模具涂覆机及其检验装置
1.相关申请的交叉引用
2.本技术要求于2020年7月14日向韩国知识产权局提交的韩国专利申请第10-2020-0087146号和2021年6月29日向韩国知识产权局提交的韩国专利申请第10-2021-0085160号的优先权的权益,通过引用将其公开内容并入于此。
技术领域
3.本发明涉及一种模具涂覆机及其检验装置,更具体地,涉及一种模具涂覆机及其检验装置,其中可以精确地测量唇部的位置以确定是否出现模具和垫片的组装缺陷,并且可以在模具涂覆机处于安装在生产线上的状态下立即进行检验,而无需设置单独的检验线。
背景技术:
4.通常,二次电池的类型包括镍镉电池、镍氢电池、锂离子电池、锂离子聚合物电池等。这种二次电池应用于诸如数码相机、p-dvd、mp3p、手机、pda、便携式游戏机、电动工具、电动自行车之类的小型产品,诸如电动车辆和混合动力车辆之类的需要高功率的大型产品,用于存储剩余发电或可再生能源的储电装置,以及用于备用电源的蓄电装置。
5.为了制造上述二次电池,首先将电极活性材料浆料涂覆在正极集流体和负极集流体上以制造正极和负极,并将正极和负极堆叠在隔膜的两侧以形成具有预定形状的电极组件。然后,将电极组件容纳在电池壳体中,随后向电池壳体中注入电解质并密封。
6.可以将通过混合电极活性材料、粘合剂和增塑剂而制备的浆料涂覆在诸如正极集流体和负极集流体之类的电极集流体上,然后将其干燥和压制来制造诸如正极和负极之类的电极。为了将这种浆料涂覆在电极集流体上,使用模具涂覆机。
7.模具涂覆机通常包括第一模具、垫片和第二模具,可以通过组装第一模具和第二模具并且将垫片插入第一模具和第二模具之间来形成模具涂覆机。此时,可以在第一模具和第二模具之间进一步设置第三模具,在这种情况下,可以在第一模具和第三模具之间插入第一垫片,并且在第二模具和第三模具之间插入第二垫片。也就是说,模具涂覆机可以包括各种数量的模具和垫片。
8.模具涂覆机在用于排出浆料等的排出口具有非常窄的间隙。然而,当这样的间隙由于组装公差而与设计间隙不同时,施加在电极集流体上的浆料的量将与设计值有很大的不同。在这种情况下,制造出的电极的质量可能与设计质量不同。
9.或者,如果模具涂覆机在组装后长时间使用,则可以将模具和垫片拆开然后重新组装以进行内部清洁。然而,在这样的工艺中,第一模具的第一唇部、垫片的引导件、第二模具的第二唇部的位置可能偏离它们的原始位置。此时,即使使用相同的模具涂覆机制造电极,重新组装前后的电极质量也可能不同。
10.因此,为了减小组装公差等,使用者使模具涂覆机的唇部与千分尺接触,以测量第一唇部、垫片和第二唇部的高度以及它们之间的间隙。但是,因为这样的唇部之间的排出口
的间隙非常窄,所以使用者难以通过直接接触进行测量,而且还存在每个使用者的测量结果不同而导致误差增大的问题。
技术实现要素:
11.技术问题
12.本发明要达到的目的是提供一种模具涂覆机及其检验装置,其中可以精确地测量唇部的位置,以确定模具和垫片的组装是否有缺陷,并且在模具涂覆机处于安装在生产线上的状态下可以立即执行检验,而无需设置单独的检验线。
13.本发明的目的不限于上述目的,本领域技术人员通过以下描述可以清楚地理解本文未描述的其他目的。
14.技术方案
15.用于解决上述问题的根据本发明的实施例的一种用于检验包括第一模具、第二模具以及形成在第一模具和第二模具之间的垫片的模具涂覆机的装置包括:轨道,固定在所述第一模具的一个表面,形成为沿所述模具涂覆机的长度方向延伸;和至少一个传感器组件,被配置为沿所述轨道移动并检验所述模具涂覆机的唇部或所述垫片,其中所述传感器组件包括:可移动部,在所述模具涂覆机的长度方向上沿所述轨道移动;和传感器模块,与所述可移动部连接,并且被配置为沿所述模具涂覆机的厚度方向移动并检验所述唇部或所述垫片。
16.另外,所述传感器模块可包括:位置检测传感器,被配置为检测所述唇部的位置;和距离检测传感器,被配置为测量所述唇部或所述垫片的高度。
17.另外,所述位置检测传感器和所述距离检测传感器可沿所述模具涂覆机的长度方向彼此平行设置。
18.另外,所述位置检测传感器可包括光纤传感器、光传感器、接近传感器或视觉传感器中的至少一种;并且所述距离检测传感器可包括激光位移传感器或超声波位移传感器中的至少一种。
19.另外,所述垫片可包括:至少一个引导件,被配置为将所述第一模具和所述第二模具之间的内部空间划分为多个空间;和基部,被配置为将所述引导件的端部彼此连接并沿所述模具涂覆机的长度方向延伸。
20.另外,所述位置检测传感器可沿不存在所述引导件的第一路径移动;所述距离检测传感器可沿存在所述引导件的第二路径移动。
21.另外,所述传感器模块可沿从所述第一模具到所述第二模具的方向移动。
22.另外,所述装置可进一步包括:控制部,被配置为控制所述传感器组件的操作;和存储部,存储关于所述唇部或所述垫片的厚度的参考数据。
23.另外,所述控制部可包括:第一编码器,被配置为每当所述传感器模块在所述模具涂覆机的厚度方向移动时识别所述传感器模块的坐标值;接收部,被配置为接收由所述位置检测传感器发送的信号;确定部,被配置为根据由所述接收部接收的信号确定所述唇部或所述垫片的位置;和计算部,被配置为根据所述唇部或所述垫片的位置和坐标值进行计算,以导出所述唇部的坐标值或所述垫片的坐标值。
24.另外,当检测到所述唇部的边缘时,所述位置检测传感器可将发送到所述接收部
的信号从第一信号变为第二信号。
25.另外,当所述第一信号变为所述第二信号时,所述第一编码器可将所述传感器模块的坐标值识别为所述边缘的坐标值。
26.另外,所述存储部可存储由所述第一编码器识别的所述边缘的坐标值。
27.另外,当所述接收部接收到所述第二信号时,所述确定部可使用所述边缘为边界确定所述唇部或所述垫片的位置。
28.另外,所述计算部可从所述存储部加载关于所述唇部或所述垫片的厚度的参考数据,通过反映所述唇部或所述垫片的位置将所述边缘的坐标值和关于所述唇部或所述垫片的厚度的参考数据进行计算,以导出所述唇部或所述垫片的坐标值。
29.另外,所述计算部可将所述唇部或所述垫片的厚度的一半和所述边缘的坐标值进行计算,以导出所述唇部或所述垫片的坐标值。
30.另外,所述存储部可存储导出的所述唇部或所述垫片的坐标值。
31.另外,所述传感器模块可移动到与导出的所述唇部或所述垫片的坐标值对应的位置。
32.另外,所述距离检测传感器可在与所述唇部或所述垫片的坐标值对应的位置处测量所述唇部或所述垫片的高度。
33.另外,所述存储部可存储关于所述唇部或所述垫片的高度的测量数据。
34.另外,所述存储部可存储关于所述唇部或所述垫片的高度的参考数据。
35.另外,所述确定部可将关于所述唇部或所述垫片的高度的测量数据与关于所述唇部或所述垫片的高度的参考数据进行比较,以确定是否产生缺陷。
36.另外,所述控制部可进一步包括第二编码器,所述第二编码器被配置为每当所述可移动部在所述模具涂覆机的长度方向上沿所述轨道移动时识别所述可移动部的坐标值。
37.另外,所述轨道可形成为与所述第一模具的一个表面耦接。
38.另外,所述轨道可一体地形成在所述第一模具的一个表面上。
39.另外,所述轨道可形成为嵌入在所述第一模具的一个表面中。
40.另外,所述传感器组件可设置为多个。
41.另外,所述传感器模块的高度可小于所述唇部与待涂覆的基材之间的间隙。
42.另外,所述可移动部可包括杆,所述杆被配置为使所述传感器组件在所述模具涂覆机的宽度方向移动。
43.另外,所述可移动部可包括可旋转部,所述可旋转部被配置为围绕与所述模具涂覆机的长度方向平行的轴线旋转。
44.另外,所述可移动部可从所述轨道拆卸。
45.另外,所述传感器模块可包括:2d线传感器,被配置为扫描所述模具涂覆机以在所述模具涂覆机的宽度方向上二维地检测所述唇部和所述垫片的形状;和检验部,被配置为将通过所述2d线传感器检测的从所述唇部的边缘到所述垫片的边缘的测量高度值与设定高度值进行比较,以检验是否出现缺陷。
46.另外,所述检验部可使用通过所述2d线传感器检测的所述唇部的形状和所述垫片的形状来检验两个或更多的模具的布置状态。
47.另外,所述检验部可检验通过所述2d线传感器检测的所述唇部的边缘是否位于同
一水平线上。
48.另外,所述检验部可使用通过所述2d线传感器检测的所述唇部的边缘和所述垫片的边缘来测量所述垫片的厚度,并且通过所述垫片的厚度检验排出间隙。
49.另外,所述2d线传感器可以每隔设定时间扫描所述模具涂覆机,以连续检测所述唇部的边缘的形状和所述垫片的边缘的形状;所述检验部可通过由所述2d线传感器连续测量的所述唇部的边缘的位置变化或所述垫片的边缘的位置变化来检验所述模具和所述垫片的磨损程度。
50.另外,所述检验部可被配置为通过放大由所述2d线传感器检测的所述唇部和所述垫片的形状来检验表面粗糙度。
51.用于解决上述问题的根据本发明的实施例的一种模具涂覆机包括:第一模具和第二模具,被配置为向外部供应浆料;和垫片,形成在所述第一模具和所述第二模具之间,其中在所述第一模具的一个表面固定有沿长度方向延伸形成的轨道。
52.另外,所述模具涂覆机可进一步包括:至少一个传感器组件,被配置为沿所述轨道移动并检验唇部或所述垫片;和控制部,被配置为控制所述传感器组件的操作,其中所述传感器组件可包括:可移动部,在长度方向上沿所述轨道移动;和传感器模块,与所述可移动部连接,被配置为沿厚度方向移动并检验所述唇部。
53.另外,所述传感器模块可包括:位置检测传感器,被配置为检测所述唇部的位置;和距离检测传感器,被配置为测量所述唇部或所述垫片的高度。
54.本发明的其他具体细节包括在详细描述和附图中。
55.有益效果
56.根据本发明的实施例,至少具有以下效果。
57.因为模具涂覆机检验装置形成在模具涂覆机的第一模具的一个表面,使用者无需进行测量或单独设置,因此易于测量唇部的高度、间隙等,可以减少误差,从而准确地确定模具和垫片的组装是否有缺陷。
58.此外,当模具涂覆机处于安装在生产线上的状态时,可以立即检验模具涂覆机,而无需将模具涂覆机移动到单独的检验线,从而可以减少检验时间并提高生产效率。
59.另外,模具涂覆机检验装置可以自动检测唇部和垫片的位置和高度,可以容易地进行检验,并且可防止由于每个使用者的测量结果不同而导致误差增加的问题。
60.根据本发明的效果不受以上例示内容的限制,并且在本文中包括更多的各种效果。
附图说明
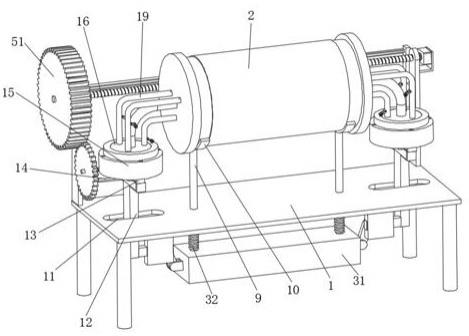
61.图1是根据本发明的实施例的模具涂覆机2和模具涂覆机检验装置1的立体图。
62.图2是根据本发明的实施例的模具涂覆机2的组装图。
63.图3是根据本发明的实施例的模具涂覆机检验方法的流程图。
64.图4是根据本发明的实施例的模具涂覆机2的唇部22的放大侧视图。
65.图5是根据本发明的实施例的模具涂覆机检验装置1的框图。
66.图6是根据本发明的实施例的模具涂覆机2的唇部22的放大顶视图。
67.图7是根据本发明的另一实施例的模具涂覆机2a和模具涂覆机检验装置1a的立体
图。
68.图8是根据本发明的又一实施例的模具涂覆机2b和模具涂覆机检验装置1的立体图。
69.图9是根据本发明的又一实施例的模具涂覆机2和模具涂覆机检验装置1c的立体图。
70.图10是根据本发明的又一实施例的模具涂覆机2和模具涂覆机检验装置1d的立体图。
71.图11是根据本发明的又一实施例的模具涂覆机2和模具涂覆机检验装置1e的立体图。
72.图12是根据本发明的又一实施例的模具涂覆机2和模具涂覆机检验装置1f的立体图。
73.图13是图12的模具涂覆机2的放大侧视图。
74.图14是图示模具涂覆机的二维扫描图像的视图。
具体实施方式
75.本发明的优点和特征及其实现方法将通过以下结合附图描述的实施例来阐明。然而,本发明可以以不同的形式实施并且不应被解释为限于本文所阐述的实施例。相反,提供这些实施例是为了使本公开内容彻底和完整,并将本发明的范围充分传达给本领域技术人员。此外,本发明仅由权利要求的范围限定。相同的附图标记始终指代相同的元件。
76.除非另有定义,否则本文使用的所有术语(包括技术和科学术语)将以本发明构思所属领域的普通技术人员可以普遍理解的意义使用。此外,除非有明确定义,否则对常用词典中定义的术语不会被理想地或过度地解释。
77.本文使用的术语是为了描述实施例的目的而不旨在限制本发明。在本公开内容中,除非上下文另有明确指示,否则单数形式包括复数形式。如本文所用,术语“包括”和/或“包含”旨在包括所述元件,而不排除存在或添加一个或多个其他元件的可能性。
78.在下文中,将参照附图详细描述本发明的优选实施例。
79.图1是根据本发明的一个实施例的模具涂覆机2和模具涂覆机检验装置1的立体图。
80.根据本发明的实施例,模具涂覆机检验装置1形成在模具涂覆机2的第一模具211的一个表面,使得不需要使用者直接执行测量或单独设置,即可以容易测量唇部22(如图4所示)的高度、间隙等,并且可以减少误差,由此准确地确定模具21和垫片23(如图2所示)的组装是否有缺陷。另外,当模具涂覆机2处于安装在生产线上的状态时,可以立即检验模具涂覆机2,而无需将模具涂覆机2移动到单独的检验线,从而可以减少检验时间并且提高生产效率。此外,模具涂覆机检验装置1可以自动检测唇部22和垫片23的位置和高度,使得可以容易地执行检验,并且可防止由于每个使用者的测量结果不同而导致误差增加的问题。
81.为此,在用于检验包括第一模具211(如图2所示)、第二模具212(如图2所示)和形成在第一模具211与第二模具212之间的垫片23的模具涂覆机2的装置中,根据本发明的实施例的模具涂覆机检验装置1包括:轨道11,固定在第一模具211的一个表面,形成为沿模具涂覆机2的长度方向延伸;和至少一个传感器组件12,沿轨道11移动并检验模具涂覆机2的
唇部22或垫片23。这里,传感器组件12包括:可移动部121,其在模具涂覆机2的长度方向上沿轨道11移动;和传感器模块122,其与可移动部121连接,沿模具涂覆机2的厚度方向移动并检验模具21的唇部22或垫片23。
82.此外,根据本发明的实施例的模具涂覆机2包括向外部供应浆料的第一模具211和第二模具212以及形成在第一模具211和第二模具212之间的垫片23。这里,轨道11固定在第一模具211的一个表面,形成为沿长度方向延伸。此外,装置进一步包括沿轨道11移动并检验唇部22或垫片23的至少一个传感器组件12,以及被配置为控制传感器组件12的操作的控制部13。这里,传感器组件12可以包括:可移动部121,其在长度方向上沿轨道11移动;和传感器模块122,其与可移动部121连接,沿厚度方向移动并检验唇部22。
83.轨道11在模具涂覆机2的长度方向上延伸形成。此外,传感器组件12的可移动部121沿轨道11移动。轨道11形成为固定在第一模具211的一个表面,使得模具涂覆机2和轨道11不会容易地彼此分离或彼此错位。因此,不需要使用者直接测量模具涂覆机2的唇部22或单独设置传感器,传感器组件12可以容易地检验形成在模具涂覆机2的排出口的侧面处的唇部22或垫片23。另外,因为每个使用者的测量结果没有差异,因此减少了误差,可以准确地确定模具21和垫片23的组装是否有缺陷。根据本发明的实施例,轨道11可以形成为通过例如螺栓或铆钉的单独耦接部分(未示出)耦接到第一模具211的一个表面,但不限于此,也可以通过各种方法耦接到第一模具211的一个表面。
84.传感器组件12包括:可移动部121,其在模具涂覆机2的长度方向上沿轨道11移动;和传感器模块122,其与可移动部121连接并检验模具21的唇部22或垫片23。
85.可移动部121在模具涂覆机2的长度方向上沿轨道11移动,并且特别地,可移动部121可以沿轨道11滑动和移动。为此,轨道11和可移动部121可滑动地彼此耦接,此外,轨道11和可移动部121中的至少一个可具有轮或辊。
86.传感器模块122沿模具涂覆机2的厚度方向移动,并且可检验唇部22或垫片23。如上所述,当唇部22或垫片23的高度或位置由于组装公差等原因而与设计值不同时,制造出的电极的质量可能与设计质量不同。为此,传感器模块122测量唇部22或垫片23的高度,并可以通过组装公差的大小来确认模具涂覆机2是否有缺陷。传感器模块122与可移动部121连接,因此,在可移动部121沿轨道11移动时,传感器模块122也沿模具涂覆机2的长度方向移动。因此,可检验模具21的唇部22或垫片23的直线度。此外,当传感器模块122检验模具21的唇部22或垫片23时,可移动部121可沿轨道11移动并在不同位置处检验唇部22或垫片23。
87.根据本发明的实施例,传感器模块122包括非接触式传感器,并检验唇部22或垫片23的高度。因此,不需要使用者直接接触唇部22,可以防止出现误差的问题。此外,包括传感器模块122的传感器组件12沿轨道11移动,轨道11形成为固定在第一模具211的一个表面,使得传感器模块122不会与模具涂覆机2分离。因此,当模具涂覆机2处于安装在生产线上的状态时,可以立即检验模具涂覆机2,而无需执行将模具涂覆机2移动到单独的检验线以执行测量,然后将其移回生产线的工艺,从而可以减少检验时间并提高生产效率。稍后将详细描述传感器模块122。
88.图2是根据本发明的实施例的模具涂覆机2的组装图。
89.模具涂覆机2被提供来自外部的浆料,然后将浆料供应到外部,从而将浆料沿预定方向较长且连续地施加在例如电极集流体的基材上。为此,如图2所示,根据本发明的实施
例的模具涂覆机2包括向外部供应浆料的第一模具211和第二模具212以及形成在第一模具211和第二模具212之间的垫片23,在第一模具211的一个表面固定有沿长度方向延伸形成的轨道11。因此,模具涂覆机2和轨道11不会容易地彼此分离或彼此错位。
90.模具21将从外部供应的浆料施加在例如电极集流体的基材的至少一个表面上。此时,如图2所示,模具21形成为两个,并且可以通过将第一模具211和第二模具212组装在一起,将一个垫片23插入在第一模具211和第二模具212之间而形成模具涂覆机2。然而,模具涂覆机2不限于此,并且可进一步包括在第一模具211和第二模具212之间的第三模具213(如图4所示),在这种情况下,第一垫片233(如图4所示)可插入在第一模具211和第三模具213之间,第二垫片234(如图4所示)可插入在第二模具212和第三模具213之间。也就是说,包括在模具涂覆机2中的模具21和垫片23的数量不限于此,可能会有所不同。
91.如图2所示,第一模具211和第二模具212具有彼此对称的截棱锥形状,第一模具211和第二模具212的对应于截棱锥底面的一个表面被组装成彼此面对。此外,第一模具211和第二模具212中的至少一个可以设置有供应孔(未示出),通过该供应孔供应来自外部的浆料。通过供应孔从外部供应的浆料存储在形成于第一模具211和第二模具212内部的内部空间(未示出)中。
92.如果模具涂覆机2进一步包括第三模具213,第三模具213可以具有薄的矩形板形状。另外,形成有两个垫片23,第一垫片233插入在第一模具211和第三模具213之间,第二垫片234插入在第二模具212和第三模具213之间。在这种情况下,第一模具211和第二模具212都可以形成有供应孔(未示出),第一内部空间(未示出)可以形成在第一模具211和第三模具213的内部,并且第二内部空间(未示出)可以形成在第二模具212和第三模具213的内部。因此,通过每个供应孔从外部供应的浆料被存储在第一内部空间和第二内部空间的每一个中。
93.用于模具涂覆机的垫片23包括:至少一个引导件231,其配置为将第一模具211和第二模具212之间的内部空间划分为多个空间;以及基部232,其将引导件231的端部彼此连接。基部232连接至少一个引导件231的端部,由此支撑多个引导件231,并形成为从至少一个引导件231的端部沿一侧方向,特别是沿模具涂覆机2的长度方向延伸。因此,基部232可以形成为简单的矩形形状,但不限于此,也可以具有各种形状以调整施加的浆料的量。
94.至少一个引导件231具有预定宽度,并且形成为彼此平行。此外,模具21的内部形成有用于存储浆料的内部空间,并且引导件231将内部空间划分为多个空间。存储在内部空间中的浆料沿引导件231在模具涂覆机2内流动,并通过排出口排出到外部。排出口薄且长地形成,模具涂覆机2和基材以恒定速度彼此相对移动,使得可以将浆料广泛且均匀地施加在基材上。
95.当浆料通过排出口排出并施加到基材上时,可以由引导件231形成基材的未涂覆部分,即未施加浆料的部分。因此,基材可以形成有条纹图案,其中浆料的涂覆部分和未涂覆部分在一个方向较长地形成,同时具有预定宽度。由于涂覆部分和非涂覆部分形成为这样的条纹图案,因此当使用者随后将电极切割成适当尺寸时,未涂覆部分成为电极接片,从而易于制造电极接片。此外,通过调整涂覆部分和未涂覆部分的宽度,也可以在切割电极时调整电极和电极接片的尺寸。
96.在下文中,根据本发明的实施例的模具涂覆机2被描述为具有三个模具21和两个
垫片23。然而,这是为了描述方便,而不意在限制权利范围。
97.图3是根据本发明的实施例的模具涂覆机检验方法的流程图。
98.在用于检验包括第一模具211、第二模具212以及形成在第一模具211和第二模具212之间的垫片23的模具涂覆机2的方法中,使用上述模具涂覆机检验装置1的根据本发明的实施例的模具涂覆机检验方法包括:移动包括位置检测传感器1221的传感器模块122的工艺;由位置检测传感器1221检测模具涂覆机2的唇部22的边缘的工艺;识别边缘的坐标值的工艺;将边缘的坐标值和关于唇部22或垫片23的厚度l1至l5(如图6所示)的参考数据进行计算以导出唇部22或垫片23的坐标值的工艺;将传感器模块122移动到与唇部22或垫片23的坐标值对应的位置的工艺;由包括在传感器模块122中的距离检测传感器1222测量唇部22或垫片23的高度的工艺;将唇部22或垫片23的高度的测量数据存储在存储部14中的工艺;和基于唇部22或垫片23的高度的测量数据确定模具涂覆机2是否有缺陷的工艺。
99.在下文中,将参考图4至图6详细描述图3的流程图中所示的每一个工艺。
100.图4是根据本发明的实施例的模具涂覆机2的唇部22的放大侧视图。
101.如上所述,传感器模块122沿模具涂覆机2的厚度方向移动,并且可检验唇部22或垫片23。根据本发明的实施例,传感器模块122包括:位置检测传感器1221,被配置为检测唇部22的位置;和距离检测传感器1222,被配置为测量唇部22或垫片23的高度。
102.当传感器模块122沿模具涂覆机2的厚度方向移动时,位置检测传感器1221识别唇部22的位置,具体地,可通过检测唇部22的边缘来检测唇部22的位置。位置检测传感器1221可包括光纤传感器、光传感器、接近传感器或视觉传感器中的至少一种。
103.特别地,光纤传感器是使用玻璃纤维制造的,并且是被配置为以非接触方式检测附近物体的传感器。在光纤传感器中,玻璃纤维本身可以检测光,或者如果单独的元件接收光,则玻璃纤维电缆可以传输接收到的光的信号。与典型的光传感器不同,光纤传感器具有可移除的透镜,因此可以制造成超小尺寸并且可以容易地安装在狭窄的地方。光纤传感器的示例包括光时域反射(otdr)传感器、光频域反射(ofdr)传感器、布里渊光时域分析(botda)传感器、布里渊光相关域分析(bocda)传感器和类似者。
104.如图4所示,通常,作为模具涂覆机2施加浆料的涂覆对象的基材(未图示)可以设置在平面上,也可以如图4所示设置在辊3上并通过辊3。此时,如果可以忽略基材本身的厚度,则模具21的唇部22与基材之间的间隙g约为10cm。即使在模具涂覆机2处于安装在生产线的状态下,当传感器模块122的高度h小于唇部22与基材之间的间隙g时,传感器模块122也可以在模具涂覆机2的厚度方向移动。因此,当模具涂覆机2处于安装在生产线上的状态时,可以立即检验模具涂覆机2,而无需执行将模具涂覆机2移动到单独的检验线以进行测量,然后移动回到生产线的工艺。因此,根据本发明的实施例,传感器模块122的高度h可以小于唇部22与待涂覆基材之间的间隙g,并且可以小于约8cm。此外,优选地,传感器模块122在唇部22和待涂覆基材之间移动而不被其他部件接触或干扰。因此,为了控制上述情况,根据本发明的实施例的可移动部121可包括用于在模具涂覆机2的宽度方向移动传感器组件12的杆。
105.根据本发明实施例的位置检测传感器1221可以制造成超小尺寸,并且以非接触方式检测唇部22的位置,并且即使在传感器模块122正在移动时,也应该能快速并准确地检测唇部22的位置。为此,优选地,根据本发明的实施例的位置检测传感器1221是光纤传感器。
特别地,因为无法在模具21内单独安装传感器,所以反射型传感器是优选的,在反射型传感器中,光发射部和光接收部不单独形成,而是全部形成于一个传感器主体。
106.在后续导出了唇部22或垫片23的坐标值时,距离检测传感器1222在对应于唇部22或垫片23的坐标值的位置处测量唇部22或垫片23的高度。作为距离检测传感器1222,可以使用典型的反射型位移传感器,并且可以包括激光位移传感器和超声波位移传感器中的至少一种。
107.特别地,当激光发射器发射激光时,激光位移传感器使用直到激光被相应物体反射回以被接收所花费的时间来测量特定距离。优选地,根据本发明的实施例的距离检测传感器1222是激光位移传感器。
108.图5是根据本发明的实施例的模具涂覆机检验装置1的框图。
109.在用于检验包括第一模具211、第二模具212和形成在第一模具211和第二模具212之间的垫片23的模具涂覆机2的装置中,根据本发明的实施例的模具涂覆机检验装置1包括:传感器模块122,沿模具涂覆机2的厚度方向移动并检验模具涂覆机2的唇部22或垫片23;控制部13,被配置为控制传感器模块122的操作;和存储部14,存储关于唇部22或垫片23的厚度l1至l5(如图6所示)的参考数据。这里,传感器模块122包括:位置检测传感器1221,被配置为检测唇部22的位置;和距离检测传感器1222,被配置为测量唇部22或垫片23的高度。控制部13包括:第一编码器131,被配置为每当传感器模块122沿模具涂覆机2的厚度方向移动时识别传感器模块122的坐标值;接收部132,被配置为接收由位置检测传感器1221发送的信号;确定部133,被配置为确定唇部22或垫片23的位置;和计算部134,被配置为基于坐标值执行计算以导出唇部22的坐标值或垫片23的坐标值。
110.在接收到来自传感器组件12的信号后,控制部13相应地控制传感器组件12的操作,即传感器模块122和可移动部121的操作,计算唇部22或垫片23的坐标值,并且通过唇部22或垫片23的高度确定模具涂覆机2是否有缺陷。控制部13包括第一编码器131、接收部132、确定部133和计算部134。优选使用中央处理单元(cpu)、微控制器单元(mcu)、数字信号处理器(dsp)或类似单元作为控制部13,但也可以使用各种逻辑运算处理器而不仅限于此。
111.存储部14存储用于处理和控制模具涂覆机检验装置1的操作的程序以及在每个程序的执行期间产生的各种数据或接收的信号。存储部14存储关于唇部22或垫片23的厚度l1至l5的参考数据以及关于唇部22或垫片23的高度的参考数据。另外,当第一编码器131识别出边缘的坐标值时,在存储部14中存储识别出的边缘的坐标值,之后,当计算部134导出唇部22或垫片23的坐标值时,在存储部14中存储唇部22或垫片23的坐标值,并且当距离检测传感器1222测量出唇部22或垫片23的高度时,在存储部14中还存储关于唇部22或垫片23的高度的测量数据。存储部14可以内置于模具涂覆机检验装置1中,也可以作为单独的存储服务器设置。存储部14包括非易失性存储装置和易失性存储装置。优选地,非易失性存储装置为体积小、重量轻、抗外部冲击的nand闪存,易失性存储器件为ddr sdram。
112.每当传感器模块122沿模具涂覆机2的厚度方向移动时,第一编码器131识别传感器模块122的坐标值。优选地,第一编码器131实时识别传感器模块122的坐标值,此时,可以通过检测传感器模块122的移动量并将该移动量转换为坐标来识别坐标值。坐标值可以是基于任意选择的标准测量的相对坐标。然后,当由位置检测传感器1221发送到接收部132的第一信号变为第二信号时,意味着位置检测传感器1221检测到了唇部22的边缘,此时传感
器模块122的坐标值可以被识别为边缘的坐标值。
113.接收部132接收由位置检测传感器1221发送的信号。位置检测传感器1221在检测到唇部22的边缘时将要发送到接收部132的第一信号变为第二信号。因此,可以将是否检测到唇部22的边缘通知给控制部13。
114.根据由接收部132接收到的信号,确定部133使用边缘作为边界来确定唇部22或垫片23的位置。也就是说,基于边缘,确定唇部22或垫片23是否位于传感器模块122的前面,以及唇部22或垫片23是否位于传感器模块122的后面。这里,前面是指传感器模块122移动的方向,后面是指与传感器模块122移动的方向相反的方向。然后,当距离检测传感器1222测量出唇部22或垫片23的高度时,将关于唇部22或垫片23的高度的测量数据与关于唇部22或垫片23的高度的参考数据进行比较,以确定是否出现缺陷。
115.计算部134基于唇部22或垫片23的位置和坐标值执行计算,以导出唇部22的坐标值或垫片23的坐标值。具体而言,从存储部14加载关于唇部22或垫片23的厚度l1至l5的参考数据,通过反映唇部22或垫片23的位置将边缘的坐标值和关于唇部22或垫片23的厚度l1至l5的参考数据进行计算,以导出唇部22或垫片23的坐标值。具体地,计算部134将唇部22或垫片23的厚度l1到l5的一半和边缘的坐标值进行计算,以导出唇部22或垫片23的坐标值。此时,计算根据唇部22或垫片23的位置而不同。基于边缘,如果唇部22位于传感器模块122的前面,并且垫片23位于传感器模块122的后面,则计算部134将唇部22的厚度l1到l3的一半加到边缘的坐标值,以导出唇部22的坐标值。此后,从边缘的坐标值减去垫片23的厚度l4和l5的一半,以导出垫片23的坐标值。
116.控制部13可进一步包括第二编码器135。每当可移动部121在模具涂覆机2的长度方向上沿轨道11移动时,第二编码器135识别可移动部121的坐标值。如上所述,传感器模块122与可移动部121连接,因此,当可移动部121沿轨道11移动时,传感器模块122也沿模具涂覆机2的长度方向移动。因此,可以检验模具21的唇部22或垫片23的直线度。此时,第二编码器135可通过识别可移动部121的坐标值来识别出直线度较差的部分的坐标值。或者,可加载关于垫片23的引导件231存在的部分的坐标值和垫片23的引导件231不存在的部分的坐标值的数据,并且传感器模块122可自动移动到对应的坐标,并检验唇部22或垫片23的组装公差等。优选地,第二编码器135实时识别可移动部121的坐标值,此时,可以通过检测可移动部121的移动量并且将移动量转换为坐标来识别坐标值。坐标值可以是基于任意标准测量的相对坐标。
117.到目前为止所描述的传感器组件12、控制部13和存储部14的每个元件可以由软件、硬件或软件和硬件的结合来实现,所述软件诸如是在存储器上的预定区域中执行的任务、类、子例程、进程、对象、执行线程和程序,所述硬件诸如是现场可编程门阵列(fpga)或专用集成电路(asic)。这些元件可以被包括在计算机可读存储介质中,或者其一部分可以被划分并分布在多个计算机中。
118.此外,每个块可以表示模块、段或代码的一部分,包括用于执行指定逻辑功能的一个或多个可执行指令。此外,在一些替代实施例中,上述功能也可以在块中乱序出现。例如,连续示出的两个块实际上可以基本同时执行,并且这些块有时可以根据相应的功能以相反的顺序执行。
119.图6是根据本发明的实施例的模具涂覆机2的唇部22的放大顶视图。
120.为了执行使用上述模具涂覆机检验装置1的模具涂覆机检验方法,传感器模块122首先在模具涂覆机2的厚度方向移动。如图6所示,传感器模块122可以在从第一模具211到第二模具212的方向移动。
121.传感器模块122包括位置检测传感器1221和距离检测传感器1222,位置检测传感器1221和距离检测传感器1222可以在模具涂覆机2的长度方向彼此平行设置。此外,如上所述,根据本发明的实施例的用于模具涂覆机的垫片23包括至少一个引导件231。另外,传感器模块122移动以穿过引导件231,此时,在传感器模块122中,位置检测传感器1221可以沿不存在引导件231的第一路径r1移动,并且距离检测传感器1222可以沿存在引导件231的第二路径r2移动。因此,位置检测传感器1221可以通过唇部22的存在来识别唇部22的边缘,并且距离检测传感器1222可以测量唇部22的高度或垫片23的高度。这里,垫片23的高度优选地是垫片23的引导件231的高度。
122.当传感器模块122沿模具涂覆机2的厚度方向移动时,位置检测传感器1221检测唇部22的边缘(s302)。然后,位置检测传感器1221将发送到控制部13的接收部132的信号从第一信号变为第二信号。
123.光纤传感器或光传感器可以是反射型传感器或光接收型传感器。反射型传感器是光发射部和光接收部形成在一个传感器主体中的传感器,当检测到物体时,在光接收部中接收到光。另外,光接收型传感器是光发射单元和光接收单元彼此面对安装的传感器,当光接收单元接收光而检测到物体时,光接收单元接收的光被阻挡。如上所述,由于无法在模具21内单独安装传感器,因此根据本发明的实施例的位置检测传感器1221优选为反射型传感器。
124.同时,每当传感器模块122移动时,第一编码器131识别传感器模块122的坐标值。当控制部13的接收部132接收到来自位置检测传感器1221的第二信号时,第一编码器131将传感器模块122的坐标值识别为边缘的坐标值(s303)。之后,存储部14存储边缘的坐标值。
125.例如,如图6所示,如果传感器模块122移动通过第一模具211的第一唇部221的上侧,则位置检测传感器1221检测到第一唇部221,表示光接收部接收到光的开信号被传送到控制部13的接收部132。然而,当传感器模块122完全通过第一唇部221时,出现了第一垫片233插入在第一模具211和第三模具213之间而不存在第一唇部221的空间。然而,如上所述,位置检测传感器1221沿不存在垫片23的引导件231的第一路径r1移动,从而位置检测传感器1221检测不到任何东西。也就是说,因为位置检测传感器1221的光接收部未接收到光,所以向接收部132发送关信号。因此,当一直接收光的位置检测传感器1221的光接收部不再接收到光时,传感器模块122经过的点是第一唇部221的第一边缘2211。此外,当由位置检测传感器1221发送到接收部132的信号从开信号变为关信号时,第一编码器131将传感器模块122的坐标值识别为第一边缘2211的坐标值。这里,第一信号是开信号,第二信号是关信号。此外,存储部14存储第一边缘2211的坐标值。
126.另一方面,如果传感器模块122移动通过插入有第一垫片233的空间的上侧,则位置检测传感器1221检测不到任何东西,因此表示光接收部未接收到光的关信号被传送到控制部13的接收部132。然而,当传感器模块122完全通过插入第一垫片233的空间时,出现了第三模具213的第三唇部223。此时,位置检测传感器1221检测到第三唇部223并且光接收部接收到光,开信号再次发送到接收部132。因此,当一直未接收光的位置检测传感器1221的
光接收部接收到光时,传感器模块122经过的点是第三唇部223的第二边缘2231。另外,当由位置检测传感器1221向接收部132发送的信号从关信号变为开信号,第一编码器131将传感器模块122的坐标值识别为第二边缘2231的坐标值。这里,第一信号是关信号,第二信号是开信号。此外,存储部14存储第二边缘2231的坐标值。
127.如上述方式,传感器模块122的位置检测传感器1221可以检测模具涂覆机2的唇部22的边缘,并且存储部14可以存储边缘的坐标值。
128.同时,当控制部13的接收部132从位置检测传感器1221接收到第二信号时,确定部133基于检测到的边缘确定唇部22或垫片23的位置。例如,当接收部132接收到的信号从开信号变为关信号时,表示位置检测传感器1221在检测唇部22时到达了插入垫片23的空间。因此,基于边缘,垫片23位于传感器模块122的前面,唇部22位于传感器模块122的后面。另一方面,当接收部132接收到的信号从关信号变为开信号时,表示位置检测传感器1221在通过了检测不到任何东西的插入垫片23的空间之后检测到唇部22。因此,基于边缘,唇部22位于传感器模块122的前面,垫片23位于传感器模块122的后面。
129.此外,确定部133确定其位置已被确定的唇部22是第一唇部221至第三唇部223之中的哪个唇部,并确定垫片23是第一垫片233与第二唇部234之中的哪个垫片。如上所述,传感器模块122沿从第一模具211到第二模具212的方向移动,并且存储每个唇部22的边缘的坐标值。因此,如果接收部132接收到的信号首先从打信号变为关信号,则表示对应的边缘是第一唇部221的边缘,并且基于第一唇部221的边缘,第一垫片233位于前面,第一唇部221位于后面。
130.同时,存储部14还存储关于唇部22或垫片23的厚度l1至l5的参考数据。因此,在如上所述确定部133确定唇部22或垫片23的位置之后,计算部134使用所存储的关于唇部22或垫片23的厚度的参考数据导出唇部22或垫片23的坐标值。在开始制造时,就存在关于所制造的唇部22或垫片23的厚度l1至l5的设计数据。此外,当唇部22或垫片23为良品时,其厚度在设计数据的误差范围内。因此,关于唇部22或垫片23的厚度的参考数据可以是设计数据。
131.计算部134从存储部14加载关于唇部22或垫片23的厚度l1至l5的参考数据。此后,通过将唇部22或垫片23的厚度的一半和边缘的坐标值进行计算来导出唇部22或垫片23的坐标值(s304)。此时,通过反映唇部22或垫片23的位置来进行计算。
132.例如,因为基于第一边缘2211,第一垫片233位于前面并且第一唇部221位于后面,所以计算部134从存储部14加载关于第一垫片233的厚度l4和第一唇部221的厚度l1的参考数据。此外,当将第一边缘2211的坐标值加上第一垫片233的厚度14的一半时,导出第一垫片233的中心点的坐标值,将其设定第一垫片233的坐标值。另外,当从第一边缘2211的坐标值减去第一唇部221的厚度l1的一半时,导出第一唇部221的中心点的坐标值,将其设定为第一唇部221的坐标值。
133.如上所述,计算部134可以导出模具涂覆机2的所有唇部22和垫片23的坐标值。此外,存储部14可以存储唇部22和垫片23的坐标值。
134.因为导出唇部22和垫片23的坐标值,所以传感器模块122移动到与坐标值对应的位置(s305)。此后,传感器模块122中包括的距离检测传感器1222测量唇部22或垫片23在该位置处的高度(s306)。距离检测传感器1222测量每个唇部22或每个垫片23与距离检测传感器1222间隔开的距离。因此,唇部22或垫片23的高度可以是基于任意标准测量的相对高度。
然而,本发明不限于此,如果距离检测传感器1222距地面的高度已经存储在存储部14中,则唇部22或垫片23的高度可以是从地面测量的绝对高度。当如上所述通过距离检测传感器1222测量每个唇部22或垫片23的高度时,测量数据被存储在存储部14中。
135.确定部133可以基于唇部22或垫片23的测量数据来确定模具涂覆机2是否有缺陷(s306)。具体地,存储部14还存储关于唇部22或垫片23的高度的参考数据。这也可以是用于制造模具涂覆机2的设计数据。然后,确定部133从存储部14加载关于唇部22或垫片23的高度的参考数据。此后,将关于唇部22或垫片23的高度的测量数据与关于唇部22或垫片23的高度的参考数据进行比较以确定模具涂覆机2是否有缺陷。在比较两个数据后,如果测量数据在误差范围内,则模具涂覆机2的组装公差不大,因此确定部133确定对应的模具涂覆机2为良品。但是,在比较两个数据后,如果测量数据超出误差范围,则模具涂覆机2的组装公差较大,因此确定部133确定对应的模具涂覆机2有缺陷。
136.图7是根据本发明的另一个实施例的模具涂覆机2a和模具涂覆机检验装置1a的立体图。
137.根据本发明的另一个实施例,如图7所示,轨道11a一体地形成在第一模具211的一个表面上。因此,轨道11a和模具21可以比通过单独的耦接部分彼此耦接而形成时更牢固地彼此固定。因此,可以更可靠地防止模具涂覆机2a和轨道11a彼此分离或错位。
138.图8是本发明的又一个实施例的模具涂覆机2b和模具涂覆机检验装置1的立体图。
139.根据本发明的又一个实施例,如图8所示,轨道11b嵌入形成在第一模具211的一个表面中。因此,可以减小模具涂覆机2b在厚度方向上的尺寸。此时,轨道11b和第一模具211可以一体成型,但本发明不限于此。轨道11b和第一模具211可以单独形成,或者可以在第一模具211的一个表面上形成凹槽,轨道11b可以插入凹槽中,然后用单独的耦接部分进行耦接。
140.图9是根据本发明的又一个实施例的模具涂覆机2和模具涂覆机检验装置1c的立体图。
141.根据本发明的又一个实施例,如图9所示,提供了多个传感器组件12a、12b和12c。因此,多个传感器模块122可以更快地检验不同位置处的唇部22或垫片23。图9示出形成三个传感器组件12a、12b和12c,但本发明不限于此。传感器组件12a、12b和12c可以以各种数量形成。
142.图10是根据本发明的又一个实施例的模具涂覆机2和模具涂覆机检验装置1d的立体图。
143.根据本发明的又一个实施例,如图10所示,可移动部121包括围绕与模具涂覆机2的长度方向平行的轴线旋转的可旋转部。当模具涂覆机2处于安装在生产线上的状态时,传感器组件12d立即检验模具涂覆机2,然后可旋转部旋转。因此,传感器组件12d位于模具涂覆机2的外侧,在模具涂覆机2的唇部22与待涂覆基材之间不再存在障碍物。此时,模具涂覆机2可以立即将浆料涂覆在基材上,从而可以提高生产效率。此外,当随后再次检验模具涂覆机2时,可旋转部反向旋转,使得传感器组件12d可以定位朝向模具涂覆机2的唇部22。
144.图11是根据本发明的又一实施例的模具涂覆机2和模具涂覆机检验装置1e的立体图。
145.根据本发明的又一实施例,如图11所示,传感器组件12e可从轨道11拆卸。当模具
涂覆机2处于安装在生产线上的状态时,传感器组件12e检验模具涂覆机2,然后可从轨道11拆卸传感器组件12e。因此,在模具涂覆机2的唇部22和待涂覆基材之间不再存在障碍物,模具涂覆机2可以立即将浆料涂覆在基材上。此外,当随后再次检验模具涂覆机2时,传感器组件12e再次安装在轨道11上,使得传感器组件12e可定位朝向模具涂覆机2的唇部22。
146.图12至图14是根据本发明的又一个实施例的模具涂覆机2和模具涂覆机检验装置1f的立体图。
147.根据本发明的另一个实施例,如图12至图14所示,至少一个传感器组件12f沿轨道11移动并检验模具涂覆机2的唇部22或垫片23。
148.传感器组件12f包括:可移动部121,在模具涂覆机2的长度方向上沿轨道11移动;以及传感器模块122,与可移动部121连接并且在沿模具涂覆机2的厚度方向移动的同时检验唇部或垫片。
149.传感器模块122包括:2d线传感器1223,与可移动部121连接,并在模具涂覆机2的宽度方向上扫描模具涂覆机2的排出口部分以二维检测唇部22的形状和垫片23的形状;和检验部1224,将通过2d线传感器1223检测的从唇部22的边缘到垫片23的边缘进行高度测量而获得的测量高度值与设定高度值进行比较,以检验是否出现缺陷。
150.可移动部121在模具涂覆机2的长度方向沿轨道11移动,特别地,可移动部121可沿轨道11滑动和移动。为此,轨道11和可移动部121可滑动地相互耦接,此外,轨道11和可移动部121中的至少一个可以具有轮或辊。
151.2d线传感器1223在模具涂覆机2的宽度方向上扫描模具涂覆机2,以检测模具涂覆机2中包括的唇部22和垫片23以二维图像连接的形状。也就是说,2d线传感器1223检测图13所示的模具涂覆机2的侧面图像。更详细地,参考图13和图14,在2d线传感器1223检测的图像中,右侧上的第一模具211的第一唇部221、左侧上的第二模具212的第二唇部222、第一模具211和第二模具212之间的第三模具213的第三唇部223、第一模具211和第三模具213之间的第一垫片233以及第三模具213和第二模具212之间的第二垫片234连接成凹凸形状。
152.此时,2d线传感器1223也被称为2d激光位移传感器或线扫描仪,并且具有宽广的激光光源,因此,可以测量表示诸如宽度、面积、厚度、高度差、倾斜度、曲线、表面粗糙度、以及唇部或垫片在二维上的磨损程度之类的形状。
153.特别地,2d线传感器1223由可移动部121在模具涂覆机2的长度方向移动,因此,可以在图像中检测唇部和垫片在整个模具涂覆机2上连接的形状。
154.同时,2d线传感器的高度h应小于唇部22和待涂覆基材之间的间隙g。即使当模具涂覆机2安装在生产线上时,也允许2d线传感器1223在模具涂覆机2的宽度方向移动。因此,可以在模具涂覆机2处于安装在生产线上的状态时立即检验模具涂覆机2,而无需执行将模具涂覆机2移动到单独的检验线以进行测量,然后移动模具涂覆机2回到生产的工艺。因此,2d线传感器1223的高度h小于唇部22与待涂覆基材之间的间隙g。例如,当模具21的唇部22与基材之间的间隙g为约10cm时,2d线传感器1223的高度h可以小于约8cm。此外,优选地,2d线传感器1223在唇部22和待涂覆基材之间移动,而不被其他部件接触或干扰。因此,为了控制上述情况,根据本发明的实施例的可移动部121可包括用于在模具涂覆机2的宽度方向移动传感器组件12f的杆。
155.检验部1224通过由2d线传感器1223检测的唇部和垫片的图像测量唇部和垫片之
间的高度,并将测量高度值与设定高度值进行比较以检验是否存在组装缺陷。也就是说,当测量高度值在设定高度值的范围内时,检验部1224确定没有缺陷,当不在该范围内时,确定存在组装缺陷。
156.更详细地,检验部1224将通过测量唇部和第一垫片之间的高度而获得的第一测量高度值与设定高度值进行比较来首次检验是否存在组装缺陷,然后将通过测量唇部和第二垫片之间的高度而获得的第二测量高度值与设定高度值进行比较而二次检验是否存在组装缺陷。相应地,当首次检验和二次检验都显示没有缺陷时,确定组装正常,当首次检验或二次检验显示有缺陷时,确定组装有缺陷。
157.同时,检验部1224使用通过2d线传感器1223检测的唇部22和垫片23连接的形状的二维图像来检验两个或更多个模具的布置状态。也就是说,检验部1224检验第一唇部221、第二唇部222和第三唇部223是否位于同一水平线上,此时,当任一唇部不位于同一水平线上时,确定存在组装缺陷。
158.同时,检验部1224使用通过2d线传感器1223检测的唇部22的边缘的二维图像形状来检验设置在两个或更多个模具21中的唇部(即,第一唇部和第二唇部)是否位于同一水平线上。也就是说,当第一唇部和第二唇部不在同一水平线上时,检验部1224确定存在组装缺陷。
159.同时,检验部1224使用通过2d线传感器1223检测的唇部22的边缘和垫片23的边缘的二维图像形状来测量垫片23的厚度,并通过垫片23的厚度检验排出间隙。也就是说,当测量的排出间隙和设定的排出间隙不匹配时,检验部1224确定存在组装缺陷。
160.同时,检验部1224可以放大通过2d线传感器1223检测的唇部22和垫片23的二维图像形状来检验表面粗糙度。此时,在唇部和垫片的表面粗糙度超过设定值时,检验部1224可以确定存在缺陷。
161.同时,在传感器组件12f中,2d线传感器1223每隔设定时间扫描模具涂覆机2以连续检测唇部22的边缘的形状和垫片23的边缘的形状,并且检验部1224通过2d线传感器连续测量的唇部22的边缘的位置变化或垫片23的边缘的位置变化来检验模具21和垫片23的磨损程度。这里,检验部1224可以通过由二维线传感器1223测量的唇部和垫片的图像的表面粗糙度来检验模具和垫片的表面粗糙度。
162.同时,传感器组件12f可进一步包括移动杆1225,该移动杆1225沿模具涂覆机2的宽度方向移动2d线传感器1223,使得2d线传感器1223可以在模具涂覆机2的宽度方向上从一端扫描到另一端。因此,2d线传感器1223可以在模具涂覆机2的宽度方向上稳定且整体地扫描。
163.同时,优选使用中央处理单元(cpu)、微控制器单元(mcu)、数字信号处理器(dsp)等作为检验部1224,但是不限于此,也可使用各种逻辑运算处理器。
164.本发明所属领域的普通技术人员将理解,本发明可以以其他特定形式实施而不改变其技术精神或基本特征。因此应当理解,上述实施例在所有方面都是说明性的而不是限制性的。本发明的范围由以下权利要求来表示,而不是由上面的详细说明来表示,并且从权利要求的含义和范围及其等同概念得出的各种实施例应该被解释为包括在本发明的范围内。
165.[附图标记]
[0166]
1:检验装置
[0167]
2:模具涂覆机
[0168]
3:辊
[0169]
11:轨道
[0170]
12:传感器组件
[0171]
13:控制部
[0172]
14:存储部
[0173]
21:模具
[0174]
22:唇部
[0175]
23:垫片
[0176]
121:可移动部
[0177]
122:传感器模块
[0178]
1221:位置检测传感器
[0179]
1222:距离检测传感器
[0180]
1223:2d线传感器
[0181]
1224:检验部
[0182]
131:第一编码器
[0183]
132:接收部
[0184]
133:确定部
[0185]
134:计算部
[0186]
135:第二编码器
[0187]
211:第一模具
[0188]
212:第二模具
[0189]
213:第三模具
[0190]
221:第一唇部
[0191]
222:第二唇部
[0192]
223:第三唇部
[0193]
231:引导件
[0194]
232:基部
[0195]
233:第一垫片
[0196]
234:第二垫片
[0197]
2211:第一边缘
[0198]
2231:第二边缘
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。