1.本发明涉及软体机器人制造方法技术领域,具体地,涉及基于层叠技术的多材料气动软体机器人制造方法及系统,更为具体地,涉及制造多材料的具有三维复杂结构的气动软体驱动器和机器人,在仿生,可穿戴设备,康复医疗,假肢等领域具有广泛的应用前景。
背景技术:
2.气动软体机器人得益于其在材料选择和结构设计上的灵活性,在机器人的领域具有广泛的应用。一般而言,气动软体机器人的结构主要包括多腔式,纤维增强式等。为了制造这些结构,常用的方法主要包括硅胶浇筑和3d打印两种。其中硅胶浇筑在制造复杂结构的时候往往涉及到复杂的多步骤的浇筑和装配,较为耗时;3d打印虽然能够直接构建具有复杂形状和结构的软体机器人,但是可使用的材料的缺乏限制了其广泛应用。
3.专利文献cn111692457a(申请号:202010528220.7)公开了具有织物皮肤与折纸骨骼的仿蠕虫气动式管道软体机器人,包括主体致动器、前锚定器、后锚定器、进气管、气动管路系统和控制系统,主体致动器为不透气的机织物与硬质纸经层叠与粘结后利用折纸工艺折叠并粘结固定成手风琴风箱状的三维结构并两端密封,前锚定器和后锚定器为不透气的机织物与硬质纸经层叠与粘结后按照克雷斯林图案折叠成三维结构并两端密封,主体致动器、前锚定器和后锚定器通过磁铁吸合相连接,并通过气动管路系统借助通入主体致动器、前锚定器和后锚定器的进气管进行驱动。
技术实现要素:
4.针对现有技术中的缺陷,本发明的目的是提供一种基于层叠技术的多材料气动软体机器人制造方法及系统。
5.根据本发明提供的一种基于层叠技术的多材料气动软体机器人制造方法,包括:
6.步骤s1:将软体机器人的三维模型按照需要进行切片分层;
7.步骤s2:基于分层得到的每一层的二维图案,对材料进行加工,实现二维的结构;
8.步骤s3:将加工完的材料进行层叠装配,完成多材料气动软体机器人的制造。
9.优选地,所述步骤s1中三维模型包括多种材料,所述多种材料包括多种弹性软材料和不可拉伸软材料。
10.优选地,所述步骤s2中对材料进行加工包括:基于分层得到的每一层的二维图案,对每一层对应的材料进行加工制造,形成二维平面的结构。
11.优选地,所述步骤s3包括:将激光切割加工完的每一层材料进行堆叠,从而形成三维的复杂结构。
12.优选地,所述软体机器人至少包括一个自由度。
13.优选地,所述气动软体机器人具有多种单自由度驱动模态,包括弯曲、伸长、收缩、扭转以及角度开关。
14.优选地,所述气动软体机器人与气源联通,每一个单一自由度独立控制,在压缩气
体的充气作用下,产生驱动效果。
15.根据本发明提供的一种基于层叠技术的多材料气动软体机器人制造系统,包括:
16.模块m1:将软体机器人的三维模型按照需要进行切片分层;
17.模块m2:基于分层得到的每一层的二维图案,对材料进行加工,实现二维的结构;
18.模块m3:将加工完的材料进行层叠装配,完成多材料气动软体机器人的制造。
19.优选地,所述模块m1中三维模型包括多种材料,所述多种材料包括多种弹性软材料和不可拉伸软材料;
20.所述模块m2中对材料进行加工包括:基于分层得到的每一层的二维图案,对每一层对应的材料进行加工制造,形成二维平面的结构。
21.优选地,所述模块m3包括:将激光切割加工完的每一层材料进行堆叠,从而形成三维的复杂结构。
22.与现有技术相比,本发明具有如下的有益效果:
23.1、本发明通过层叠技术,从二维平面结构出发,直接制造具有复杂结构的多材料气动软体机器人,制造方法步骤简单,制造效率高,节省时间;
24.2、本发明能够实现多种单自由度驱动模态,包括弯曲,伸长,收缩,扭转,角度开并;
25.3、本发明能够实现多种驱动模态的组合,制造具有复杂运动能力的多材料气动软体机器人,在假肢,可穿戴设备,康复医疗,仿生等领域具有较大的实用价值
附图说明
26.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
27.图1为多材料气动弯曲软体驱动器的三维模型的分层图;
28.图2为多材料气动扭转软体驱动器的三维模型的分层图;
29.图3为多材料气动收缩软体驱动器的三维模型的分层图;
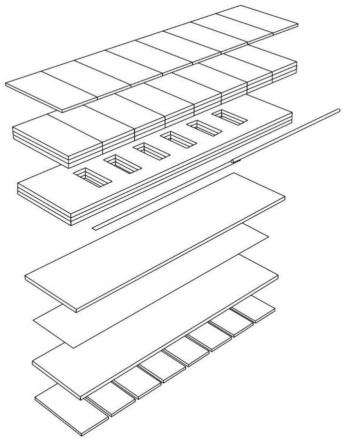
30.图4为多材料气动仿生软体手的三维模型的分层图;
31.图5为多材料气动仿生软体手的三维模型示意图。
具体实施方式
32.下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变化和改进。这些都属于本发明的保护范围。
33.为了克服现有的气动软体机器人制造方法或步骤复杂,较为耗时,或缺乏可用材料的不足,本发明提供了一种步骤简单,制造效率高,能够轻松制造多材料多种结构的气动软体机器人的制造方法。
34.实施例1
35.根据本发明提供的一种基于层叠技术的多材料气动软体机器人制造方法,包括:
36.步骤s1:将软体机器人的三维模型按照需要进行切片分层;
37.步骤s2:基于分层得到的每一层的二维图案,对材料进行加工,实现二维的结构;
38.步骤s3:将加工完的材料进行层叠装配,完成多材料气动软体机器人的制造。
39.具体地,所述步骤s1中三维模型包括多种材料,所述多种材料包括多种弹性软材料和不可拉伸软材料。
40.具体地,所述步骤s2中对材料进行加工包括:基于分层得到的每一层的二维图案,对每一层对应的材料进行加工制造,形成二维平面的结构。
41.具体地,所述步骤s3包括:将激光切割加工完的每一层材料进行堆叠,从而形成三维的复杂结构。
42.具体地,所述软体机器人至少包括一个自由度。
43.具体地,所述气动软体机器人具有多种单自由度驱动模态,包括弯曲、伸长、收缩、扭转以及角度开关。
44.具体地,所述气动软体机器人与气源联通,每一个单一自由度独立控制,在压缩气体的充气作用下,产生驱动效果。
45.根据本发明提供的一种基于层叠技术的多材料气动软体机器人制造系统,包括:
46.模块m1:将软体机器人的三维模型按照需要进行切片分层;
47.模块m2:基于分层得到的每一层的二维图案,对材料进行加工,实现二维的结构;
48.模块m3:将加工完的材料进行层叠装配,完成多材料气动软体机器人的制造。
49.具体地,所述模块m1中三维模型包括多种材料,所述多种材料包括多种弹性软材料和不可拉伸软材料;
50.所述模块m2中对材料进行加工包括:基于分层得到的每一层的二维图案,对每一层对应的材料进行加工制造,形成二维平面的结构。
51.具体地,所述模块m3包括:将激光切割加工完的每一层材料进行堆叠,从而形成三维的复杂结构。
52.实施例2
53.实施例2是实施例1的优选例
54.一种多材料气动弯曲软体驱动器的制造方法,包括以下步骤:
55.(1)选取vhb4910作为软体驱动器的主体材料,选取pet薄膜和尼龙纱网作为软体驱动器的限制材料,选取离型纸和钢针作为软体驱动器的气道材料。
56.(2)基于步骤(1)中的材料,设计得到多材料气动弯曲软体驱动器的三维模型,将其根据材料进行分层,得到如图1所示的驱动器的分层图。该分层图包括12层材料。其中,自上而下地,每一层对应的材料分别为:第1层,pet薄膜;第2-7层,vhb4910;第8层,离型纸;在第8和第7层之间添加钢针;第9层,vhb4910;第10层,尼龙纱网;第11层,vhb4910;第12层,pet薄膜;
57.(3)基于步骤(2)中的分层图,得到每层所对应的二维图案。基于此种图案,使用激光切割对材料进行加工,实现二维的结构;
58.(4)经过步骤(3)中对材料进行加工,使用冷裱机对材料进行层叠装配,完成多材料气动弯曲软体驱动器的制造。
59.(5)该驱动器在压缩气体的作用下可以实现弯曲的驱动效果。
60.实施例3
61.实施例3是实施例1的优选例
62.一种多材料气动扭转软体驱动器的制造方法,包括以下步骤:
63.(1)选取vhb4910作为软体驱动器的主体材料,选取pet薄膜作为软体驱动器的限制材料,选取钢针作为软体驱动器的气道材料。
64.(2)基于步骤(1)中的材料,设计得到多材料气动扭转软体驱动器的三维模型,将其根据材料进行分层,得到如图2所示的驱动器的分层图。该分层图包括9层材料。其中,自上而下地,每一层对应的材料分别为:第1层,呈45度排布的pet薄膜;第2-8层,vhb4910;在第3和第4层之间添加钢针;第9层,呈45度排布的pet薄膜。
65.(3)基于步骤(2)中的分层图,得到每层所对应的二维图案。基于此种图案,使用激光切割对材料进行加工,实现二维的结构。
66.(4)经过步骤(3)中对材料进行加工,使用冷裱机对材料进行层叠装配,完成多材料气动扭转软体驱动器的制造。
67.(5)该驱动器在压缩气体的作用下可以实现扭转的驱动效果。
68.实施例4
69.实施例4是实施例1的优选例
70.一种多材料气动收缩软体驱动器的制造方法,包括以下步骤:
71.(1)选取vhb4910作为软体驱动器的主体材料,选取尼龙纱网作为软体驱动器的限制材料,选取钢针作为软体驱动器的气道材料。
72.(2)基于步骤(1)中的材料,设计得到多材料气动收缩软体驱动器的三维模型,将其根据材料进行分层,得到如图3所示的驱动器的分层图。该分层图包括9层材料。其中,自上而下地,每一层对应的材料分别为:第1层,vhb4910;第2层,尼龙纱网;第3-7层,vhb4910;在第3和第4层之间添加钢针;第8层,尼龙纱网;第9层,vhb4910。
73.(3)基于步骤(2)中的分层图,得到每层所对应的二维图案。基于此种图案,使用激光切割对材料进行加工,实现二维的结构。
74.(4)经过步骤(3)中对材料进行加工,使用冷裱机对材料进行层叠装配,完成多材料气动收缩软体驱动器的制造。
75.(5)该驱动器在压缩气体的作用下可以实现收缩的驱动效果。
76.实施例5
77.实施例5是实施例1的优选例
78.一种多材料气动仿生软体手的制造方法,包括以下步骤:
79.(1)选取vhb4910作为仿生软体手的主体材料,选取pet薄膜和尼龙纱网作为软体驱动器的限制材料,选取离型纸作为仿生软体手的气道材料。
80.(2)基于步骤(1)中的材料,设计得到多材料气动仿生软体手的三维模型,将其根据材料进行分层,得到如图4-5所示的驱动器的分层图。该分层图包括13层材料。其中,自上而下地,每一层对应的材料分别为:第1层,pet薄膜;第2-4层,vhb4910;第5层,离型纸;第6-8层,vhb4910;第9层,离型纸;第10层,vhb4910;第11层,尼龙纱网;第12层,vhb4910;第13层,pet薄膜。
81.(3)基于步骤(2)中的分层图,得到每层所对应的二维图案。基于此种图案,使用激光切割对材料进行加工,实现二维的结构。
82.(4)经过步骤(3)中对材料进行加工,使用冷裱机对材料进行层叠装配,完成多材料气动仿生软体手的制造。
83.(5)该仿生软体手具有9个自由度,由1-9标注。1-5分别对应五个手指的弯曲自由度,6-8分别对应食指和中指开并,中指和无名指开并,无名指和小拇指开并的自由度,9对应手掌部分的对掌自由度。这些实施例采用层叠技术来制造具有复杂结构的多材料气动软体驱动器和机器人,具有步骤简单,制造效率高,可以实现多种单自由度运动模态,且能够轻松将多种运动模态进行结合,制造具有复杂运动能力的气动软体机器人的有点。在假肢,可穿戴设备,康复医疗,仿生等领域具有较大的实用价值。
84.在本技术的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
85.本领域技术人员知道,除了以纯计算机可读程序代码方式实现本发明提供的系统、装置及其各个模块以外,完全可以通过将方法步骤进行逻辑编程来使得本发明提供的系统、装置及其各个模块以逻辑门、开关、专用集成电路、可编程逻辑控制器以及嵌入式微控制器等的形式来实现相同程序。所以,本发明提供的系统、装置及其各个模块可以被认为是一种硬件部件,而对其内包括的用于实现各种程序的模块也可以视为硬件部件内的结构;也可以将用于实现各种功能的模块视为既可以是实现方法的软件程序又可以是硬件部件内的结构。
86.以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变化或修改,这并不影响本发明的实质内容。在不冲突的情况下,本技术的实施例和实施例中的特征可以任意相互组合。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。