array))是主流。bga具有在封装体的安装基板上将焊料球以等间隔排列成格子状的外部电极端子。焊料球载置于电极后连同安装基板一起在回流焊炉中进行加热并熔融,从而形成焊料凸块。
3.另外,在现有的bga中,逐渐使用以sn-3.0ag-0.5cu为代表的sn-ag-cu系软钎料合金。然而,该软钎料合金与以往使用的sn-pb系软钎料合金相比润湿性差,因此,有时会由于落下等冲击而导致在电极与软钎料合金的界面产生剥离。
4.因此,专利文献1中公开了一种软钎料合金,其通过在sn-ag-cu系软钎料合金中添加规定量的ni和p,从而耐落下冲击性改善,还抑制变色。记载了如下内容:如果在sn-ag-cu系软钎料合金中添加ni,则将形成于界面的cu6sn5的cu原子位点用ni置换,从而cu6sn5的应力得到缓和,耐冲击性改善。
5.专利文献2中,作为除耐冲击性、黄变抑制效果之外还满足高的耐热循环特性的软钎料合金,公开了一种软钎料合金,其在sn-ag-cu软钎料合金中含有p、ge、al、si中的任1种或2种以上,进而含有ni作为可选方案之一。
6.专利文献3中也公开了一种软钎料合金作为满足耐热循环特性、耐冲击性、黄变抑制的软钎料合金,其在sn-sb-ni软钎料合金中含有ag或cu、并且含有规定量的p、ge、ga、和co中的至少1种。
7.专利文献4中,为了改善耐落下冲击性、且抑制未融合和变色,公开了一种软钎料合金,其在sn-ag-cu-ni软钎料合金中含有选自bi、in、sb、p、ge中的至少1种。该文献中记载了减薄cu6sn5的金属间化合物层来实现耐落下冲击性的改善,抑制cu与ni的金属间化合物的析出来抑制焊料球与焊膏的未融合。另外,还记载了通过添加p、ge等,从而变色得到抑制。
8.现有技术文献
9.专利文献
10.专利文献1:日本专利第5030442号公报
11.专利文献2:日本专利第4144415号公报
12.专利文献3:日本特开2004-141910号公报
13.专利文献4:日本专利第5633837号公报
技术实现要素:
14.发明要解决的问题
15.如上所述,专利文献1~4中公开的软钎料合金显示出高的耐冲击性和耐变色性。特别是专利文献2和3中公开的软钎料合金除这些之外还显示出优异的耐热循环特性,专利文献4中公开的软钎料合金是除这些之外还能抑制未融合的优异的发明。
16.虽然可以认为专利文献2~4中公开的软钎料合金可以形成不易断裂的钎焊接头,但是,为了确认钎焊接头是否通电,例如需要将探针前端的管脚直接插入构成钎焊接头的软钎料合金来进行导通试验。在管脚没有顺利刺入软钎料合金的情况下,即使该被检查对象导通也判断为导通不良,有时会发生成品率不必要地恶化之类的问题。
17.另外,专利文献1~4中记载的软钎料合金虽然针对耐冲击性、耐变色性、耐热循环特性进行了研究,但在钎焊接头中,作为最重要的特性之一可列举接合强度。将电子部件搭载于安装基板时,安装基板与电子部件均在回流焊炉中被加热,但安装基板、电子部件和软钎料合金的线膨胀系数各自不同。因此,如果熔融软钎料因为冷却而凝固,则应力会集中于钎焊接头。钎焊接头的接合强度如果弱,则钎焊接头会断裂。
18.如此,用于形成钎焊接头的软钎料合金除用于确认钎焊接头的电特性的管脚接通(pin contact)性之外,还需要同时满足作为机械特性的接合强度。
19.可以认为专利文献1~4中记载的软钎料合金为了实现各自的目的而进行了最优化,但对于钎焊接头而言需要满足各种特性,因此,必须根据目的将构成软钎料合金的各构成元素的含量最优化。因此,为了解决上述问题,必须详细地重新研究专利文献1~4中记载的软钎料合金的合金组成。
20.本发明的课题在于,提供:管脚接通性优异从而成品率高、显示出高的接合强度的软钎料合金、焊料球和钎焊接头。
21.用于解决问题的方案
22.在制品化前的导通试验中,需要进行印刷电路板上的几千~几万的接合部的导通确认。一直以来进行的导通试验中,例如进行将探针前端的管脚插入至构成钎焊接头的软钎料合金的管脚接通试验。在管脚不易刺入软钎料合金的情况下,判断为导通不良,检查的成品率恶化。因此,必须使得原本导通的钎焊接头不会被判断为未导通。如前所述,本发明的课题在于,提供:不易判断为导通不良、此外可得到接合强度高的接合部的软钎料合金。本发明人等作为用于解决本发明的课题的手段之一,着眼于“管脚变得容易刺入软钎料合金”,基于软钎料合金的冶金学见解进行了研究。
23.由于管脚的刺入容易度根据软钎料合金的合金组成而改变,因此即使改善了探针、测定装置也无法改善管脚的刺入容易度。因此,在现状是无论如何均必须通过软钎料合金的合金组成来进行改善。
24.本发明人等首先为了改善管脚接通性而着眼于构成软钎料合金的晶相的粒径产生的影响。晶粒直径如果大,则各晶相变得容易发生弹性变形,推测管脚会变得容易刺入软钎料合金。于是,为了增大sn-ag-cu-ni-p软钎料合金中sn的晶粒直径而注意到需要提高软钎料合金的凝固起始温度。详细而言,关注到软钎料合金的凝固起始温度即液相线温度越高,则直至达到凝固结束温度即固相线温度为止的温度范围越宽,作为初相的sn越会在凝固时生长。
25.另外,为了增大晶粒直径,需要抑制凝固时的过冷却,为此,认为应当研究含有规定量的作为凝固核发挥作用的元素的合金组成。但是,液相线温度如果过高,则在通常的回
流焊温度下,软钎料合金变得不易熔融。从这些观点出发,本发明人等对于作为凝固核发挥作用的元素,特意选择了以往作为软钎料合金表面的变色抑制元素而含有的p,在此基础上,以液相线温度不变得过高的方式详细地调查了与各构成元素的含量的关系。此时,为了改善接合强度,还一并研究了需要使形成于接合界面的金属间化合物微细。在该研究中,为了改善专利文献1~4中公开的sn-ag-cu-ni-p软钎料合金的管脚接通性和接合强度,详细地研究了各构成元素的含量。
26.得到了如下见解:专利文献1中公开的软钎料合金中p的含量不适合,因此管脚接通性或接合强度差。得到了如下见解:专利文献2中公开的软钎料合金的ag或p的含量不适合,因此,有改善管脚接通性或接合强度的余地。得到了如下见解:专利文献3中公开的软钎料合金中,sb是必须元素,因此,有改善管脚接通性的余地。得到了如下见解:专利文献4中公开的软钎料合金的ag和p的含量不适合,因此,有改善管脚接通性和接合强度的余地。
27.另外,还得到了如下见解:这些文献中,视为与p等价的元素的ge、al、si和sb不会像p那样作为凝固核发挥作用,润湿性劣化。
28.因此,本发明人等仅选择ag、cu、ni和p作为添加元素,调查了在实现ag和p的含量的最优化的同时cu和ni的含量也同时最佳的范围。其结果得到了如下见解:各构成元素在规定的范围内时管脚接通性和接合强度这两种特性优异,至此完成了本发明。
29.由上述见解得到的本发明如下所述。
30.(1)一种软钎料合金,其特征在于,具有如下合金组成:以质量%计为ag:0.8~1.5%、cu:0.1~1.0%、ni:0.01~0.10%、p:0.006%~0.009%、且余量由sn组成。
31.(2)根据上述(1)所述的软钎料合金,其中,合金组成满足下述(1)式和(2)式。
32.2.0≤ag
×
cu
×
ni/p≤25
ꢀꢀꢀꢀꢀꢀꢀ
(1)式
33.0.500≤sn
×
p≤0.778
ꢀꢀꢀꢀꢀꢀꢀꢀ
(2)式
34.上述(1)式和(2)式中,ag、cu、ni、p和sn为各合金组成的含量(质量%)。
35.(3)根据上述(1)或上述(2)所述的软钎料合金,其中,前述合金组成满足下述(3)式。
36.221≤(ag cu ni)/p≤309
ꢀꢀꢀꢀꢀꢀ
(3)式
37.上述(3)式中,ag、cu、ni和p为各前述合金组成的含量(质量%)。
38.(4)一种软钎料合金,其特征在于,具有如下合金组成:以质量%计为ag:0.8~1.5%、cu:0.1~1.0%、ni:0.01~0.10%、p:0.005%~0.009%、且余量由sn组成,前述合金组成满足下述(1)式和(2)式。
39.2.0≤ag
×
cu
×
ni/p≤25
ꢀꢀꢀꢀꢀꢀꢀ
(1)式
40.0.500≤sn
×
p≤0.778
ꢀꢀꢀꢀꢀꢀꢀꢀ
(2)式
41.上述(1)式和(2)式中,ag、cu、ni、p和sn为各前述合金组成的含量(质量%)。
42.(5)根据上述(4)所述的软钎料合金,其中,前述合金组成满足下述(3)式。
43.221≤(ag cu ni)/p≤309
ꢀꢀꢀꢀ
(3)式
44.上述(3)式中,ag、cu、ni和p为各前述合金组成的含量(质量%)。
45.(6)一种焊料球,其由上述(1)~上述(5)中任一项所述的软钎料合金形成。
46.(7)一种钎焊接头,其具有上述(1)~上述(5)中任一项所述的软钎料合金。
附图说明
47.图1为示出用于说明本发明中的凝固温度的dsc模式曲线的图。
具体实施方式
48.以下对本发明更详细地进行说明。本说明书中,涉及软钎料合金组成的“%”只要没有特别指定就是“质量%”。
49.1.合金组成
50.(1)ag:0.8~1.5%
51.ag是使软钎料合金的熔点降低、且改善润湿性的元素。ag含量如果低于0.8%,则不会充分生成与sn的化合物,在接合界面处会大量形成sn与cu的化合物,接合强度劣化。另外,熔点过度上升,软钎料合金变得不易熔融。进而,润湿性降低而使接合强度降低。ag含量的下限为0.8%以上、优选1.0%以上、更优选1.1%以上、特别优选1.2%以上。另一方面,ag含量如果过多,则软钎料合金的强度过高,管脚变得不易刺入,管脚接通性劣化。ag含量的上限为1.5%以下、优选1.4%以下、更优选1.3%以下。
52.(2)cu:0.1~1.0%
53.cu是通过在接合界面形成适量的cusn化合物从而改善接合强度的元素。另外,cu含量如果为上述范围,则软钎料合金适度变形,因此,可以维持高的管脚接通性。cu含量如果低于0.1%,则cusn化合物的析出量少,接合强度不会改善。cu含量的下限为0.1%以上、优选0.3%以上、更优选0.4%以上、特别优选0.5%以上。另一方面,cu含量如果超过1.0%,则cusn化合物的析出量变得过多,接合强度和管脚接通性反而降低。另外,熔点上升,软钎料合金的液相线温度高而不易熔融。cu含量的上限为1.0%以下、优选0.8%以下、更优选0.7%以下、特别优选0.6%以下。
54.(3)ni:0.01~0.10%
55.ni是使形成于接合界面的cusn化合物微细、另外改善接合可靠性的元素。进而,ni含量如果为上述范围,则软钎料合金适度变形,因此,可以维持高的管脚接通性。ni含量如果低于0.01%,则cusn化合物的微细化变得不充分,接合强度劣化。ni含量的下限为0.01%以上、优选0.02%以上、更优选0.03%以上、进一步优选0.04%以上、特别优选0.05%以上。另一方面,ni含量如果超过0.10%,则nisn化合物析出,接合强度和管脚接通性反而降低。另外,熔点上升且润湿性降低,从而接合强度降低。另外,软钎料合金的液相线温度高而不易熔融。ni含量的上限为0.10%以下、优选0.07%以下、更优选0.06%以下。
56.(4)p:0.006%~0.009%
57.p是在熔融软钎料冷却时作为初相sn的凝固核发挥作用、通过促进高凝固点化从而有助于sn晶相的粗大化的元素。过冷却表示在平衡状态下凝固的温度下不凝固的状态,能成为原本作为初相开始析出的sn相不析出的状态。因此,本发明中着眼于特意将以往为了抑制软钎料合金的氧化、抑制变色而用作在软钎料合金的表面发挥功能的元素的p作为凝固核发挥功能。其结果推测p分散在熔融软钎料中从而作为凝固核发挥功能,过冷却被抑制,作为初相的sn在凝固时析出,sn晶相的晶粒直径变大。
58.p含量如果低于0.006%,则凝固核少,即使冷却至原本晶相开始析出的温度,晶相也不析出,产生过冷却现象。因此,会在低于一定温度时迅速产生凝固,初相的sn无法变大,
sn的晶粒直径变小。其结果,管脚接通性降低。p含量的下限为0.006%以上。另一方面,p含量如果过多,则在软钎料合金的表面会大量形成p氧化物,由此接合强度降低。另外,熔点上升且润湿性降低,从而接合强度降低。p含量的上限为0.009%以下、优选0.008%以下、更优选0.007%以下。
59.(5)余量:sn
60.本发明的软钎料合金的余量为sn。除前述元素之外可以含有不可避免的杂质。即使在含有不可避免的杂质的情况下,对前述效果也没有影响。另外,本发明中即使含有后述的不希望含有的元素作为不可避免的杂质,也不会有损本发明的效果。sb、ge、al、si在本发明中不会像p那样作为凝固核发挥作用,另外,会导致润湿性的降低,妨碍正常的润湿,使接合强度降低,因此,最好不含有。
61.(6)(1)式、(2)式
62.本发明优选满足下述(1)式和(2)式。
63.2.0≤ag
×
cu
×
ni/p≤25
ꢀꢀꢀꢀꢀꢀꢀ
(1)式
64.0.500≤sn
×
p≤0.778
ꢀꢀꢀꢀꢀꢀꢀꢀ
(2)式
65.上述(1)式和(2)式中,ag、cu、ni、p和sn为各合金组成的含量(质量%)。
66.本发明的软钎料合金优选满足(1)式。通过满足(1)式,从而ag、cu、ni和p含量的均衡性得到最优化,因此,管脚接通性和接合强度进一步改善。(1)式中,p作为sn晶相的凝固核发挥功能,ag、cu和ni是与sn形成化合物的元素,因此,ag、cu和ni与p的含有比如果适合,则本发明中的两种效果进一步改善。
67.(1)式的下限优选2.0以上、更优选3.3以上、进一步优选4.0以上、特别优选5.0以上。(1)式的上限优选25以下、更优选20以下、进一步优选15以下、特别优选10以下、最优选6.25以下。
68.另外,(2)式中,p有助于增大sn的晶粒直径,因此,sn含量与p含量的均衡性如果适合,则特别是管脚接通性会得到改善。另外,相对于sn含量,p含量如适量,则会抑制硬的snp化合物形成于软钎料合金的表面的情况,发挥高的管脚接通性。
69.(2)式的下限优选0.500以上、更优选0.520以上、进一步优选0.530以上、进一步更优选0.550以上、特别优选0.584以上、最优选0.589以上。(1)式的上限优选0.778以下、更优选0.750以下、进一步优选0.700以下、特别优选0.650以下、最优选0.592以下。
70.如前所述,ag、cu和ni与p的含有比通过满足(1)式和(2)式而实现优化时,本发明中的两种效果进一步改善。该情况下,p含量可以为0.005%~0.009%。
71.。
72.(7)(3)式
73.本发明优选满足下述(3)式。
74.221≤(ag cu ni)/p≤309
ꢀꢀꢀꢀꢀ
(3)式
75.上述(3)式中,ag、cu、ni和p为各前述合金组成的含量(质量%)。
76.本发明的软钎料合金优选满足(3)式。(3)式表示ag、cu、ni的总含量与p含量的均衡性。本发明的软钎料合金中,ag、cu、ni是能与sn形成化合物的元素,p是有助于sn相析出的元素。如果满足(3)式,则sn化合物与sn相均衡性良好地析出,因此,管脚接通性和接合强度进一步改善。
77.(3)式的下限优选221以上、更优选225以上、进一步优选258以上、进一步更优选275以上、特别优选286以上、最优选288以上,可以为290以上。(1)式的上限优选309以下、更优选308以下、进一步优选300以下、进一步更优选293以下、特别优选292以下、最优选291以下。
78.(8)软钎料合金的凝固温度(液相线温度)
79.本发明的软钎料合金优选表示凝固起始温度的凝固温度、即液相线温度为200℃以上。在本发明的sn-ag-cu-ni-p软钎料合金中,液相线温度如果为200℃以上,则熔融软钎料凝固时sn晶相充分生长,因此,可以得到良好的管脚接通性。本发明中,液相线温度优选205℃以上、特别优选210℃以上。
80.2.焊料球
81.本发明的软钎料合金可以作为焊料球使用。本发明的焊料球用于bga(球栅阵列)等半导体封装的电极、基板的凸块形成。本发明的焊料球的直径优选1~1000μm的范围内。焊料球可以通过一般的焊料球的制造法而制造。
82.3.钎焊接头
83.本发明的钎焊接头用于将半导体封装体中的ic芯片与其基板(中介层)连接、或者将半导体封装体与印刷电路板接合进行连接。即,本发明的钎焊接头称为电极的连接部,可以利用一般的软钎焊条件来形成。
84.4.管脚接通试验
85.本发明中的管脚接通性通过使管脚刺入钎焊接头的管脚接通试验来评价。根据管脚接通进行基板的电气检验的ict(in-circuit test)的目的在于判定制品是否为良品。因此,管脚接通试验不限定于bga部件、芯片部件,可以说是只要为能确认电连接的接点、就可以在任意处实施的通用的试验。ict装置在基板安装中是一般的装置,不限定于bga,用于印刷电路板上的各种部件的导通确认。
86.另外,对于制得的试样,即使在预先用测试仪能确认导通的情况下,也需要进行管脚接通性的评价。管脚接通试验是用于确认钎焊接头导通的试验,由于探针的刺入容易度会对成品率产生影响。因此,为了评价探针的刺入容易度所产生的影响,除管脚接通试验以外还需要预先确认导通。
87.假定对未确认导通的焊料凸块的管脚接通性进行评价并发生了导通不良的情况下,则无法得知导通不良的原因是否是管脚接通试验中的导通不良。因此,如果不预先用测试仪等确认不存在导通不良,则管脚接通试验的可靠性会受损。因此,为了进行管脚接通试验,需要使用测定电阻的测试仪等对全部焊料凸块确认导通。
88.此处,如果可以用测试仪进行导通的确认,则也许无需管脚接通性的评价。然而,对于钎焊接头的导通评价而言,目前管脚接通试验是主流,因此,在电子部件领域,要求管脚接通试验中的导通不良少的软钎料合金。更详细而言,在电子部件的导通试验中,需要确认几千~几万这样非常多的钎焊接头的导通,而在基于通常的测试仪的导通确认中,仅接触钎焊接头的表面,因此,测定收益率非常低是问题。近年来,通常进行基于飞行探针测试仪等的自动检查,但在这些自动检查中会使用管脚接通试验。因此,即使在能预先用测试仪对制得的试样确认导通的情况下,也需要管脚接通性的评价。
89.5.其他
90.使用本发明的软钎料合金的接合方法例如可以使用回流焊法依据常规方法进行。加热温度可以根据芯片的耐热性、软钎料合金的液相线温度而适宜调整。从较低地抑制芯片的热损伤的观点出发,软钎料合金的熔融温度为大致比液相线温度高20℃左右的温度即可。另外,使用本发明的软钎料合金进行接合的情况下,考虑凝固时的冷却速度可以进一步使组织微细。例如可以以2~3℃/秒以上的冷却速度将钎焊接头冷却。其他的接合条件可以根据软钎料合金的合金组成而适宜调整。
91.对于本发明的软钎料合金,通过使用低α射线量材料作为其原材料,从而可以制造低α射线量合金。这种低α射线量合金在用于存储器周边的焊料凸块的形成时能够抑制软错误。
92.实施例
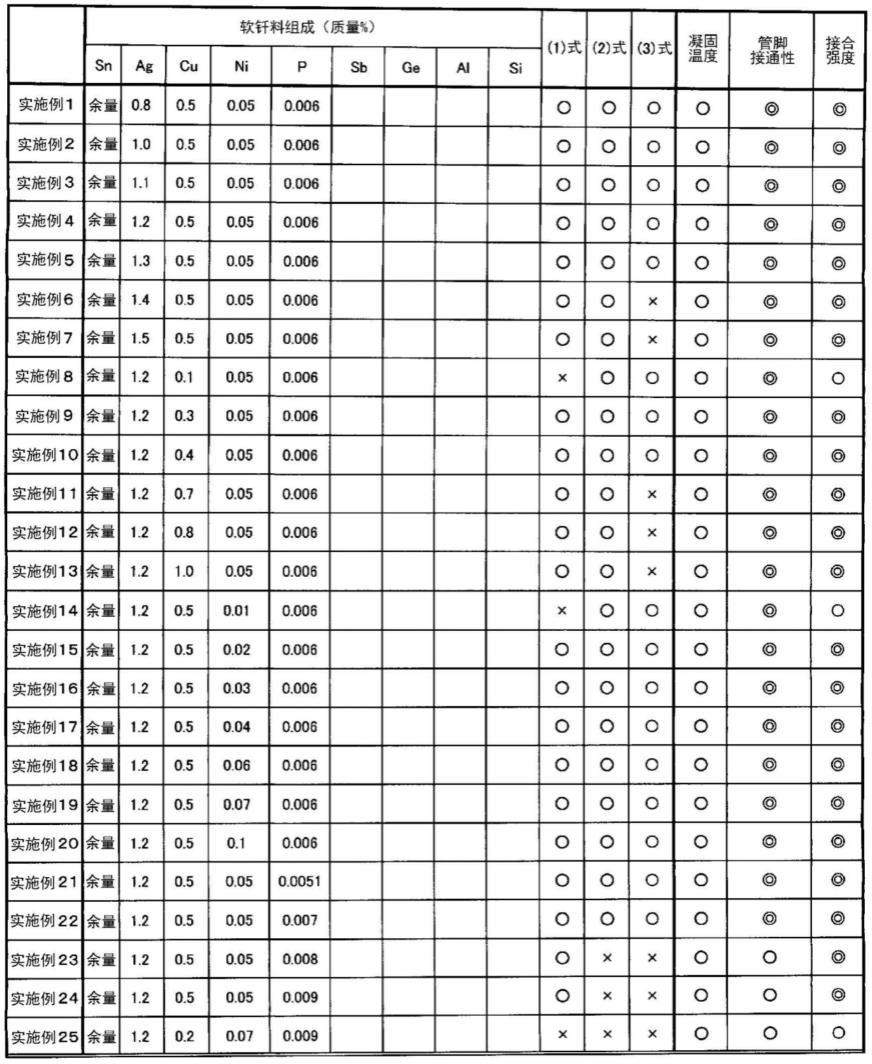
93.对于由表1所示的合金组成形成的软钎料合金,如以下所示评价了凝固温度、管脚接通性和接合强度。另外,还评价了拉伸强度。
94.(1)凝固温度
95.制作表1的各软钎料合金,测定熔融软钎料的凝固温度(液相线温度)。测定方法如下:使用dsc(q2000:ta instruments公司)装置,升温至300℃后,以24℃/分钟的冷却速度冷却至100℃。由于凝固时伴有放热反应,因此,dsc曲线中会如图1所示出现放热峰。本实施例中测定的凝固温度即凝固起始温度(凝固时的液相线温度)为放热起始温度,采用图1的a点。
96.凝固温度为200℃以上的情况下记作“〇”,低于200℃的情况下记作
“×”
。
97.(2)管脚接通性
98.由表1所示的软钎料合金制作直径0.6mm的焊料球。将制得的焊料球软钎焊于厚度为1.2mm且电极的大小为直径0.5mm(cu-osp)的基板。进行软钎焊的个数设为60个。软钎焊条件如下:将助焊剂(千住金属工业株式会社制:wf-6400)涂布于电极上,设置成峰温度为245℃、冷却速度为2℃/秒的回流焊曲线,使用回流焊装置(千住金属工业株式会社制:snr-615)进行软钎焊。
99.确认制成的试样全部导通后,使用hioki公司制、in-circuit hitester(型号:1220),将管脚押入量设为2mm,使焊料凸块与管脚的前端接触,对各凸块检查是否能够确认导通。
100.将通电的焊料凸块的比率为95%以上的情况记作
“◎”
、将90%以上且低于95%的情况记作
“○”
、将低于90%的情况记作
“×”
。
101.(3)接合强度
102.由表1所示的软钎料合金制作直径0.6mm的焊料球。将制得的焊料球软钎焊于厚度为1.2mm且电极的大小为直径0.5mm(cu-osp)的基板。进行软钎焊的个数设为5个。软钎焊条件如下:将助焊剂(千住金属工业株式会社制:wf-6400)涂布于电极上,设置成峰温度245℃、冷却速度2℃/秒的回流焊曲线,使用回流焊装置(千住金属工业株式会社制:snr-615)进行软钎焊。
103.对于制得的试样,利用剪切强度测定装置(nordson dage公司制:series 4000hs),在剪切速度1000mm/s的条件下进行剪切强度试验。
104.将5个的平均接合强度为4.6n以上的情况记作
“◎”
、将3.2n以上且低于4.6n的情
况记作“〇”、低于3.2n的情况记作
“×”
,本实施例中,将
“◎”
和“〇”评价为实用上没有问题的接合强度。
105.将结果示于表1和表2。
106.[表1]
[0107][0108]
[表2]
[0109][0110]
下划线表示为本发明的范围之外。
[0111]
如表1所示可知:实施例1~25中,任意合金组成中均调整了各构成元素的含量,因此,凝固温度高且管脚接通性优异,接合强度也优异。另外可知:实施例1~5、9、10和15~22满足(1)式~(3)式,因此,管脚接通性和接合强度的两种特性极其优异。
[0112]
另一方面,比较例1和比较例9的ag的含量多,因此,管脚接通性差。比较例2的ag含量少,比较例3的cu含量多,比较例4的cu含量少,比较例5的ni含量多,比较例6的ni含量少,比较例7的p含量多,因此,接合强度差。比较例8的p含量少,因此,管脚接通性差。
[0113]
比较例10含有sb,因此,管脚接通性差。比较例11~13不含有p,且分别含有ge、al、si,因此,管脚接通性和接合强度这两种特性差。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。