1.本发明涉及除尘设备技术领域,尤其涉及一种节能型废弃物燃烧炉外置配件加工系统。
背景技术:
2.目前处理有机固体废物的方式大致分为填埋、部分回收、部分发酵和热处置等几种。由于垃圾热处置的效率高、减容率大,部分能源可利用,又无需占用大量土地资源,普遍采用热处置法处理固体废弃物。热处置法中又分为焚烧法和热解气化法,前者技术较为成熟,但是焚烧法处理废弃物会排出含有灰尘的烟气,对环境有所污染,所以需要布袋除尘器净化烟气。布袋除尘器利用过滤原理进行固体颗粒和气体的分离,关键的过滤元件即布袋和支撑龙骨形成的组件,布袋一般由功能树脂纤维经针刺或水刺工艺加工的具有特定透气度的、适应于不同温度和化学环境的滤料制成,支撑龙骨由碳钢或不锈钢丝焊接制成。支撑龙骨一般为以圆型钢圈为支撑,按特定的间隔将多根纵向钢条按等距焊接在钢圈外面形成支撑骨架,支撑龙骨作为除尘器的关键部件,直接影响到除尘器的过滤和净化效率。
3.专利号为cn201720817602.5的专利文献公开了具有稳定龙骨支撑机构的布袋除尘器,龙骨支撑机构包括龙骨底板、固定轴、龙骨顶环、纵钢筋和加强环;固定轴轴向的两端分别端固定在龙骨底板上和龙骨顶环上;龙骨底板上设有第一固定孔、第一固定孔沿龙骨底板周向均匀分布,龙骨顶环上设有第二固定孔、第二固定孔沿龙骨顶环周向均匀分布,加强环上设有第三固定孔、第三固定孔沿加强环周向均匀分布,第一固定孔、第二固定孔和第三固定孔的位置和数量相适配;纵钢筋通过插入第一固定孔、第二固定孔和第三固定孔可拆卸连接固定在龙骨底板、龙骨顶环和加强环上。龙骨支撑机构结构可调,便于用户依据实际除尘需要增加或减少纵钢筋数量,且结构简单,便于用户安装、拆卸和维修管理。
4.但是,现有技术成产的支撑龙骨不方便组装成型,耗时耗力,生产效率较低,企业难以流水线作业。
技术实现要素:
5.本发明的目的是针对现有技术的不足之处,通过设置的成型机构和组装机构配合,能够一体化批量生产组装支撑龙骨,自动化较高,结构联动性较好,提高了生产效率,产出的支撑龙骨韧性较好,产品质量较高,增加了企业的经济效益,从而解决了现有技术成产的支撑龙骨不方便组装成型,耗时耗力,生产效率较低,企业难以流水线作业的技术问题。
6.针对以上技术问题,采用技术方案如下:一种节能型废弃物燃烧炉外置配件加工系统,所述布袋除尘器的支撑龙骨由龙骨架和分别位于龙骨架两端的底盘、圆环组成,所述底盘的中部位置开设有螺纹孔用于安装在龙骨架上;
7.包括设置在所述输送架上用于制造弹簧状龙骨架的成型机构、设置在所述输送架的链条上且用于载运底盘的承载机构以及设置在所述输送架上且将圆环焊接在龙骨架端部的组装机构;
8.所述成型机构包括设置在所述输送架上且用于吐出钢条的吐料组件、设置在所述输送架上且用于将钢条加工成弹簧状龙骨架的绕制组件以及设置在所述输送架上且用于对龙骨架下端部刻制螺纹线的刻纹组件。
9.作为优选,所述绕制组件包括通过第一立板设置在所述输送架上的升降件、设置在所述升降件上的绕筒件以及设置在所述第一立板上且用于驱动绕筒件自旋转的传动件;
10.所述绕筒件包括设置在所述升降件上的吊盘、转动设置在所述吊盘下表面的吊筒、竖向开设在所述吊筒下端部且用于供钢条穿过的条形孔、设置在所述吊筒内部且用于对钢条导向的l形轨道、设置在所述吊筒内部的第一液压件、通过安装板设置在所述第一液压件上且用于对钢条在l形轨道的弯道处进行限位的限位杆以及设置在所述安装板上且用于将钢条压紧在l形轨道内的梯形压块。
11.作为优选,所述吐料组件包括设置在所述第一立板上的安装架、两组设置在所述安装架上且用于驱动钢条前进的输送辊、设置在所述安装架上且用于驱动输送辊的第一电机、设置在所述第一立板上且带有斜撑杆的支板以及设置在所述吊盘上且位于支板正上方位置的切刀,所述切刀用于切断所述支板上的钢条。
12.作为优选,所述刻纹组件包括通过连杆设置在所述第一立板上且位于吊筒正下方位置的支撑环、转动设置在所述支撑环底部的第一转环、两组对称设置在所述第一转环周侧的第二液压件、设置在一所述第二液压件端部的铣刀、设置在另一所述第二液压件端部的弧形抵板以及设置在所述支撑环上且用于驱动第一转环自旋的第一驱动机构。
13.作为优选,所述承载机构包括设置在所述链条上且用于放置底盘的底座、开设在所述底座内底部且间隙配合有螺母的凹槽、设置在所述第一立板上且用于将底盘压紧在底座内的压板以及开设在所述底座周侧面且供压板穿过的通孔。
14.作为优选,所述组装机构包括通过第二立板设置在所述输送架上且用于将龙骨架上端部压平的压平组件、设置在所述第二立板上且用于向压平组件内补充圆环的补料组件、转动设置在所述压平组件底部且用于将圆环焊接在龙骨架上端部的焊接组件。
15.作为优选,所述压平组件包括设置在所述第二立板上且其下端部带有升降杆的第三液压件、贯穿滑动设置于所述升降杆上且用于供圆环落下的下料筒、设置在所述升降杆下端部的吊板、设置在所述吊板底部且用于吸住圆环的第一吸盘、设置在所述吊板上且通过软管与第一吸盘相连通的第一真空发生器、开设在所述下料筒周侧面的进料口、设置在所述升降杆上且用于限制吊板位于进料口上方的限位环、设置在所述第二立板上的第四液压件以及设置在所述第四液压件端部且位于下料筒正下方的支杆。
16.作为优选,所述补料组件包括设置在所述第二立板上的输料轨道、设置在所述输料轨道上且内置若干组圆环的储料筒、设置在所述输料轨道上且其端部带有推板的第五液压件、设置在所述推板上的第二吸盘以及设置在所述推板上且通过软管与第二吸盘的第二真空发生器。
17.作为优选,所述焊接组件包括设置在所述下料筒下端部的延伸环、设置在所述延伸环上的第二转环、设置在所述第二转环上且其端部带有焊接枪的第六液压件以及设置在所述下料筒外壁且用于驱动第二转环自旋的第二驱动机构。
18.本发明的有益效果:
19.(1)本发明中通过设置的成型机构和组装机构配合,一方面,能够一体化生产组装
支撑龙骨,自动化程度较高,结构联动性较好,可以批量化加工支撑龙骨,提高了生产效率,增加了企业的经济效益;另一方面,该发明生产的支撑龙骨,较与传统焊接成型的支撑龙骨更方便拆装,有利于布袋和支撑龙骨的安装工作,并且弹簧状的龙骨架不仅能够很好地支撑布袋,还能增加支撑龙骨的韧性,提高布袋除尘器的使用寿命;
20.(2)本发明中通过设置的成型机构和承载机构配合,一方面,能够批量化将钢条加工成弹簧状龙骨架,自动化较高,能在加工成一个弹簧状龙骨架后自动切断钢条,可以稳定、连续加工弹簧状龙骨架,另一方面,能够对弹簧状龙骨架下端刻制螺纹线,使得弹簧状龙骨架下端螺纹安装在底盘上,方便支撑龙骨的组装工作;
21.(3)本发明中通过设置的组装机构和承载机构配合,能够批量化将圆环焊接在弹簧状龙骨架上端,一方面,能够利用圆环对弹簧状龙骨架上端进行压平,方便弹簧状龙骨架上端充分与圆环接触,提高圆环焊接在弹簧状龙骨架上端的牢固性,另一方面,能够自动补料圆环,为能够批量化生产支撑龙骨提供基础。
22.综上所述,本发明自动化较高,结构联动性较好,能够一体化批量生产组装支撑龙骨,提高了生产效率,产出的支撑龙骨韧性较好,产品质量较高,增加了企业的经济效益。
附图说明
23.为了更清楚的说明本发明实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述的附图仅仅是本发明的一些实施例,对于本领域的普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他附图。
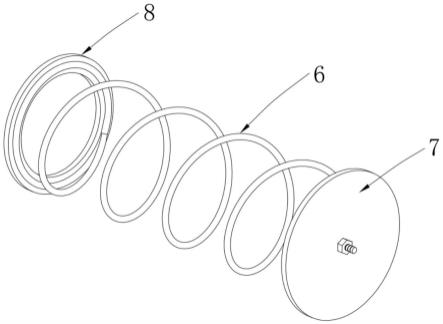
24.图1为本发明产出的支撑龙骨结构示意图。
25.图2为图1另一视角的结构示意图。
26.图3为节能型废弃物燃烧炉外置配件加工系统的结构示意图。
27.图4为图3的结构正视图。
28.图5为成型机构的结构示意图。
29.图6为图5另一视角的结构示意图。
30.图7为图5的结构正视图。
31.图8为绕筒件的结构示意图。
32.图9为刻纹组件的结构示意图。
33.图10为图9另一视角的结构示意图。
34.图11为底座的结构示意图。
35.图12为组装机构的结构示意图。
36.图13为图12另一视角的结构示意图。
37.图14为补料组件的结构示意图。
38.图15为焊接组件的结构示意图。
39.图16为下料筒内部的结构示意图。
具体实施方式
40.下面结合附图对本发明实施例中的技术方案进行清楚、完整地说明。
41.实施例一
42.如图1-16所示,一种节能型废弃物燃烧炉外置配件加工系统,所述布袋除尘器的支撑龙骨由龙骨架6和分别位于龙骨架6两端的底盘7、圆环8组成,所述底盘7的中部位置开设有螺纹孔用于安装在龙骨架6上;
43.包括设置在所述输送架1上用于制造弹簧状龙骨架的成型机构2、设置在所述输送架1的链条11上且用于载运底盘的承载机构3以及设置在所述输送架1上且将圆环焊接在龙骨架端部的组装机构4;
44.所述成型机构2包括设置在所述输送架1上且用于吐出钢条的吐料组件21、设置在所述输送架1上且用于将钢条加工成弹簧状龙骨架的绕制组件22以及设置在所述输送架1上且用于对龙骨架下端部刻制螺纹线的刻纹组件23。
45.在本实施例中,通过设置的成型机构2和组装机构4配合,一方面,能够一体化生产组装支撑龙骨,自动化程度较高,结构联动性较好,可以批量化加工支撑龙骨,提高了生产效率,增加了企业的经济效益;另一方面,该发明生产的支撑龙骨,较与传统焊接成型的支撑龙骨更方便拆装,有利于布袋和支撑龙骨的安装工作,并且弹簧状的龙骨架不仅能够很好地支撑布袋,还能增加支撑龙骨的韧性,提高布袋除尘器的使用寿命。
46.详细的说,吐料组件21向绕制组件22上吐放钢条,绕制组件22将钢条加工成弹簧状龙骨架,同时刻纹组件23对弹簧状龙骨架下端部刻制螺纹线,然后绕制组件22带着弹簧状龙骨架下降至承载机构3上,并使得弹簧状龙骨架下端部螺纹安装在承载机构3内的底盘上,绕制组件22再上升脱离弹簧状龙骨架,然后承载机构3带着弹簧状龙骨架移动至组装机构4的下方位置,组装机构4将圆环焊接在弹簧状龙骨架上端部,从而完成支撑龙骨的加工组装工作。
47.进一步,如图4-8所示,所述绕制组件22包括通过第一立板221设置在所述输送架1上的升降件222、设置在所述升降件222上的绕筒件223以及设置在所述第一立板221上且用于驱动绕筒件223自旋转的传动件224;
48.所述升降件222包括通过两组耳板竖向设置在所述第一立板221上的丝杆2221、贯穿螺纹设置于所述丝杆2221上的升降块2222以及设置在所述耳板上用于驱动丝杆2221的第二电机2223;
49.所述绕筒件223包括设置在所述升降块2222上的吊盘2231、转动设置在所述吊盘2231下表面的吊筒2232、竖向开设在所述吊筒2232下端部且用于供钢条穿过的条形孔2233、设置在所述吊筒2232内部且用于对钢条导向的l形轨道2234、设置在所述吊筒2232内部的第一液压件2235、通过安装板设置在所述第一液压件2235上且用于对钢条在l形轨道2234的弯道处进行限位的限位杆2236以及设置在所述安装板上且用于将钢条压紧在l形轨道2234内的梯形压块2237;
50.所述传动件224包括设置在所述吊盘2231上的被动齿轮2241、同轴设置在所述吊筒2232顶部且位于吊盘2231上方位置的第一锥形齿轮2242、同轴设置在所述被动齿轮2241上且用于驱动第一锥形齿轮2242的第二锥形齿轮2243以及设置在所述第一立板221上且用于驱动被动齿轮2241的齿条2244;
51.所述吐料组件21包括设置在所述第一立板221上的安装架211、两组设置在所述安装架211上且用于驱动钢条前进的输送辊212、设置在所述安装架211上且用于驱动输送辊
212的第一电机213、设置在所述第一立板221上且带有斜撑杆的支板214以及设置在所述吊盘2231上且位于支板214正上方位置的切刀215,所述切刀215用于切断所述支板214上的钢条。
52.在本实施例中,通过设置的吐料组件21和绕制组件22配合,能够批量化将钢条加工成弹簧状龙骨架,自动化较高,结构联动较好,能在加工成一个弹簧状龙骨架后自动切断钢条,可以稳定、连续加工弹簧状龙骨架。
53.详细的说,首先,吐料组件21的第一电机213带动输送辊212将钢条送至绕筒件223上,使得钢条一端从条形孔2233进入吊筒2232内,并且沿着l形轨道2234并在限位杆2236的作用下导向至竖直状态,形成弹簧状龙骨架下端,然后,第一液压件2235带着梯形压块2237平移将钢条压紧在l形轨道2234内,防止钢条在l形轨道2234内再次滑动,然后升降件222的第二电机2223带动丝杆2221转动,使得丝杆2221通过升降块2222带动吊筒2232匀速下降,同时,传动件224的被动齿轮2241在齿条2244的驱动下带着第二锥形齿轮2243转动,使得第二锥形齿轮2243通过第一锥形齿轮2242带着吊筒2232自旋转,吊盘2231下降至吐料组件21的支板214上时,吊盘2231上的切刀215切断支板214上的钢条,从而完成将钢条绕制成弹簧状龙骨架的工作。
54.进一步,如图5和图9-10所示,所述刻纹组件23包括通过连杆设置在所述第一立板221上且位于吊筒2232正下方位置的支撑环231、转动设置在所述支撑环231底部的第一转环232、两组对称设置在所述第一转环232周侧的第二液压件233、设置在一所述第二液压件233端部的铣刀234、设置在另一所述第二液压件233端部的弧形抵板235以及设置在所述支撑环231上且用于驱动第一转环232自旋的第一驱动机构236;
55.所述第一驱动机构236包括设置在所述第一转环232周侧的第一齿环2361、通过第一延伸板设置在所述支撑环231上且用于驱动第一齿环2361的第一主动齿轮2362以及设置在所述第一延伸板上且用于驱动第一主动齿轮2362的第三电机2363。
56.在本实施例中,通过设置的刻纹组件23和绕制组件22配合,能够对弹簧状龙骨架下端刻制螺纹线,方便弹簧状龙骨架下端螺纹安装在底盘上,自动化较高,方便支撑龙骨的组装工作。
57.详细的说,吊筒2232下降绕制弹簧状龙骨架的过程中,使得弹簧状龙骨架下端且呈竖直状态的钢条进入刻纹组件23的第一转环232内,同时两组第二液压件233带动铣刀234、弧形抵板235同步抵在钢条两侧,然后第一驱动机构236的第三电机2363通过第一主动齿轮2362带动第一齿环2361转动,第一齿环2361带动第一转环232自旋转,使得铣刀234在钢条下降的过程中,绕着钢条转动,使得铣刀234对钢条周侧刻制螺纹线。
58.进一步,如图5-6和图11所示,所述承载机构3包括设置在所述链条11上且用于放置底盘的底座31、开设在所述底座31内底部且间隙配合有螺母的凹槽32、设置在所述第一立板221上且用于将底盘压紧在底座31内的压板33以及开设在所述底座31周侧面且供压板33穿过的通孔34。
59.值得一提的是,压板33防止底盘在底座31内自旋转,方便弹簧状龙骨架螺纹安装在底盘上,同时压板33防止底盘在底座31内上升,避免吊筒2232脱离弹簧状龙骨架时带起底盘,方便吊筒2232脱离弹簧状龙骨架,螺母在凹槽32内不会自转,方便螺母螺纹安装在弹簧状龙骨架下端,使得螺母对弹簧状龙骨架下端的底盘进行限位。
60.在本实施例中,通过设置的承载机构3和成型机构2配合,能够自动将弹簧状龙骨架螺纹安装在底盘上,结构简单,自动化较好,提高支撑龙骨的生产效率。
61.详细的说,底座31在链条11的驱动下移至吊筒2232的正下方位置后停运,同时压板33穿过通孔34进入底座31内,使得压板33将底盘压紧在底座31内,然后,吊筒2232下降绕制弹簧状龙骨架的过程中,使得弹簧状龙骨架下端先后螺纹进入底盘的螺纹孔、螺母,从而将弹簧状龙骨架螺纹安装在底盘上。
62.进一步,如图4和图12-13所示,所述组装机构4包括通过第二立板41设置在所述输送架1上且用于将龙骨架上端部压平的压平组件42、设置在所述第二立板41上且用于向压平组件42内补充圆环的补料组件43、转动设置在所述压平组件42底部且用于将圆环焊接在龙骨架上端部的焊接组件44。
63.在本实施例中,通过设置的组装机构4和承载机构3配合,能够批量化将圆环焊接在弹簧状龙骨架上端,一方面能够对弹簧状龙骨架上端进行压平,方便弹簧状龙骨架上端充分与圆环接触,提高圆环焊接在弹簧状龙骨架上端的牢固性,另一方面能够自动补料圆环,并利用圆环对弹簧状龙骨架上端进行压平,方便圆环焊接在弹簧状龙骨架上端。
64.详细的说,底座31在链条11的驱动下移至压平组件42的正下方位置后停运,补料组件43向压平组件42内补充圆环,压平组件42利用圆环对弹簧状龙骨架上端进行压平,焊接组件44将圆环焊接在弹簧状龙骨架上端。
65.进一步,如图15-16所示,所述压平组件42包括设置在所述第二立板41上且其下端部带有升降杆421的第三液压件422、贯穿滑动设置于所述升降杆421上且用于供圆环落下的下料筒423、设置在所述升降杆421下端部的吊板424、设置在所述吊板424底部且用于吸住圆环的第一吸盘425、设置在所述吊板424上且通过软管与第一吸盘425相连通的第一真空发生器426、开设在所述下料筒423周侧面的进料口427、设置在所述升降杆421上且用于限制吊板424位于进料口427上方的限位环、设置在所述第二立板41上的第四液压件428以及设置在所述第四液压件428端部且位于下料筒423正下方的支杆429,所述升降杆421上竖向设置有限位条,防止下料筒423在升降杆421上转动,保证了下料筒423的进料口427对准补料组件43的输料轨道431输出端;
66.所述焊接组件44包括设置在所述下料筒423下端部的延伸环441、设置在所述延伸环441上的第二转环442、设置在所述第二转环442上且其端部带有焊接枪443的第六液压件444以及设置在所述下料筒423外壁且用于驱动第二转环442自旋的第二驱动机构445;
67.所述第二驱动机构445包括设置在所述第二转环442周侧的第二齿环4451、通过第二延伸板设置在所述下料筒423外壁且用于驱动第二齿环4451的第二主动齿轮4452以及设置在所述第二延伸板上且用于驱动第二主动齿轮4452的第四电机4453。
68.在本实施例中,通过设置的压平组件42和焊接组件44配合,能够利用圆环对弹簧状龙骨架上端进行压平,使得圆环与弹簧状龙骨架上端充分接触,并能将圆环焊接在弹簧状龙骨架上端,方便圆环组装在支撑龙骨上。
69.详细的说,底座31带着弹簧状龙骨架在链条11的驱动下移至压平组件42的正下方位置后停运,然后,第四液压件428带着支杆429伸出插进弹簧状龙骨架的螺纹间隙中,对弹簧状龙骨架靠近上端的位置进行支撑,然后,第三液压件422带着升降杆421下降,使得焊接组件44的第二转环442底部先压在支杆429上,升降杆421继续下降,使得吊板424带着圆环
压在弹簧状龙骨架上端,吊板424与支杆429配合将弹簧状龙骨架上端压平,然后焊接组件44的第六液压件444带动焊接枪443靠近圆环与弹簧状龙骨架上端的接触处,同时第二驱动机构445的第四电机4453通过第二主动齿轮4452带动第二齿环4451转动,第二齿环4451带着第二转环442自旋转,使得焊接枪443绕着圆环一圈,从而将圆环焊接在弹簧状龙骨架上端,最后第三液压件422带着焊接组件44上升复位,第四液压件428带着支杆429收回复位,准备下次工作。
70.进一步,如图13-14所示,所述补料组件43包括设置在所述第二立板41上的输料轨道431、设置在所述输料轨道431上且内置若干组圆环的储料筒432、设置在所述输料轨道431上且其端部带有推板433的第五液压件434、设置在所述推板433上的第二吸盘435以及设置在所述推板433上且通过软管与第二吸盘435的第二真空发生器436,所述推板433顶部设置有挡条437,防止推板433在推送圆环的过程中,储料筒432内的圆环下落。
71.在本实施例中,通过设置的补料组件43和压平组件42配合,能够依次对压平组件42内补充圆环,自动化较高,联动性较好,能够自动补料圆环,为能够批量化生产支撑龙骨提供基础。
72.详细的说,储料筒432每次下落一个圆环在输料轨道431内,第五液压件434带着推板433移动,使得推板433推着圆环在输料轨道431内移动至下料筒423的进料口427,同时推板433上的第二真空发生器436控制第二吸盘435吸住圆环,防止圆环脱离推板433,使得推板433能够将圆环从进料口427完全平推至下料筒423内,然后下料筒423内吊板424上的第一真空发生器426控制第一吸盘425吸住圆环,从而使得吊板424接收来自推板433上的圆环,第五液压件434带着推板433返回复位,同时,吊板424底部的第一吸盘425能够吸住圆环,防止圆环降落,使得吊板424能够带着圆环压在弹簧状龙骨架上端。
73.实施例二
74.如图3-4所示,其中与实施例一中相同或相应的部件采用与实施例一相应的附图标记,为简便起见,下文仅描述与实施例一的区别点。该实施例二与实施例一的不同之处在于:
75.进一步,如图3-4所示,还包括设置在所述输送架1上的排料机构5,所述排料机构5包括设置在所述输送架1上的弧形导料板51以及设置在所述弧形导料板51输出端的排料口52。
76.值得一提的是,完成支撑龙骨的生产组装后,输送架1的链条11带着支撑龙骨移动至排料机构5内,使得支撑龙骨由于自重降落,脱离承载机构3,完成排料工作。
77.工作过程:
78.首先,先将螺母放置在底座31的凹槽32内,再将底盘放置在底座31内,输送架1的链条11带着底座31移动至成型机构2的正下方位置后停运,然后,吐料组件21向绕制组件22上吐放钢条,绕制组件22将钢条加工成弹簧状龙骨架,同时刻纹组件23对弹簧状龙骨架下端部刻制螺纹线,然后绕制组件22带着弹簧状龙骨架下降至承载机构3上,并使得弹簧状龙骨架下端部螺纹安装在承载机构3内的底盘上,绕制组件22再上升脱离弹簧状龙骨架,然后,链条11带着底座31移动至组装机构4的正下方位置后停运,组装机构4将圆环焊接在弹簧状龙骨架上端部,从而完成支撑龙骨的加工组装工作。
79.在本发明的描述中,需要理解的是,术语“前后”、“左右”等指示的方位或位置关系
为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或部件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对发明的限制。
80.当然在本技术方案中,本领域的技术人员应当理解的是,术语“一”应理解为“至少一个”或“一个或多个”,即在一个实施例中,一个元件的数量可以为一个,而在另外的实施例中,该元件的数量可以为多个,术语“一”不能理解为对数量的限制。
81.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明的技术提示下可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求书的保护范围为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
