1.本发明属于耐火砖的成型模具技术领域,具体涉及一种可开合的液压高精度模套。
背景技术:
2.耐火砖成型模具是耐火砖成型工序的关键成型部件。耐火砖成型模具主要包括模套、垫板、模具;模套主要是用于对垫板和模具的固定、限位以及对模具尺寸的微调整。对于耐火砖的成型来说,随着科学技术的不断进步,耐火砖的成型过程中的布料、脱模和耐火砖坯的搬运自动化程度越来越高,特别是耐火砖坯的搬运采用机械手配合,大大提高了耐火砖的成型工序的效率和产品成型质量。然而目前传统的耐火砖成型模具的自动化程度,不能满足与耐火砖坯搬运机械手的自动配合的需要。因此对耐火砖成型的模具的改进更为迫切需要。
3.目前传统的耐火砖成型模具主要存在的技术问题是:1、组装、更换模具时,需要拆卸模套更换、组装模具,其更换、组装模具的效率低,劳动强度大。2、在组装更换模具时,很难保证模具中心与模套中心重合,难以与自动化程度高的布料、脱模和机械手搬运制造执行系统(mes)配合,形成智能化的耐火砖成型生产作业。3、采用传统的耐火砖成型模具稳定性差、模腔精准度差,模具容易变形,耐火砖的成型质量无法控制。4、采用传统的耐火砖成型模具,耐火砖坯成型后脱模摩擦力大,容易使耐火砖产生脱模破损缺陷。发明人基于现有技术中的上述缺陷研发了一种可开合的液压高精度模套,能够很好地解决现有技术中存在的上述问题。
技术实现要素:
4.本发明为了解决上述技术问题,提供一种可开合的液压高精度模套,其设计结构简单、科学合理、实现了模套的免拆卸,改变了模具组装更换模式;本发明能够解决组装、更换模具时,需要拆卸模套导致更换、组装模具效率低、劳动强度大的问题,同时解决了在组装更换模具时,很难保证模具中心与模套中心重合,难以与自动化程度高的布料、脱模和机械手搬运的制造执行系统配合,形成智能化的耐火砖成型生产作业的问题;还解决了采用传统的耐火砖成型模具稳定性差、模腔精准度差,模具容易变形,耐火砖的成型质量无法控制的问题;还解决了采用传统的耐火砖成型模具,耐火砖坯成型后脱模摩擦力大,容易使耐火砖产生脱模破损缺陷的问题。
5.本发明解决技术问题所采用的技术方案是:一种可开合的液压高精度模套,包括液压缸一、液压缸二、液压缸三;液压缸一固定设置在模套左侧面的靠近后端位置,液压缸二固定设置在所述液压缸一的前侧位置;液压缸三固定设置在所述模套的前侧面中间位置,液压缸四固定设置在所述模套后侧面中间位置;液压缸五固定设置在所述模套右侧面靠近后端位置,液压缸六固定设置在所述液压缸五的前侧位置;所述模套的左右侧面上围绕所述液压缸一、液压缸二、液压缸五、液压缸六四周上下对称设置有导向柱;在所述模套
的前后侧面上围绕所述液压缸三和液压缸四上下对称设置有导向柱;限位螺栓上下对称设置在所述液压缸三和液压缸四的左右两侧位置;所述模套为中空的四方体结构;长移动板对称设置在模套左右内侧面,长移动板的高度与所述模套的高度相等,长移动板为两块长移动板固定组合一起;短移动板对称设置在所述模套前后内侧面,短移动板的高度与所述模套的高度相等,短移动板为两块短移动板固定组合在一起;长垫板设置在两块长移动板的中间位置,短垫板设置在所述两块短移动板的中间位置;长模具设置在所述长移动板的内侧,短模具设置在短移动板的内侧;螺栓孔二上下对称固定设置在所述短移动板的靠近左右端位置,导向孔二上下对称设置在长移动板的上下位置,导向孔二左右对称设置在短移动板的左右两端位置;液压缸安装孔在长移动板的中间位置呈左右对称设置,液压缸安装孔在短移动板上,设置于短移动板的中心位置;固定孔设置在所述长移动板和短移动板上下的中间位置。
6.所述液压缸一、液压缸二与液压缸五、液压缸六在所述模套的左右侧面上呈左右对应设置;液压缸三和液压缸四在所述模套的前后侧面上呈前后对应设置。
7.所述模套包括模套本体,模套本体为上下开口的四方体,台阶孔在模套本体的左右侧面前后对应设置有四个,螺栓孔一固定设置在模套本体的前后侧面台阶孔两侧上下对称设置有四个;导向孔一在模套本体的左右侧面上下对称设置有六个,导向孔一模套本体的前后侧面上下对称设置有四个。
8.所述液压缸一固定安装在模套本体的左侧面的靠近后端台阶孔中,液压缸二固定安装在模套本体的左侧面靠近前端的台阶孔中;液压缸三安装在模套本体的前侧面中心的台阶孔中,液压缸三安装在模套本体的后侧面中心的台阶孔中;液压缸五安装在模套本体的右侧面靠近后后端台阶孔中,液压缸六安装在模套本体的右侧面靠近前端台阶孔中;液压缸一、液压缸二、液压缸三、液压缸三、液压缸五和液压缸六的伸缩杆穿过模套本体台阶孔、长移动板或短移动板的液压缸安装孔与长模具或短模具的外侧面中心位置固定连接。
9.所述导向柱在模套本体的左右侧面上从前至后上下对称设置有六个;导向柱在模套本体前后侧面上从左至右上下对称设置有四个;导向柱安装在模套本体左右、前后侧面导向孔一和长移动板、短移动板上的导向孔二中;导向柱的外端延伸至模套本体的外侧,导向柱的内端与长移动板和短移动板的内侧面平齐,并与长模具和短模具的外侧面固定连接。
10.所述限位螺栓靠近所述液压缸三和液压缸四左右两侧,呈上下对称设置有四个;限位螺栓安装在模套本体的螺栓孔一和短移动板的螺栓孔二中将模套本体与短移动板拧紧固定连接成一体。
11.所述模套本体前后侧面上的螺栓孔一与短移动板的螺栓孔二呈前后对应设置;模套本体左右侧面上的导向孔一与长移动板上的导向孔二呈左右对应设置;模套本体前后侧面上的导向孔一与短移动板上的导向孔二呈前后对应设置。
12.所述长模具包括长模具本体,长模具本体为长方体状,安装槽设置在长模具本体的上下内侧位置,安装槽为平躺的凸字型,安装槽纵向贯穿于长模具本体,固定螺孔均匀横向穿过上下安装槽中。
13.所述长模具上的设置的安装槽和固定螺孔方便能够安装改变耐火砖坯上下表面特异形状的模具安装,以便达到改变耐火砖坯上下表面形状的目的。
14.所述短模具包括短模具本体,短模具本体长方体状,短模具本体的上下中间对称设置有连接螺孔。
15.所述在模套本体上左右对称设置的长模具与在模套本体上前后对称设置的短模具贴紧对齐形成用于使耐火砖成型的模腔。
16.这种可开合的液压高精度模套的模具安装方法及模具模腔的调整脱模成型方法为:一、模具的安装更换方法:步骤一、模套和液压缸的安装:首先将模套固定安装在压力机的工作台中心位置,然后将液压缸一固定安装在模套本体的左侧面的靠近后端台阶孔中,液压缸二固定安装在模套本体的左侧面靠近前端的台阶孔中;液压缸三安装在模套本体的前侧面中心的台阶孔中,液压缸三安装在模套本体的后侧面中心的台阶孔中;液压缸五安装在模套本体的右侧面靠近后后端台阶孔中,液压缸六安装在模套本体的右侧面靠近前端台阶孔中;步骤二、长移动板、短移动板与长垫板、短垫板的配合安装:首先将长垫板放置在两块长移动板的中间,用螺栓穿过两块长移动板上的固定孔和长垫板的上下部,将两块长移动板和长垫板固定连接成一体;然后将短垫板放置在两块短移动板的中间,用螺栓穿过两块短移动板上的固定孔和短垫板的上下部,将两块短移动板和短垫板固定连接成一体;步骤三:长移动板、短移动板、长垫板、短垫板与模套的配合安装:将步骤二中配合安装好后的长移动板和长垫板分别对称安装在模套的模套本体左右内侧面;同时将短移动板和短垫板分别对称安装在模套的模套本体的前后内侧面;步骤四、导向柱、限位螺栓与长移动板、短移动板的配合安装:1、导向柱的安装:将导向柱穿过模套本体左右侧面的导向孔一、长垫板、长移动板的导向孔二,使导向柱的内侧端与内侧的长移动板导向孔二固定;同时导向柱穿过模套本体前后侧面的导向孔一、短垫板、短移动板上的导向孔二,使导向柱的内侧端与内侧的短移动板上的导向孔二固定;2、限位螺栓的安装:将限位螺栓穿过模套本体前后侧面上的螺栓孔一、短垫板、短移动板上的螺栓孔二,使限位螺栓的螺头与内侧短移动板上的螺栓孔二平齐,限位螺栓的螺杆延伸到模套本体的外侧,并用螺母拧紧固定;步骤五、长模具、短模具与液压缸、模套、长移动板、短移动板、长垫板、短垫板的配合安装:首先将长模具分别对称安装在长移动板的内侧面,使长模具与长移动板贴合对齐;同时将短模具分别对称安装在短移动板的内侧面,使短模具与短移动板贴合对齐;然后将液压缸一、液压缸二、液压缸三、液压缸三、液压缸五和液压缸六的伸缩杆穿过模套本体台阶孔、长移动板或短移动板的液压缸安装孔与长模具或短模具的外侧面中心位置固定连接。
17.步骤六、长模具、短模具、液压缸、模套、长移动板、短移动板、长垫板、短垫板和导向柱的更换:需要更换长模具、短模具、液压缸一、液压缸二、液压缸三、液压缸三、液压缸五、液压缸六、模套、长移动板、短移动板、长垫板、短垫板和导向柱的其中任何部件时,无需将将模套拆卸,按照上述步骤一至步骤五中相关部件的安装动作相反的操作即可实现对其任何部件的更换。
18.二、模具模腔的调整及脱模成型方法:步骤一、模具调整基准的确定:待模具安装好后,以压力机工作台上的模套中心为
调整基准;同时将模套前后侧面限位螺栓上的螺母拧松卸掉;步骤二、模具模腔长度、宽度的调整:启动液压缸一、液压缸二、液压缸三、液压缸三、液压缸五、液压缸六开始工作,根据耐火砖的工艺尺寸,控制液压缸一、液压缸二、液压缸三、液压缸三、液压缸五、液压缸六伸缩杆的行程量,通过液压缸一、液压缸二、液压缸三、液压缸三、液压缸五、液压缸六伸缩杆的伸开动作,在导向柱的导向配合下,推动左右对称设置的长模具和前后对称设置的短模具向模套本体的中心移动,直至到贴紧对齐形成用于成型耐火砖坯的模腔;此时由左右对称设置的长模具和前后对称设置的短模具所形成的模腔中心与模套的模套本体的中心相重合;步骤三、耐火砖坯的成型脱模:待步骤二中的模具模腔调整完成后,布料装置自动向左右对称设置的长模具和前后对称设置的短模具中布料,利用压力机双向挤压成型,形成耐火砖坯;待耐火砖坯成型后,压力机的上锤头带动模套上部方向的上模具离开模套模腔的上部,与此同时,液压缸一、液压缸二、液压缸三、液压缸三、液压缸五、液压缸六伸缩杆缩回动作,在液压缸一、液压缸二、液压缸三、液压缸三、液压缸五、液压缸六伸缩杆缩回动作拉动下,使长模具和短模具恢复到尺寸调整前的状态;此时位于压力机下部的下部锤头和下模具将成型后耐火砖坯,从模套的模腔上部顶出,实现了耐火砖坯的零摩擦力脱模。
19.本发明中,液压缸一固定设置在模套左侧面的靠近后端位置,液压缸二固定设置在所述液压缸一的前侧位置;液压缸三固定设置在所述模套的前侧面中间位置,液压缸四固定设置在所述模套后侧面中间位置;液压缸五固定设置在所述模套右侧面靠近后端位置,液压缸六固定设置在所述液压缸五的前侧位置;液压缸一固定安装在模套本体的左侧面的靠近后端台阶孔中,液压缸二固定安装在模套本体的左侧面靠近前端的台阶孔中;液压缸三安装在模套本体的前侧面中心的台阶孔中,液压缸三安装在模套本体的后侧面中心的台阶孔中;液压缸五安装在模套本体的右侧面靠近后后端台阶孔中,液压缸六安装在模套本体的右侧面靠近前端台阶孔中;液压缸一、液压缸二、液压缸三、液压缸三、液压缸五和液压缸六的伸缩杆穿过模套本体台阶孔、长移动板或短移动板的液压缸安装孔与长模具或短模具的外侧面中心位置固定连接。上述通过液压缸一、液压缸二、液压缸三、液压缸三、液压缸五和液压缸六的设置,一方面,起到对长模具和短模具顶紧限位的作用;另一方面,利用液压缸一、液压缸二、液压缸三、液压缸三、液压缸五和液压缸六伸缩杆的伸缩动作,在导向柱的导向配合下,推动左右对称设置的长模具和前后对称设置的短模具向模套本体的中心移动,起到使长模具和短模具等行程量移动的作用。
20.本发明中,模套的左右侧面上围绕所述液压缸一、液压缸二、液压缸五、液压缸六四周上下对称设置有导向柱;在模套的前后侧面上围绕所述液压缸三和液压缸四上下对称设置有导向柱;导向柱在模套本体的左右侧面上从前至后上下对称设置有六个;导向柱在模套本体前后侧面上从左至右上下对称设置有四个;导向柱安装在模套本体左右、前后侧面导向孔一和长移动板、短移动板上的导向孔二中;导向柱的外端延伸至模套本体的外侧,导向柱的内端与长移动板和短移动板的内侧面平齐,并与长模具和短模具的外侧面固定连接。上述设置的主要目的是:通过导向柱与液压缸一、液压缸二、液压缸三、液压缸三、液压缸五和液压缸六的配合,一方面,使长模具和短模具在液压缸一、液压缸二液压缸三、液压缸三、液压缸五和液压缸六伸缩推动下,实现平稳移动;另一方面,使长模具和短模具在以模套为中心的尺寸的调整更加精准;再一方面,可以有效防止模套中长模具和短模具的变
形。
21.本发明中,限位螺栓上下对称设置在所述液压缸三和液压缸四的左右两侧位置;限位螺栓靠近所述液压缸三和液压缸四左右两侧,呈上下对称设置有四个;限位螺栓安装在模套本体的螺栓孔一和短移动板的螺栓孔二中将模套本体与短移动板拧紧固定连接成一体。上述设置的主要目的是:一方面,在调整长模具和短模具的位置时,限位螺栓上的螺母处于拧松卸掉状态,此时的限位螺栓起到导向作用,提高了短模具的移动平稳性;另一方面,在长模具和短模具调整到位时,将螺母安装在限位螺栓上,起到限位固定短移动板和短模具位置的作用。
22.本发明中,模套包括模套本体,模套本体为上下开口的四方体,台阶孔在模套本体的左右侧面前后对应设置有四个,螺栓孔一固定设置在模套本体的前后侧面台阶孔两侧上下对称设置有四个;导向孔一在模套本体的左右侧面上下对称设置有六个,导向孔一模套本体的前后侧面上下对称设置有四个。其中设置台阶孔的主要目的是:让液压缸一、液压缸二、液压缸三、液压缸三、液压缸五和液压缸六牢固地安装在台阶孔中。其中设置螺栓孔一的主要目的是:方便限位螺栓穿过螺栓孔一,限位固定短移动板和短模具位置的作用。其中设置导向孔的主要目的是:方便导向柱通过导向孔与长移动板和短移动板的连接。
23.本发明中,长移动板对称设置在模套左右内侧面,长移动板的高度与所述模套的高度相等,长移动板为两块长移动板固定组合一起;短移动板对称设置在所述模套前后内侧面,短移动板的高度与所述模套的高度相等,短移动板为两块短移动板固定组合在一起;长垫板设置在两块长移动板的中间位置,短垫板设置在所述两块短移动板的中间位置;长模具设置在所述长移动板的内侧,短模具设置在短移动板的内侧。其中设置长移动板、长垫板、短移动板、短垫板的主要目的是:一方面,在利用压力机成型耐火砖坯时,长移动板、长垫板、短移动板、短垫板起到缓冲径向压力的作用;另一方面,保护了模套本体、长模具和短模具免受径向压力的冲击,有效杜绝了模套和模腔的变形。
24.本发明中,螺栓孔二上下对称固定设置在所述短移动板的靠近左右端位置,导向孔二上下对称设置在长移动板的上下位置,导向孔二左右对称设置在短移动板的左右两端位置;液压缸安装孔在长移动板的中间位置呈左右对称设置,液压缸安装孔在短移动板上,设置于短移动板的中心位置;固定孔设置在所述长移动板和短移动板上下的中间位置。上述螺栓孔二设置的主要目的是:利用螺栓孔二的设置,通过限位螺栓安装在模套本体的螺栓孔一和短移动板的螺栓孔二中将模套本体与短移动板拧紧固定连接成一体;一方面,在调整长模具和短模具的位置时,限位螺栓上的螺母处于拧松卸掉状态,此时的限位螺栓起到导向作用,提高了短模具的移动平稳性;另一方面,在长模具和短模具调整到位时,将螺母安装在限位螺栓上,起到限位固定短移动板和短模具位置的作用。上述导向孔二设置的主要目的是:通过导向孔二与模套本体上导向孔一的设置,同时与导向柱配合,一方面,使长模具和短模具在液压缸一、液压缸二液压缸三、液压缸三、液压缸五和液压缸六伸缩推动下,实现平稳移动;另一方面,使长模具和短模具在以模套为中心的尺寸的调整更加精准;再一方面,可以有效防止模套中长模具和短模具的变形。
25.本发明中,模具的安装更换方法中步骤一至步骤六共同作用,一方面,实现了模套的免拆卸,改变了模具组装更换模式;提高了更换、组装模具的效率,降低了劳动强度;另一方面,在组装更换模具时,提高了模具中心与模套中心的重合度,使自动化程度高的布料、
脱模和机械手搬运的制造执行系统联动配合,从而形成智能化的耐火砖成型生产作业工序。
26.本发明中,模具模腔的调整及脱模成型方法中步骤一至步骤三的共同作用,一方面,使耐火砖坯成型后脱模的摩擦力降为零,提高了耐火砖坯的成型质量,有效杜绝了耐火砖坯成型后,因脱模造成的脱模缺陷;另一方面,提高了耐火砖成型模具的稳定性和模腔精准度,杜绝了模具变形,使耐火砖的成型质量可以有效控制。
27.本发明的有益效果是:1、实现了模套的免拆卸,改变了模具组装更换模式;提高了更换、组装模具的效率,降低了劳动强度。2、在组装更换模具时,提高了模具中心与模套中心的重合度,使自动化程度高的布料、脱模和机械手搬运的制造执行系统联动配合,从而形成智能化的耐火砖成型生产作业工序。3、提高了耐火砖成型模具的稳定性和模腔精准度,杜绝了模具变形,使耐火砖的成型质量可以有效控制。4、使耐火砖坯成型后脱模的摩擦力降为零,提高了耐火砖坯的成型质量,有效杜绝了耐火砖坯成型后,因脱模造成的质量缺陷。
附图说明
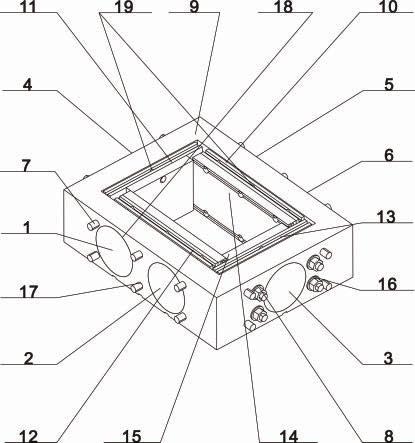
28.图1为本发明的结构示意图;图2为本发明模套的结构示意图;图3为本发明长移动板的结构示意图;图4为本发明短移动板的结构示意图;图5为本发明长模具的结构示意图;图6为本发明短模具的结构示意图;图中标记:1、液压缸一,2、液压缸二,3、液压缸三,4、液压缸四,5、液压缸五,6、液压缸六,7、导向柱,8、限位螺栓,9、模套,91、模套本体,92、台阶孔,93、螺栓孔一,94、导向孔一,10、长移动板,11、短移动板,12、长垫板,13、短垫板,14、长模具,141、长模具本体,142、安装槽,143、固定螺孔,15、短模具,151、短模具本体,152、连接螺孔,16、螺栓孔二,17、导向孔二,18、液压缸安装孔,19、固定孔。
具体实施方式
29.以下结合附图对本发明的具体实施方式做进一步的详细说明。
30.本发明提供一种可开合的液压高精度模套:如图1和图2所示,液压缸一1固定设置在模套9左侧面的靠近后端位置,液压缸二2固定设置在所述液压缸一1的前侧位置;液压缸三3固定设置在所述模套9的前侧面中间位置,液压缸四4固定设置在所述模套9后侧面中间位置;液压缸五5固定设置在所述模套9右侧面靠近后端位置,液压缸六6固定设置在所述液压缸五5的前侧位置;液压缸一1、液压缸二2与液压缸五5、液压缸六6在所述模套9的左右侧面上呈左右对应设置;液压缸三3和液压缸四4在所述模套9的前后侧面上呈前后对应设置;所述液压缸一1固定安装在模套本体91的左侧面的靠近后端台阶孔92中,液压缸二2固定安装在模套本体91的左侧面靠近前端的台阶孔92中;液压缸三3安装在模套本体91的前侧面中心的台阶孔92中,液压缸三4安装在模套本体91的后侧面中心的台阶孔92中;液压缸五5安装在模套本体91的右侧面靠近后后
端台阶孔92中,液压缸六6安装在模套本体91的右侧面靠近前端台阶孔92中;液压缸一1、液压缸二2、液压缸三3、液压缸三4、液压缸五5和液压缸六6的伸缩杆穿过模套本体91台阶孔92、长移动板10或短移动板11的液压缸安装孔18与长模具14或短模具15的外侧面中心位置固定连接。上述液压缸一1、液压缸二2、液压缸三3、液压缸三4、液压缸五5和液压缸六6通过高压油管与液压控制阀和液压站固定连接,液压站通过液压控制阀精准地向液压缸一1、液压缸二2、液压缸三3、液压缸三4、液压缸五5和液压缸六6中输送液压油。
31.如图1所示,所述模套9的左右侧面上围绕所述液压缸一1、液压缸二2、液压缸五5、液压缸六6四周上下对称设置有导向柱7;在所述模套9的前后侧面上围绕所述液压缸三3和液压缸四4上下对称设置有导向柱7;限位螺栓8上下对称设置在所述液压缸三3和液压缸四4的左右两侧位置;导向柱7在模套本体91的左右侧面上从前至后上下对称设置有六个;导向柱7在模套本体91前后侧面上从左至右上下对称设置有四个;导向柱7安装在模套本体91左右、前后侧面导向孔一94和长移动板10、短移动板11上的导向孔二17中;导向柱7的外端延伸至模套本体91的外侧,导向柱7的内端与长移动板10和短移动板11的内侧面平齐,并与长模具14和短模具15的外侧面固定连接。上述导向柱7的个数设置是根据工艺要求和模套本体91的长度或宽度而决定的。
32.如图2、3和4所示,所述模套9为中空的四方体结构;所述模套9包括模套本体91,模套本体91为上下开口的四方体,台阶孔92在模套本体91的左右侧面前后对应设置有四个,螺栓孔一93固定设置在模套本体91的前后侧面台阶孔92两侧上下对称设置有四个;导向孔一94在模套本体91的左右侧面上下对称设置有六个,导向孔一94模套本体91的前后侧面上下对称设置有四个。所述模套本体91前后侧面上的螺栓孔一93与短移动板11的螺栓孔二16呈前后对应设置;模套本体91左右侧面上的导向孔一94与长移动板10上的导向孔二17呈左右对应设置;模套本体91前后侧面上的导向孔一94与短移动板11上的导向孔二17呈前后对应设置。上述模套本体91上螺栓孔一93的个数设置是根据工艺要求和模套本体91的宽度、短移动板11、短垫板13、短模具15的宽度而决定的。
33.如图3和4所示,长移动板10对称设置在模套9左右内侧面,长移动板10的高度与所述模套9的高度相等,长移动板10为两块长移动板10固定组合一起;短移动板11对称设置在所述模套9前后内侧面,短移动板11的高度与所述模套9的高度相等,短移动板11为两块短移动板11固定组合在一起;长垫板12设置在两块长移动板10的中间位置,短垫板13设置在所述两块短移动板11的中间位置;长模具14设置在所述长移动板10的内侧,短模具15设置在短移动板11的内侧。
34.如图1至6所示,螺栓孔二16上下对称固定设置在所述短移动板11的靠近左右端位置,导向孔二17上下对称设置在长移动板10的上下位置,导向孔二17左右对称设置在短移动板11的左右两端位置;液压缸安装孔18在长移动板10的中间位置呈左右对称设置,液压缸安装孔18在短移动板11上,设置于短移动板11的中心位置;固定孔19设置在所述长移动板10和短移动板11上下的中间位置。
35.如图1所示,所述限位螺栓8靠近所述液压缸三3和液压缸四4左右两侧,呈上下对称设置有四个;限位螺栓8安装在模套本体91的螺栓孔一93和短移动板11的螺栓孔二16中将模套本体91与短移动板11拧紧固定连接成一体。上述限位螺栓8的设置个数是根据工艺要求和模套本体91的宽度、短移动板11、短垫板13、短模具15的宽度而决定的,主要实现对
模套本体91、短移动板11、短垫板13、短模具15的固定为目的。
36.如图5和6所示,所述长模具14包括长模具本体141,长模具本体141为长方体状,安装槽142设置在长模具本体141的上下内侧位置,安装槽142为平躺的凸字型,安装槽142纵向贯穿于长模具本体141,固定螺孔143均匀横向穿过上下安装槽142中。所述短模具15包括短模具本体151,短模具本体151长方体状,短模具本体151的上下中间对称设置有连接螺孔152。所述在模套本体91上左右对称设置的长模具14与在模套本体91上前后对称设置的短模具15贴紧对齐形成用于使耐火砖成型的模腔。
37.这种可开合的液压高精度模套的模具安装方法及模具模腔的调整脱模成型方法为:一、模具的安装更换方法:步骤一、模套和液压缸的安装:首先将模套9固定安装在压力机的工作台中心位置,然后将液压缸一1固定安装在模套本体91的左侧面的靠近后端台阶孔92中,液压缸二2固定安装在模套本体91的左侧面靠近前端的台阶孔92中;液压缸三3安装在模套本体91的前侧面中心的台阶孔92中,液压缸三4安装在模套本体91的后侧面中心的台阶孔92中;液压缸五5安装在模套本体91的右侧面靠近后后端台阶孔92中,液压缸六6安装在模套本体91的右侧面靠近前端台阶孔92中;步骤二、长移动板、短移动板与长垫板、短垫板的配合安装:首先将长垫板12放置在两块长移动板10的中间,用螺栓穿过两块长移动板10上的固定孔19和长垫板12的上下部,将两块长移动板10和长垫板12固定连接成一体;然后将短垫板13放置在两块短移动板11的中间,用螺栓穿过两块短移动板11上的固定孔19和短垫板13的上下部,将两块短移动板11和短垫板13固定连接成一体;步骤三:长移动板、短移动板、长垫板、短垫板与模套的配合安装:将步骤二中配合安装好后的长移动板10和长垫板12分别对称安装在模套9的模套本体91左右内侧面;同时将短移动板11和短垫板13分别对称安装在模套9的模套本体91的前后内侧面;步骤四、导向柱、限位螺栓与长移动板、短移动板的配合安装:1、导向柱的安装:将导向柱7穿过模套本体91左右侧面的导向孔一94、长垫板12、长移动板10的导向孔二17,使导向柱7的内侧端与内侧的长移动板10导向孔二17固定;同时导向柱7穿过模套本体91前后侧面的导向孔一94、短垫板13、短移动板11上的导向孔二17,使导向柱7的内侧端与内侧的短移动板11上的导向孔二17固定;2、限位螺栓的安装:将限位螺栓8穿过模套本体91前后侧面上的螺栓孔一93、短垫板13、短移动板11上的螺栓孔二16,使限位螺栓8的螺头与内侧短移动板11上的螺栓孔二16平齐,限位螺栓8的螺杆延伸到模套本体91的外侧,并用螺母拧紧固定;步骤五、长模具、短模具与液压缸、模套、长移动板、短移动板、长垫板、短垫板的配合安装:首先将长模具14分别对称安装在长移动板10的内侧面,使长模具14与长移动板10贴合对齐;同时将短模具15分别对称安装在短移动板11的内侧面,使短模具15与短移动板11贴合对齐;然后将液压缸一1、液压缸二2、液压缸三3、液压缸三4、液压缸五5和液压缸六6的伸缩杆穿过模套本体91台阶孔92、长移动板10或短移动板11的液压缸安装孔18与长模具14或短模具15的外侧面中心位置固定连接。
38.步骤六、长模具、短模具、液压缸、模套、长移动板、短移动板、长垫板、短垫板和导
向柱的更换:需要更换长模具14、短模具15、液压缸一1、液压缸二2、液压缸三3、液压缸三4、液压缸五5、液压缸六6、模套9、长移动板10、短移动板11、长垫板12、短垫板13和导向柱7的其中任何部件时,无需将将模套拆卸,按照上述步骤一至步骤五中相关部件的安装动作相反的操作即可实现对其任何部件的更换。
39.二、模具模腔的调整及脱模成型方法:步骤一、模具调整基准的确定:待模具安装好后,以压力机工作台上的模套中心为调整基准;同时将模套9前后侧面限位螺栓8上的螺母拧松卸掉;步骤二、模具模腔长度、宽度的调整:启动液压缸一1、液压缸二2、液压缸三3、液压缸三4、液压缸五5、液压缸六6开始工作,根据耐火砖的工艺尺寸,控制液压缸一1、液压缸二2、液压缸三3、液压缸三4、液压缸五5、液压缸六6伸缩杆的行程量,通过液压缸一1、液压缸二2、液压缸三3、液压缸三4、液压缸五5、液压缸六6伸缩杆的伸开动作,在导向柱7的导向配合下,推动左右对称设置的长模具14和前后对称设置的短模具15向模套本体91的中心移动,直至到贴紧对齐形成用于成型耐火砖坯的模腔;此时由左右对称设置的长模具14和前后对称设置的短模具15所形成的模腔中心与模套9的模套本体91的中心相重合;步骤三、耐火砖坯的成型脱模:待步骤二中的模具模腔调整完成后,布料装置自动向左右对称设置的长模具14和前后对称设置的短模具15中布料,利用压力机双向挤压成型,形成耐火砖坯;待耐火砖坯成型后,压力机的上锤头带动模套9上部方向的上模具离开模套9模腔的上部,与此同时,液压缸一1、液压缸二2、液压缸三3、液压缸三4、液压缸五5、液压缸六6伸缩杆缩回动作,在液压缸一1、液压缸二2、液压缸三3、液压缸三4、液压缸五5、液压缸六6伸缩杆缩回动作拉动下,使长模具14和短模具15恢复到尺寸调整前的状态;此时位于压力机下部的下部锤头和下模具将成型后耐火砖坯,从模套9的模腔上部顶出,实现了耐火砖坯的零摩擦力脱模。
40.实施例一、长模具14上的设置的安装槽142和固定螺孔143方便能够安装改变耐火砖坯上下表面特异形状的模具安装,以便达到改变耐火砖坯上下表面形状的目的。
41.对上述实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。